Строй-Техника.ру
Строительные машины и оборудование, справочник
Технологический процесс сращивания и оконцеваняя стальных тросов и антенных канатиков, состоящий из нескольких последовательных операций, ранее выполнялся, как правило, ручным способом. Начальная операция отрезки или обрубки троса обычно производилась слесарным зубилом или другими подручными инструментами. Оконцевание троса под коуш выполнялось также ручным способом в виде так называемого «сплесня».
Вместо сращивания или оконцевания троса под коуш ручным способом «сплесня» разработан метод оконцевания или сращивания троса опрессовкой в стальных или медных гильзах. Для выполнения этой операции создана и внедрена в производство специальная гидравлическая пресс-головка с набором сменных матриц и пуансонов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Разработанный и внедренный в производство новый, способ сращивания и оконцевания стальных тросов канатиков и антенных проводов методом холодной опрес-совки по сравнению с ручным способом «сплесня» значительно облегчает труд, снижает трудоемкость и обеспечивает высокую прочность соединений при незначительных габаритах и массе оснастки.
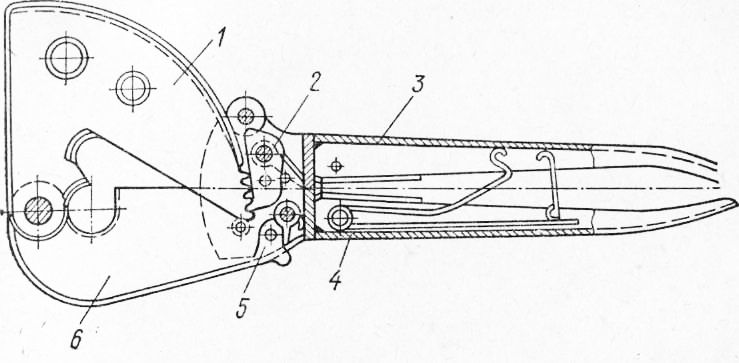
Новаторы Я. И. Пархомчук и Б. А. Скворцов разработали универсальные секторные ножницы для разрезания стального троса диаметром до 15,5 мм, а также антенных проводов и стальной арматуры диаметром до 8 мм (рис. 1). Онн состоят из неподвижного и подвижного ножей и подвижного и неподвижного рычагов. На подвижном рычаге смонтирована подпружиненная подающая собачка, а на неподвижной-фиксирующая собачка. Подвижный секторный нож дальней от рукоятки частью крепится к неподвижному ножу.
Режущая часть подвижного ножа состоит из двух кромок: верхней и нижней, выполненных в виде секте. ров. Нижняя кромка образует часть окружности с углу» бдением, в которое входит неподвижный нож. Верхняя кромка отстоит от нижней на расстоянии заостренного выступа между ними. При сжатии рукояток подающая собачка входит в зацепление с храповыми зубьями подвижного ножа и сдвигает его вниз на некоторый угол.
Последовательной работой рукояток производится приближение подвижного ножа к неподвижному, причем заостренный выступ раздвигает находящийся в углублении трос. Одновременно вступает в действие нижняя кромка, разрезающая оставшуюся часть троса. Выбранная геометрическая форма режущих кромок позволила снизить усилия на рычагах, значительно уменьшить габариты и массу ножниц.
Механизм ножниц состоит из трех передаточных ступеней, которые являются переменными: рычаг — собачка собачка нож и нож. Передаточное отношение взаимосодействия собачки и секторного ножа изменяется с изменением угла, образующегося между осью собачки и нормалью зуба секторного ножа. Полезное усилие передаточного механизма увеличивается при уменьшении этого угла.
Для разрезки троса диаметром 15,5 мм необходимо усилие на рычагах 30 кгс. Конструкция легка, технологична в изготовлении, удобна и надежна в работе, дает возможность повысить производительность труда в 3 раза.
Габаритные размеры: 33IX132X32 мм; масса 1,5 кг.
Клещи для опрессовки соединительных стальных тросов (рис. 174) диаметром от 1,95 до 6,5 мм, а также соединительных муфт состоят из головки, правого и левого рычагов, оси и пластинчатой разжимной пружины. В головке клещей выфрезерованы фигурные вырезы разных профилей, которые предназначены для опрессовки соединительных стальных тросов и соединительных муфт разных диаметров.
Габаритные размеры: 275X63X21 мм; масса 0,45 кг.
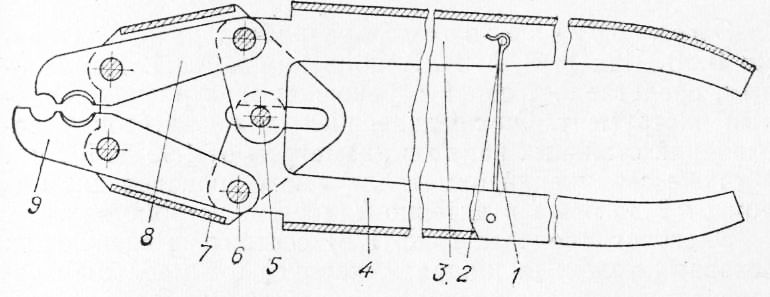
Для опрессовки крестообразных соединителей, поддерживающих биметаллические провода рефлектора, новатор А. И. Демьянов разработал пресс-клещ и (рис. 3), которые состоят из правого и левого рычагов, обоймы, верхней губки, нижней губки, затяжки и осей 2, 5 и 6.
На биметаллический провод надевается соответствующий соединитель и вкладывается в раствор губок пресс-клещей. Сжимая рычаги клещей, производят опрессовку, при этом на соединителе образовываются канавки, которые, деформируя биметаллический провод, обеспечивают надежное контактное соединение.
Пресс-клещи весьма просты в изготовлении и удобны в применении.
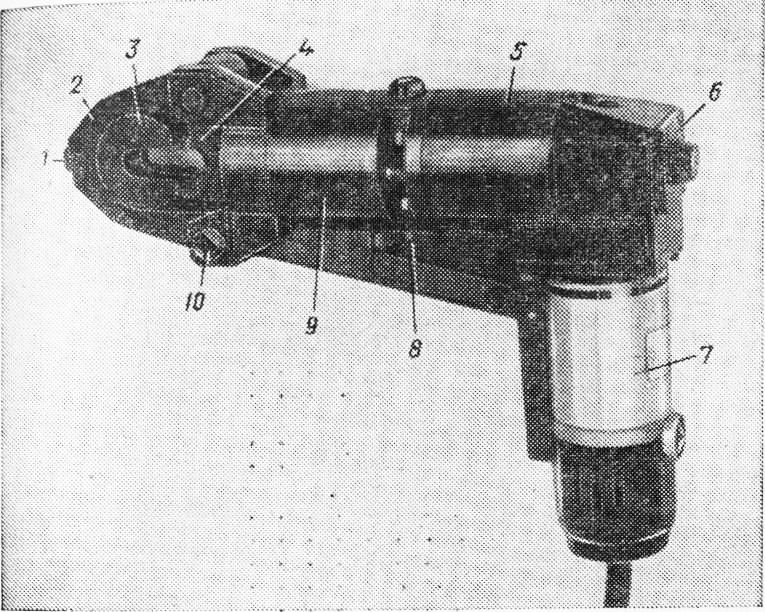
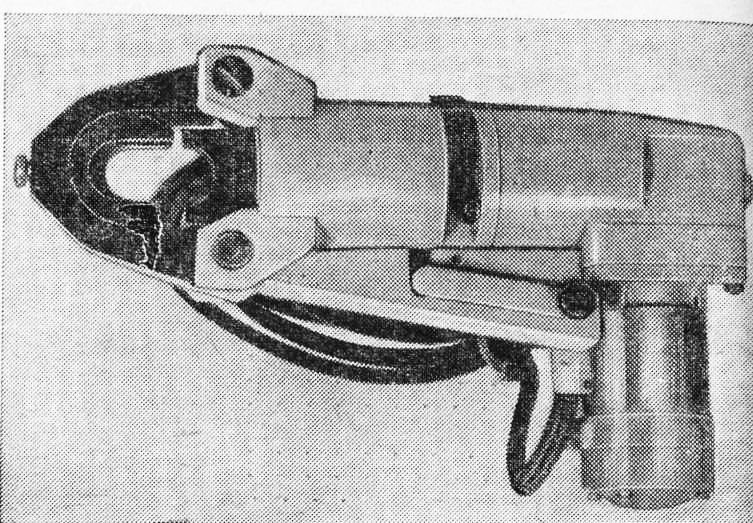
Электрогидропресс, разработанный новаторами В. В. Валовым, А. В. Альбинским и А. И. Демьяновым, представляет собой переносной электрифицированный инструмент. Он предназначен для опрессовки соединений стальных канатов диаметром от 1,95 до 9,2 мм, а также соединений биметаллических проводов диаметром от 2 до 6 мм в антенно-фидерных устройствах.
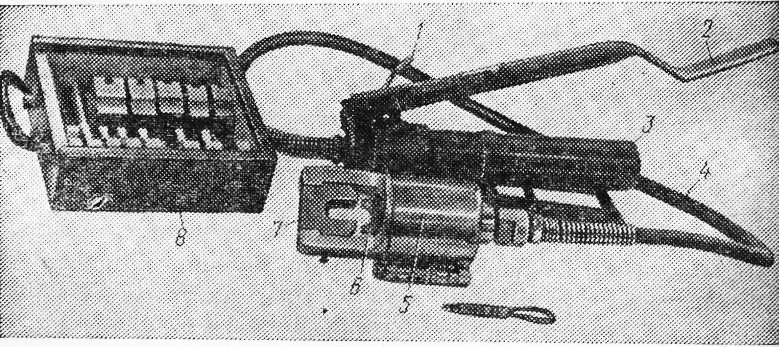
Электрогидропресс (рис. 4) состоит из следующих основных узлов: цилиндра, корпуса с масляным резервуаром, коробкой передач и крышкой, насоса плунжера, электродвигателя.
Включение в сеть производится трехжильным кабелем сечением 3,0X1,5 мм2. Одна из жил кабеля заземляется на корпус электродвигателя. Для включения и выключения электродвигателя служит микровыключатель типа Д-703.
Электрогидропресс применяется при наличии сетей питания 220 В, 50 Гц в безопасных помещениях и 36 В, 200 Гц — в любых условиях.
Работа осуществляется следующим образом: поворотом рычага включения 8 вверх через шестигранную ось кулачком утапливается втулка фиксатора, которая, в свою очередь, через пружину и шток шариком запирает выходной канал цилиндра. В этом положении втулка удерживается штоком, перемещаемым пружиной.
Вращательное движение от вала электродвигателя передается через редуктор и преобразуется коленчатым валом и кулисой в возвратно-поступательное движение.
Закрепленный на конце кулисы плунжер насоса через шариковый клапан входного канала нагнетает масло в цилиндр. Под давлением масла поршень с закрепленным на нем пуансоном перемещается в сторону скобы с матрицей. Производится опрессовка соединений.
На своем пути поршень в определенный, заранее отрегулированный момент достигает упора и, перемещая его, выводит шток фиксатора из зацепления со втулкой фиксатора, которая, поднимаясь, одновременно открывает клапан и поднимает планку с кнопки микровыключателя. Электродвигатель останавливается, и под действием пружины возврата поршень с пуансоном возвращается в исходное положение. Масло через открытый выходной канал вытекает в масляный резервуар. Все детали пресса возвращаются в исходное положение. Цикл опрессовки соединения закончен.
Конструкция пуансонов и матриц электрогидропресса устраняет переналадку в процессе эксплуатации механизма регулировки и автоматического отключения двигателя в зависимости от размеров спрессовываемых соединителей.
Кожух пломбируется и вскрывается только при ремонте или наладке.
Для опрессовки соединений стальных канатов или биметаллических проводов нужно взять соответствующие матрицу и пуансон (по маркировке). Матрицу установить в откидную скобу и закрепить винтом, а пуансон вставить в паз поршня. Затем подготовленное к опрессовке соединение завести в скобу, закрыть ее, закрепить специальной осью, включить электродвигатель и спрессовать соединение до автоматического отключения.
Для опрессовки соединений стальных канатов (тросов) новатор А. И. Демьянов разработал аналогичную конструкцию электрогидропресса.
Устройство для сращивания троса и антенного канатика опрессовкой. Для сращивания троса опрессовкой в стальных или медных гильзах внедрено в производство специальное устройство. Оно состоит из двух самостоятельных узлов: цилиндрической пресс-головки и насоса, приводимого в действие ножной педалью.
Пресс-головка представляет собой цилиндр, на котором размещен поршень. На конце поршня предусмотрено гнездо для установки пуансона, а матрица устанавливается в приливах корпуса. На поршне закреплены уплотняющие манжеты, которые предотвращают утечку масла. Внутри цилиндра находится пружина, возвращающая поршень в исходное положение. Пресс-головка соединена с насосом шлангом высокого давления. Насос работает на машинном масле.
Пресс-головка укомплектована набором матриц и пуансонов для сращивания троса и антенного канатика опрессовкой.
Пуансоны и матрицы снабжены соответствующей маркировкой, облегчающей их подбор в зависимости от сечения троса или антенного канатика. Приводом Для пресс-головки служит гидравлический насос, обеспечивающий удельное давление 250 кгс/см2.
Работа устройства осуществляется следующим образом. При нажатии на педаль в пресс-головку через систему привода по шлангу подается машинное масло и производится опрессовка.
Снижение давления осуществляется клапаном при помощи рычага, выведенного сбоку корпуса насоса. Для возврата педали в исходное положение в торце насоса вмонтированы две пружины.
Приспособление для изготовления петли на стальном тросе. При монтаже тросовых электропроводок в качестве несущих тросов применяется стальная оцинкованная проволока (катанка) диаметром от 5,5 до 8 мм.
Для присоединения троса к анкерным устройствам на концах троса должна быть сделана петля. В случае применения проволоки (катанки) петли выполняются стальной обоймой, заранее надетой на проволоку. Изготовлять петли закруткой спиралью запрещается. Выполнение петли обычными слесарными инструментами — операция трудоемкая и не обеспечивающая высокого качества.
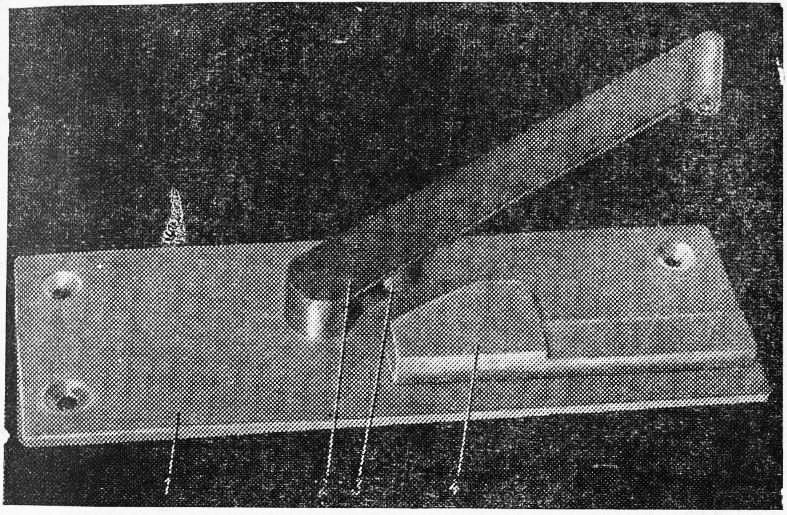
В лаборатории треста «Севзапэлектромонтаж» разработано и внедрено приспособление (рис. 7), позволяющее выполнить петлю из катанки диаметром 5,5—8 мм в течение 30 с.
На основании размещены ручка, неподвижный ролик и упор. Для выполнения петли ручка надевается на неподвижный ролик. На катанку надевается стальная овальная обойма. Конец катанки пропускается между роликом и упором. Поворотом ручки вправо изгибается конец катанки. Ручка отводится влево, катанка поворачивается на 180° и продвигается вперед. Поворотом ручки вправо производится изгиб катанки. Ручка снимается с приспособления. Стальная обойма надвигается на изогнутый конец катанки. Затем ручка надевается на конец катанки, и конец петли огибается в конечное положение (за два раза поворотом ручки на 18Ост вокруг оси конца катанки).
Приспособление весьма просто в изготовлении и удобно в применении. При внедрении данного приспособления производительность труда при изготовлении петли на тросе из стальной проволоки повышается в 4 раза.
Габаритные размеры: 310X115X25 мм; масса 3,1 кг.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Инструмент для сращивания и оконцевания стальных тросов и антенных канатиков"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы