Строй-Техника.ру
Строительные машины и оборудование, справочник
Автоматизированная система управления служит для синхронизации работы всех исполнительных устройств окрасочно-сушильного оборудования в автоматическом режиме, для контроля за соблюдением заданных параметров технологического процесса и их регулирования.
Как устроена система автоматизированного управления и контроля при окрашивании электроосаждением?
В установках электроосаждения контроль и управление режимом нанесения ЛКМ производятся путем изменения показателей функционирования ванны и системы подготовки. Основным выходным параметром служит толщина покрытия; контролируемыми параметрами являются расход, изменение концентрации и вязкости рабочего раствора краски и интенсивность выработки ванны, регулируемыми параметрами — дозированная подача рабочего состава в ванну из системы подготовки и параметры ванны. Как управляют технологическим процессом окрашивания пневматическим распылением?
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Регулируемыми показателями системы являются производительность распылителей, скорость их перемещения, расстояние до окрашиваемой поверхности. Форму и размеры изделий определяют видеодатчиками. При массовом производстве данные о форме и размерах задаются программой. Эта информация используется для управления подачей лакокрасочного материала. Скорость перемещения рабочих органов окрасочного автомата и их производительность можно поддерживать постоянными с помощью автономных систем стабилизации или регулировать в процессе окрашивания.
Какой принцип положен в основу автоматизации окрасочных установок?
Современное окрасочное оборудование создается из нормализованных узлов на базе классификации и типизации технологических процессов, выполняемых с помощью этого оборудования. Система сборки таких узлов в самостоятельные блоки упрощает проектирование и сокращает объем и сроки монтажа оборудования. Разделение функций узлов позволяет автоматизировать процесс окрашивания при использовании автоматических устройств управления модульного типа. Технологический блок-модуль представляет собой набор приборов, арматуры и деталей, управляющих определенной частью процесса.
Что такое робот в окрасочном цехе?
Роботы в окрасочном цехе — это устройства, управляемые от программы или самонастраивающиеся, легко переналаживаемые на другой вид продукции, полностью автоматизирующие процесс окрашивания, способные взаимодействовать с автоматическими устройствами, выполняющими смежные операции.
Чем отличается робот от манипулятора?
Манипулятор обеспечивает движение рабочего органа при выполнении технологической операции и достижение технических параметров робота, относящихся к кинематическим и геометрическим характеристикам. Манипулятор и система управления входят в состав робота. Как автоматизируют транспортные операции при окрашивании изделий?
С целью сокращения производственных площадей в качестве транспортного средства применяют автоматические операторы, предназначенные для взятия подвесок с изделиями в определенном месте и установки их через определенное время в другом месте.
Работой автооператоров на линии окрашивания управляют командоаппараты и подобные им. Программирование движения ав-тооператоров ступенчатое, с заданием адреса технологической позиции, времени задержки на ней автооператора, синхронизации совместной работы с соседними на линии автооператорами и конца цикла.
Как выполняют сушку покрытий в естественных условиях?
Этот способ используют при окрашивании изделий быстровысыхающими материалами на основе пленкообразующих акрилового, винилового, нитроцеллюлозного, пер-хлорвин илового, л ол и вин и лб утирального, этинолевого и других типов. Окрашенные изделия, к декоративным свойствам которых не предъявляют высоких требований, сушат в цехах и на открытом воздухе. Покрытия с высокими декоративными свойствами помешают в пыленепроницаемые камеры с принудительной циркуляцией чистого воздуха.
Продолжительность сушки можно сократить, используя технологию нанесения слоев покрытия «сырой по сырому». В этом случае на грунтовку или первый слой эмали, высушенные до исчезновения отлипа, наносят последующий слой лакокрасочного материала. Этот слой противокоррозионного или декоративного покрытия сушат требуемое время, при этом хорошо просыхают и недосушенные первые слои.
Как выполняют конвективную сушку покрытий?
При конвективной сушке окрашенные изделия, конструкции или детали поступают в специальную камеру, через которую проходит горячий воздух. Изделие движется так, чтобы покрытие с минимальным количеством растворителя соприкасалось с наиболее горячим воздухом.
Высыхание начинается с наружной поверхности покрытия. Образовавшаяся пленка затрудняет удаление остатков растворителя из нижних слоев покрытия. Это увеличивает продолжительность высыхания, а в отдельных случаях приводит к образованию в пленке пузырей, заполненных парами растворителя.
Преимущества способа — значительное сокращение продолжительности сушки, получение покрытий с лучшими физико-механическими, противокоррозионными и декоративными свойствами.
Как сушат окрашенные изделия терморадиационным способом?
Покрытия высушивают, используя инфракрасное излучение, проникающее в слой ЛКМ и вызывающее повышение его температуры. Удаление растворителя и формирование покрытия начинаются от подложки и заканчиваются на его поверхности. Покрытия получаются менее пористыми, с лучшими противокоррозионными свойствами, более твердыми (по сравнению с формировавшимися при конвективном способе). Процессы конвективной сушки покрытий, при которой растворитель удаляется из верхних слоев, и терморадиационной, когда растворитель в первую очередь удаляется из нижних слоев, показаны на рис. 1.
Наиболее эффективно применениетермо-радиационной сушки при использовании меламиноалкидных, мочевиноформальдегид-ных, эпоксидных, полиуретановых и тому подобных материалов.
Каковы области использования терморадиационно-конвективной сушки покрытий?
Терморадиационно-конвективная сушка сочетает достоинства терморадиационного и конвективного способов. Она применяется при работе с изделиями или деталями, имеющими значительное число экранированных поверхностей сложной конфигурации.
Какие виды инфракрасных излучателей применяют в терморадиационных сушильных установках?
В зависимости от длины волны излучения инфракрасные генераторы бывают светлыми и темными. Светлые излучатели изготовляются из стекла и мало отличаются от больших электрических ламп накаливания. Длина волны их излучения 0,76—1,8 мкм. Внутренняя поверхность колбы покрыта светоотражающим слоем.
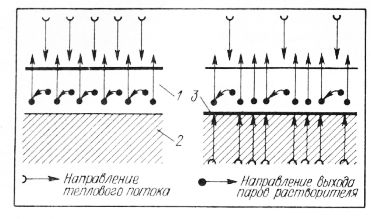
Рис. 1. Схема процесса сушки лакокрасочного покрытия: слева — конвективной; справа — терморадиационной
1 — слой сырого покрытия; 2 — окрашенная поверхность; 3 — высохший слой покрытия
Генераторы темного излучения (длина волны 1,8—4 мкм), выполняемые из керамики, кварца или металла, нагреваются электричеством или газом. Они более долговечны в эксплуатации.
Длина излучаемой волны должна соответствовать природе лакокрасочного материала с целью достижения максимума проницаемости инфракрасных лучей в пленку. Какая температура допускается на поверхность генераторов инфракрасного излучения сушильных установок?
Она не должна превышать температуру самовоспламенения используемого растворителя (270- 450 °С).
Как сохранить отражательную способность рефлекторов инфракрасных излучателей?
Если генераторы инфракрасных лучей снабжены рефлекторами, например, из химически полированного и анодированного алюминия, то не реже одного раза в неделю рефлекторы следует очищать от пыли и полировать фланелевой ветошью. По мере
потускнения химическая полировка возобновляется. Предварительно рефлекторы очищают от засохшей краски, промывают в горячей и холодной воде и удаляют окислы.
Как определяют температуру на поверхности инфракрасных излучателей?
Температуру на поверхности термоэлектрических нагревателей можно установить с помощью поверхностных термопар или термоиндикаторов в виде красок и карандашей.
В каких случаях применяют высокочастотную сушку?
Для водоэмульсионных красок и материалов на основе полиэфирных, полиуретановых, эпоксидных и аналогичных им смол целесообразна высокочастотная сушка.
Установка состоит из камеры с высокочастотными генераторами и вентиляционной системой и транспортного устройства.
Как выполняют сушку рулонных материалов?
Для сушки используют конвективный, терморадиационный, фотохимический и ра-диационно-химический способы. Обычно окрашенная лента проходит сквозь камеру свободно или поддерживается воздушным потоком, поступающим через специальные сопла. В этом случае достигается большая эффективность теплопередачи и обеспечивается более равномерная температура по ширине ленты.
В каких случаях применяют индукционный способ сушки?
Основное условие пригодности и экономичности индукционной сушки — стандартность формы и размеров, хорошее совпадение поверхности окрашенного изделия с индуктором, вызывающим разогревание изделий, что ускоряет высыхание покрытий. В связи с этим индукционную сушку используют при окрашивании листов, рулонного металла, профильного проката, изделий с пропитанными обмотками. В других случаях ее применять не рекомендуется.
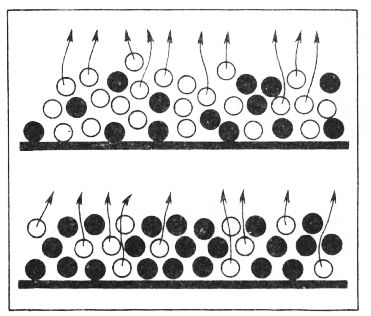
Рис. 2. Предварительное подогревание красок ускоряет высыхание и обеспечивает получение более прочных покрытий
Как осуществляют сушку покрытий в потоке электронов?
Окрашенное изделие подвергают воздействию потока ускоренных электронов, обладающих проникающей способностью, достаточной для сушки лакокрасочных покрытий. Покрытие отверждается (высыхает) в течение 2—3 с, в отдельных случаях —за доли секунд.
Этот способ очень удобен для окрашивания и сушки изделий на быстроходных конвейерных линиях, перемещающихся со скоростью в несколько десятков метров в минуту и выше.
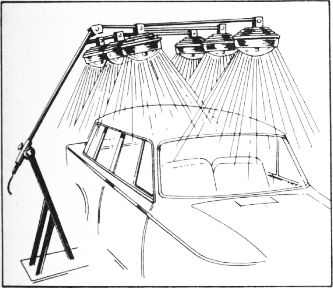
Рис. 3. Лампы инфракрасного излучения широко применяют при ремонте покрытий на автомашинах, оборудовании и т. п.
Можно ли наносить холодные лакокрасочные материалы на предварительно нагретые металлические поверхности?
Подогревание окрашиваемых поверхностей сокращает общую продолжительность сушки, улучшает розлив лакокрасочных материалов и декоративные свойства покрытий, способствует повышению адгезии, увеличению срока защитного действия ЛКП.
Оптимальная температура предварительного нагревания алюминия и его сплавов 70-120 °С, а стали 80-120 °С. Предварительное нагревание не следует применять при использовании материалов виниловых, нитроцеллюлозных, перхлорвиниловых и других, содержащих низколетучие растворители.
Какие масштабные факторы влияют на свойства высушиваемых покрытий?
Термодинамические условия сушки, интенсивность теплообмена, удельная поверхность тепловоспринимающего металла, удельная теплоемкость и плотность лакокрасочного материала являются масштабными факторами, которые требуется учитывать при определении режима сушки.
Режимы сушки, рекомендованные ГОСТ, не могут быть применены при сушке материалов на металле разной толщины. Для учета масштабных факторов при выборе режима сушки в НПО Лакокраспокрытие разработана универсальная диаграмма (ОМТРМ 7312-010-78). Какие технологические факторы сушки влияют на качество поверхности эпоксидных покрытий?
При отверждении эпоксидных покрытий из-за неравномерности процесса могут возникать дефекты поверхности в виде углублений, оспин, различных по размеру, контуру и количеству. Покрытия приобретают повышенную шероховатость, быстрее изнашиваются. На количестве оспин сказываются природа отвердителя, число слоев покрытия (у однослойных шероховатость меньше), режим отверждения (в случае горячего отверждения дефектов меньше). Покрытия, сформированные при холодной сушке, обладают меньшей износостойкостью, но большей шероховатостью.
Как влияет нанесение эмалей сырой по сырому на свойства покрытий?
На практике часто наносят промежуточные слои эмали без высушивания, ограничиваясь только выдержкой их при 18 — 20 °С в течение 5 — 10 мин. При этом у высокоглянцевых покрытий (МЛ-12, МЛ-197, МЧ-240, АС-127 и т. п.) уменьшается шагрень, у менее блестящих (НЦ-132, ХВ-110, АС-182) увеличивается блеск, у матовых внешний вид не ухудшается. Физико-механические и защитные свойства при нанесении эмалей сырой по сырому изменений не претерпевают.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Автоматизация управления окрасочными работами"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы