Строй-Техника.ру
Строительные машины и оборудование, справочник
Общие сведения. Электромеханическую обработку применяют для восстановления валов и осей с небольшими износами, а также как заключительную операцию при обработке деталей. Схема этого способа показана на рисунке 1. К детали, установленной в патроне токарного станка и поддерживаемой центром задней бабки, через электроконтактное приспособление подводят один провод от вторичной обмотки трансформатора; другой провод подводят к инструменту, изолированно установленному (укрепленному) в резцедержателе суппорта станка. В зону контакта детали и инструмента подводят ток 350… 1300 А напряжением 2…6 В. Регулируют ток реостатом. Ток низкого напряжения и большой силы мгновенно нагревает металл в зоне контакта до высокой температуры (800…900 °С); в результате улучшается качество обработки, а последующий быстрый отвод теплоты внутрь детали способствует закалке поверхностного слоя. Этим способом можно получить шероховатость поверхности порядка 9-го класса (как при шлифовании) и одновременно значительно улучшить механические свойства поверхностного слоя обрабатываемой детали за счет его закалки на глубину до 0,1 мм.
Восстановление деталей электромеханической обработкой показано на рисунке 2. Изношенную поверхность вала или оси сначала обрабатывают высаживающим инструментом. Нагретый в зоне контакта металл выдавливается, образуя выступы, аналогичные резьбе. В результате диаметр детали D2 увеличивается до размера D. Вторым проходом сглаживающего инструмента высаженную поверхность обрабатывают до необходимого размера. Режим обработки: ток 400…600 А, напряжение 2…6 В.
Этим способом восстанавливают преимущественно поверхности валов неподвижных соединений (посадочные места под подшипники, шестерни, шкивы и др.) с износами не более 0,25 мм.” Восстановленная поверхность получается прерывистой, и площадь контакта уменьшается. Если площадь контакта остается более 60% первоначальной сплошной, то прочность сопряжения с гладкой поверх—ностью втулки (кольца подшипника) оказывается вполне достаточной благодаря более высокой твердости, полученной при обработке, и «шпоночному эффекту», возникающему за счет упругих деформаций сопрягаемых поверхностей.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Введение дополнительного металла позволяет восстанавливать электромеханической обработкой детали с износом более 0,25 мм. В высаженную винтовую канавку роликовым инструментом навивают стальную проволоку, предварительно очистив ее от грязи и оксидов шлифовальной шкуркой. Режим навивки проволоки: ток 300… 1500 А, напряжение 4…6 В и окружная скорость детали 8…1,9 м/мин. Проволока нагревается до температуры 1000… 1200 °С, а под давлением ролика 400…500 Н деформируется и плотно заполняет высаженную канавку. Прочность сцепления проволоки с основным металлом достигается вследствие частичной сварки, диффузионных и других связей. При использовании проволоки диаметром 1,4 мм изношенную поверхность можно увеличить на толщину до 1,2 мм. После навивки применяют обычную механическую обработку до необходимого размера детали.
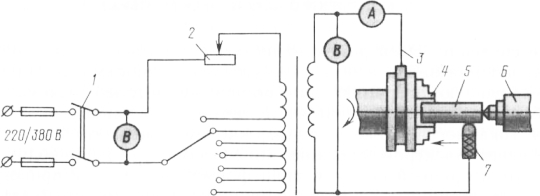
Рис. 1. Схема электромеханической обработки:
1 — рубильник; 2 — реостат; 3 — провод вторичной обмотки; 4 — патрон станка; 5 — деталь; 6 — задняя бабка станка; 7 — инструмент.
Вводить дополнительный материал при электромеханической обработке можно и несколько иным способом. В высаженную канавку навивают тонкую проволоку диаметром около 0,5 мм и затем выполняют обычное сглаживание в несколько проходов (4…6) на таком режиме: ток 350…500 А, напряжение 3,5…4,0 В, давление инструмента 300…500 Н при подаче 0,2…0,3 мм/об.
Вместо проволоки высаженные канавки можно заполнить клеями типа БФ или составами на основе эпоксидных смол. После отвердевания нанесенных составов поверхность доводят до необходимого размера обычной механической обработкой.
Преимущества электромеханической обработки — высокая производительность, возможность увеличения диаметра малоизношенных деталей без дополнительного материала, отсутствие коробления деталей, низкая себестоимость восстановления.
Основные недостатки — трудность получения в процессе обработки сплошного контакта инструмента с поверхностью, недостаточная стойкость высаживающих и сглаживающих пластин, быстрая утомляемость оператора. В процессе работы ему необходимо строго соблюдать очередность включения вращения детали и тока. Нельзя выводить инструмент из контакта с деталью или вводить в контакт при включенном токе, так как малейшее нарушение контакта при большом токе вызывает образование дуги, а следовательно, поломку инструмента и иногда детали.
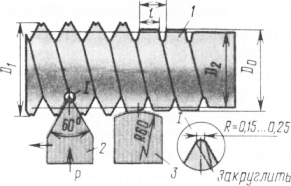
Рис. 2. Схема восстановления детали электромеханической обработкой:
1 — деталь; 2 — высаживающий инструмент; 3 — сглаживающий инструмент.
В большой степени все эти недостатки можно устранить инструментом усовершенствованной конструкции, предложенным Н. Н. Черниговцевым. Вместо очень жесткой пружины с малым рабочим ходом применяют конструкцию державки с менее жесткой пружиной и с большим рабочим ходом — перемещением головки державки относительно ее корпуса. Такая пружина и контакты надежно автоматизируют включение тока в цепь после соприкосновения пластины с обрабатываемой поверхностью детали и выключение тока до нарушения контакта при отводе пластины от детали. Подобная конструкция державки значительно упрощает процесс электромеханической обработки и повышает производительность.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Электромеханическая обработка"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы