Строй-Техника.ру
Строительные машины и оборудование, справочник
Приспособление для заделки жил кабеля кольцом. Оконцевание жил кабеля кольцом выполняют при помощи приспособлений и различных механизмов. Одно из таких приспособлений, показанное на рис. 1, предназначено для изготовления колец из оголенных жил под контактные винты.
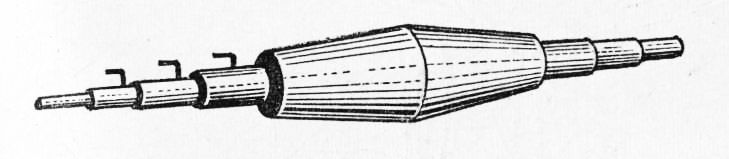
Приспособление представляет собой двустороннюю ступенчатую шпильку с различными диаметрами ступеней. Одна сторона приспособления предназначена для изготовления колец на жилах сечением 1, 1,5 и 2,5 мм2, которые подвергаются лужению, другая сторона — для изготовления колец на жилах сечением 1 и 1,5 мм2, подвергающихся опрессовке в блочных наконечниках. На одной стороне приспособления предусмотрен желоб, с помощью которого кольцо жилы укладывается внутрь блочного наконечника. Шпилька приспособления изготавливается из стали, а ручка — из карболита.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Клещи для обработки кольцевых наконечников (рис. 2) новатора Б. А. Скворцова предназначены для обжатия кольцевых наконечников на жилах сечением от 1 до 2,5 мм2. Они представляют* собой рычажный механизм и состоят из поворотной оси, поворотной вставки, корпуса, фиксатора, пружины, матрицы, неподвижного рычага, разжимной пружины, пуансона, зажима, подвижного рычага, осей, ползуна, тяги, фиксатора, оси.
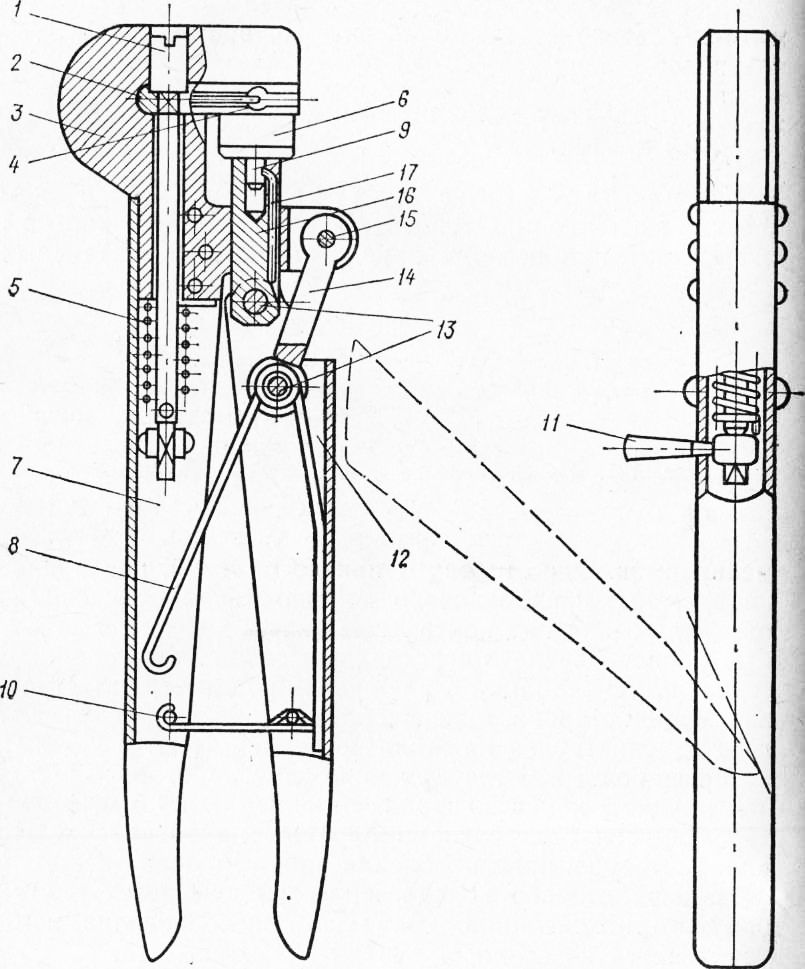
В корпус входят ползун с пуансоном, поворотная вставка с закрепленным на ней фиксатором и матрица.
Поворотная вставка предназначена для смещения матрицы относительно пуансона во время установки кольцевого наконечника. Это сделано для удобства установки кольцевого наконечника в матрицу, уменьшения хода пуансона, что обеспечивает удобство в работе.
Пуансон закреплен на верхнем конце ползуна фиксатором, нижний конец ползуна соединен тягой с приводным рычагом. Неподвижный рычаг соединен с корпусом заклепками. Внутри рычага размещены ось, пружина, курок, с помощью которых осуществляются поворот и возврат вставки с матрицей в исходное положение.
Подвижный рычаг соединен с тягой.
Подготовленный для опрессовки наконечник кабеля устанавливают в смещенную в сторону матрицу, располагая выход жилы кабеля с торца клещей, после чего устанавливают рукоятку до упора. Для придания правильной цилиндрической формы кольцевой наконечник после первого обжатия снимают с пуансона, переворачивают на другую сторону и обжимают вторично.
Приспособление для обрезки и изгибания в кольцо одножильных однопроволочных секторных алюминиевых жил кабеля (рис. 3) сечением до 240 мм2.
На осях основания закреплен храповой нож, который при помощи фиксирующей собачки приводится в движение.
Храповой нож соединен с прижимом. Основание имеет неподвижную ручку с подвижным упором. Изготовление контактного кольца на конце кабеля производится под диаметр контактного болта при помощи сменного цилиндрического пальца, диаметр которого равен диаметру закручиваемого кольца на конце однопроволочных секторных жил.
Для изготовления контактного кольца конец жилы прижимается прижимным механизмом и роликом подвижного упора к цилиндрическому сменному пальцу. Подвижной ручкой вращают вокруг цилиндрического пальца храповой нож и конец изгибаемой жилы. Для по-лучения необходимой контактной поверхности кольца используют пиротехнический пресс.
При необходимости этим приспособлением можно производить и разрезку однопроволочных жил кабеля. Жила кабеля заводится между неподвижным основанием и храповым ножом. При движении подвижной ручки храповой нож вращается вокруг осей и разрезает жилу кабеля.
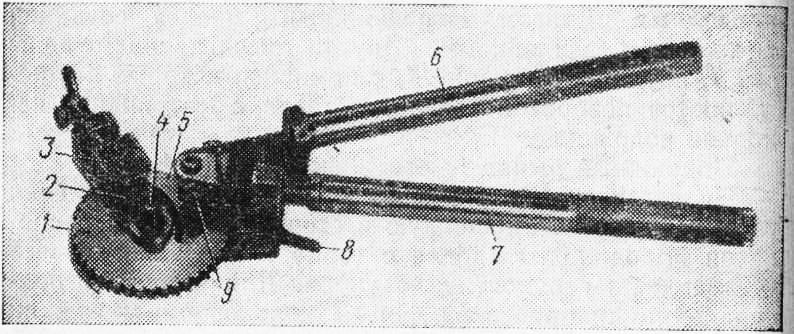
Данное приспособление позволило отказаться от применения кабельных наконечников, сократило трудозатраты на оконцевание однопроволочных жил кабеля и повысило качество оконцевания.
Габаритные размеры: 440X197X54 мм; масса 2,5 кг.
Ручные клещи для опрессовки кабельных наконечников. Электрический контакт образуется за счет получения плотного соприкосновения между жилой и наконечником, что достигается путем обжатия кольцевого наконечника. Опрессовка применяется для жил кабеля сечением от 1 до 300 мм2.
Опрессовка производится способом, при котором пуансон образует выемку (лунку) на трубчатой части наконечника или гильзы, глубина которой контролируется. Качество контакта при этом зависит от степени заполнения трубки наконечника проводом и от соблюдения глубины вдавливания, соответствующей сечению жилы. В свою очередь, степень заполнения трубки зависит от зазора между нею и проводом и от уплотненности проволок жилы.
Этот вид оконцевания производится при помощи ручных клещей. Клещи (рис. 4), созданные новаторами Я. И. Пархомчуком и С. Д. Марковым, обеспечивают опрессовку кабельных наконечников и соединительных гильз на жилах кабелей сечением от 1 до 10 мм2. Они имеют рычаги и состоят из обой» мы, представляющей собой скобу, в которой размещены матрица и пуансон, двух тяг шарнирного соединения и шарнирных осей.
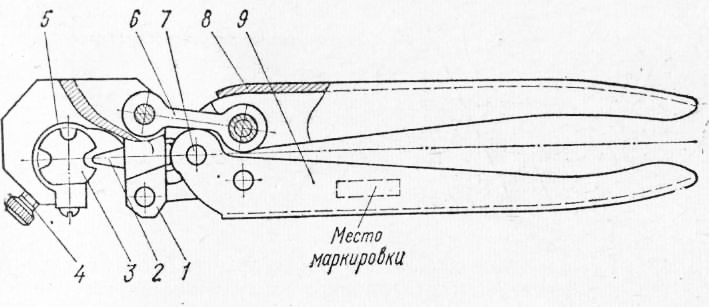
Обойма при помощи шарнирных осей связана с рычагом-тягой. Возвратно-поступательное движение пуансона осуществляется рычагами. Рабочий ход пуансона ограничивается заплечиком на нем, который упирается в плоскость обоймы.
В головке с помощью стопорного винта крепится универсальная матрица, которая представляет собой диск с четырьмя вырезами под кабельные наконечники, расположенные. по окружности под углом 90°±10°. Фиксация матрицы в рабочем положении осуществляется винтом. Скоба, закрепленная на обойме, удерживает матрицу во время ее переустановки, т.е. смены рабочего гнезда.
Для опрессовки наконечник с вставленной в него то-коведущей жилой вводится цилиндрической частью в соответствующее углубление матрицы, затем рычаги сжимают, при этом пуансон перемещается, производя опрессовку. После этого рычаги разжимают и извлекают наконечник с спрессованной жилой.
Конструкция клещей дает возможность увеличить диапазон опрессовки типоразмеров без смены матрицы и пуансона.
Габаритные размеры: 222X45X16 мм; масса 0,355 кг.
Ручные пресс-клещи для опрессовки кабельных наконечников с автоматическим ограничением глубины опрессовки созданы новаторами Я. И. Пархомчуком и Б. А. Скворцовым.
Применение автоматического ограничителя величины опрессовки обеспечивает оптимальную глубину вдавливания пуансона в кабельный наконечник, сводит до минимума усилия рабочего и визуальный контроль во время опрессовки, повышает качество выполнения операции и надежность инструмента, что значительно увеличивает производительность труда.
Ручные пресс-клещи (рис. 5) представляют собой систему рычагов с храповым механизмом. К нижнему рычагу в виде коробчатой сварной конструкции пружинным держателем крепится матрица. В рукоятку нижнего рычага вмонтированы пружина для возвращения верхнего рычага в исходное положение и крючок для удержания рычагов в сжатом положении при хранении и транспортировке пресса.
Верхний рычаг выполняет роль ручного привода, в который при помощи двух осей вмонтированы подающая собачка с пружиной и фиксирующая собачка с пружиной (она же выполняет функцию автоматического ограничителя глубины вдавливания). Верхний рычаг соединен с нижним специальным винтом-осью.
На рычаге с секторной гребенкой устанавливается пуансон, удерживаемый фиксатором. Рычаг соединен с нижним рычагом шарнирной осью и пружиной.
При нажиме на верхний рычаг подающая собачка входит в зацепление с секторной гребенкой рычага и перемещает его на один зуб. Одновременно в зацепление с секторной гребенкой входит и фиксирующая собачка, которая удерживает рычаг с гребенкой от обратного хода. При повторных нажимах на верхний рычаг происходит постепенное вдавливание пуансона в наконечник на нужную глубину.
В момент достижения оптимальной глубины вдавливания в соответствующий кабельный наконечник (это является критерием окончания опрессовки наконечника) фиксирующая собачка выходит из зацепления с гребенкой и пружиной отбрасывается вверх. При выходе верхнего рычага в исходное положение рычаг с секторной гребенкой отбрасывается силой пружины в верхнее исходное положение.
Габаритные размеры: 386X95X30 мм; масса 1,41 кг.
Ручной пресс для опрессовки кабельных наконечников (рис. 6) предназначен для опрессовки алюминиевых наконечников на жилах кабелей сечением до 50 мм2 методом сплошного обжатия шестигранником. Он состоит из корпуса 1, подающей ручки, эксцентрика с ручкой, специальной пуансон-матрицы и сменной пуансон-матрицы.
Специальная пуансон-матрица состоит из двух призмообразных матриц, соединенных между собой с двух сторон осями, на которых между призмообразными матрицами насажены пружины. В направляющих корпуса находится ползун. В ползуне расположены пуансон и эксцентрик с ручкой. Пресс имеет сменные пуансон-матрицы. В зависимости от сечения наконечников используются и соответствующие сечению сменные пуансон-матрицы.
Кабельный наконечник вводится в пуансон-матрицу, ручка эксцентрика отводится в сторону, и вращением подающей ручки наконечник поджимается пуансоном к матрице. После этого ручки сводятся вместе, эксцентрики давят на пуансон и пуансон опрессовывает наконечник, «затем ручки эксцентрика отводятся в сторону, а ползун с пуансоном вращением подающей ручки прижимается к гильзе. Эта операция повторяется несколько раз до полной опрессовки, что определяется при сближении плоскостей пуансона и матрицы.
Пресс весьма прост по конструкции и удобен в эксплуатации.
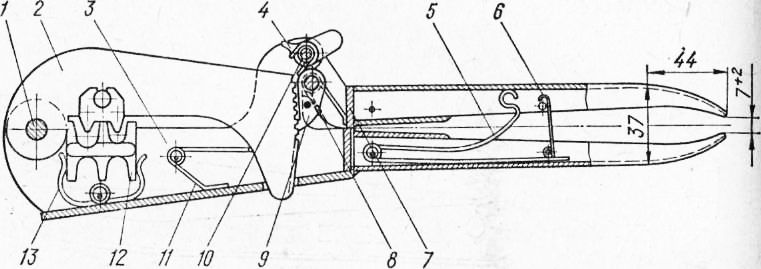
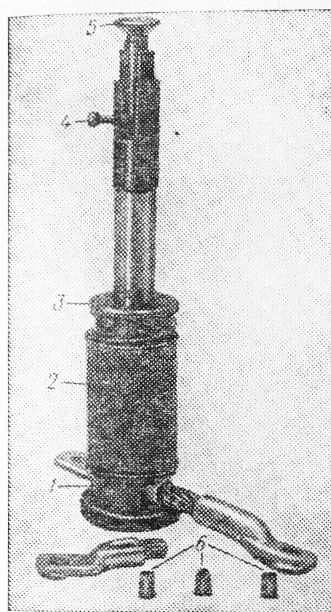
Ножной гидравлический пресс (рис. 7) предназначен для опрессовки кабельных наконечников сечением от 10 до 300 мм2. Он состоит из двух самостоятельных узлов: насоса, приводимого в действие ножной деталью, и цилиндрической прессовой головки.
Головка представляет собой цилиндр, в котором помещен поршень. На конце поршня предусмотрено гнездо для установки пуансонов, а матрицы устанавливаются в приливах корпуса. Уплотняющие манжеты закрепляются на поршне и предотвращают утечку масла. Внутри цилиндра находится пружина, возвращающая поршень в исходное положение. Насос и головка пресса соединены между собой шлангом высокого давления.
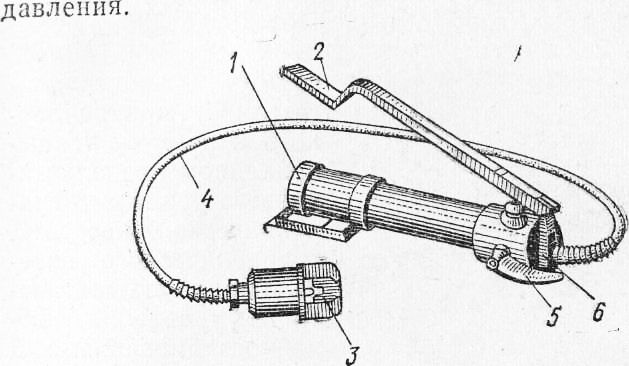
Пресс работает на машинном масле и укомплектован набором матриц и пуансонов для опрессовки кабельных наконечников разных сечений. Пуансоны и матрицы снабжены соответствующей маркировкой, облегчающей их подбор в зависимости от типа и размера жилы кабеля.
Работа гидропресса осуществляется при помощи ножной педали. При нажатии на педаль через систему провода по шлангу производятся подача машинного масла в гидравлическую головку и опрессовка кабельных наконечников. Сброс давления осуществляется клапаном при помощи рычага. Для возврата ножной педали в исходное положение в торце корпуса вмонтированы пружины.
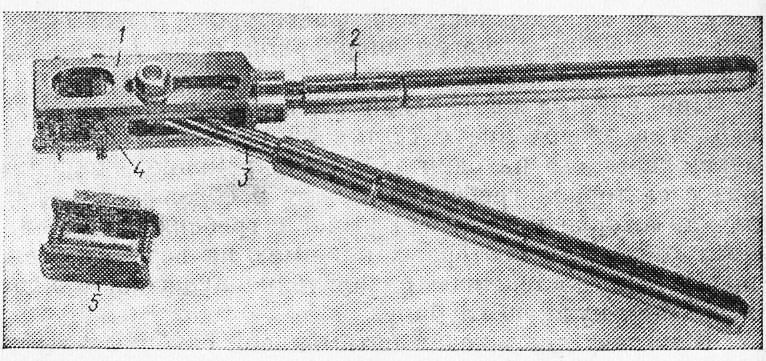
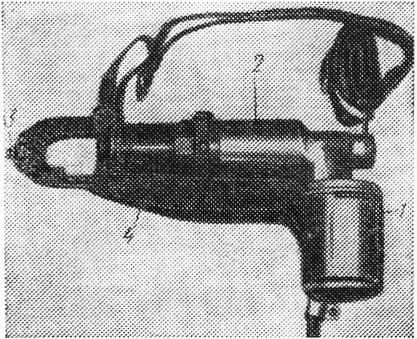
Электрогидропресс (рис. 8) новаторов Я. И. Пархомчука и Е. В. Петрова используется для опрессовки кабельных наконечников и соединительных гильз на жилах кабелей сечением от 16 до 300 мм2.
Электрогидропресс состоит из электродвигателя, прикрепленного к корпусу, выполненному из алюминиевого сплава, гидравлического насоса, гидравлического пресса, блока автоматического управления и откидного механизма для закрепления сменной матрицы. Внутренняя полость корпуса служит резервуаром для масла и герметически закрывается пробкой. Ввод кулисы в полость масляного резервуара герметизирован манжетой.
Цилиндр выполнен из стали марки 40Х. В него вмонтирован гидравлический насос, состоящий из корпуса, плунжера и шарикового клапана. Цилиндр герметично прикреплен к корпусу насоса при помощи фланцевого соединения. В центре размещен главный поршень гидравлического насоса с уплотнительной манжетой.
Возвратное движение главного поршня обеспечивает пружина. Специальное кольцо исключает возможность утечки масла в нерабочем положении гидропресса. В торце главного поршня пружинным кольцом укрепляются сменные рабочие инструменты — пуансоны.
При отведении рычага приводится в движение кулачок, в котором утапливается сухарь, при этом фиксатор под действием пружины заходит в паз сухаря и удерживает его в утопленном положении, создавая рабочее напряжение пружины. Пружина давит через шток на шарик, перекрывая отверстие, соединяющее полость цилиндра с масляным резервуаром. Одновременно с утапливанием сухаря планка нажимает на кнопку микровыключателя и включает электродвигатель.
На выходном конце вала электродвигателя имеется модульная нарезка, которая входит в зацепление с шестерней, насаженной на кривошипный вал. На конце кривошипного вала укреплен кулисный камень, который входит в пазовое гнездо кулисы. Таким образом вращательное движение вала преобразуется в возвратно-поступательное движение кулисы.
Поскольку электродвигатель развивает 11 800 оборотов в минуту, а передаточное отношение составляет 1:5, то кулиса и плунжер производят 2360 возвратно-поступательных движений в минуту. Плунжер, совершая возвратно-поступательное движение, засасывает масло через отверстия и нагнетает его в цилиндр высокого давления.
Давление масла сообщает главному поршню рабочее движение. Поршень, дойдя до поводка, закрепленного на фиксаторе, и двигаясь вместе с ним, выводит фиксатор из зацепления с сухарем, который под действием пружины выходит из цилиндра и снимает давление планки с кнопок микровыключателя, останавливая электродвигатель.
Одновременно под действием пружины шарик и шток перемещаются, открывая отверстие для выхода масла из полости цилиндра в полость резервуара. Выдавливание масла и возврат главного поршня в исходное положение осуществляется пружиной.
Для выключения электрогидропресса происходит возвратно-поступательное движение главного поршня с укрепленным на его торце пуансоном, производящим опрессовку путем вдавливания пуансона в наконечник. Фиксированная глубина опрессовки получается автоматически.
Внедрение электрогидропресса дает возможность повысить производительность труда при опрессовке кабельных наконечников и соединительных гильз на жилах кабелей в 3-4 раза.
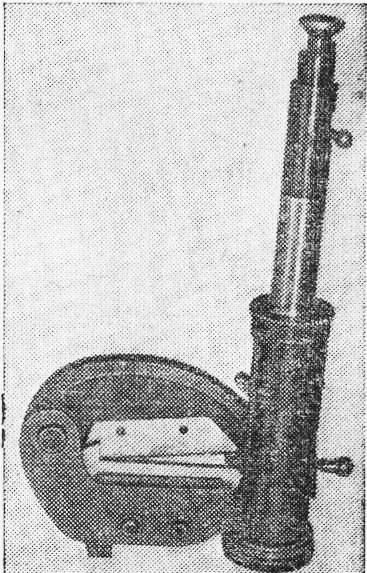
Пороховые прессы (рис. 9 и 10) новаторов В. П. Чижикова и Я. П. Викторовича предназначены для опрессовки медных и алюминиевых наконечников на жилах кабелей сечением от 16 до 240 мм2, соединительных гильз на жилах сечением от 16 до 240 мм2, овальных соединителей на медных, алюминиевых и стале-алюминиевых проводах сечением до 120 мм2 воздушных линий электропередач, разрезания шин сечением до 100X10 мм2.
В прессах используется энергия порохового заряда типовых патронов, выпускаемых промышленностью для строительно-монтажных пистолетов.
Ручной пороховой пресс состоит из стального корпуса, передвижного кольца, защитного кожуха, пружины кожуха, упорного кольца, затвора, корпуса затвора, поршня, фиксатора, упора, набора сменных пуансонов и матриц, а также специальных ножей. В рабочей камере имеется поршень с зубом и пробкой. На камеру навинчен затвор, который состоит из корпуса, пружины, предохранительного выступа, бойка с жалом и курка.
При работе пресса ППЧ-25 (см. рис. 9) наконечник с кабелем, подготовленный к опрессовке, вставляется в матрицу при поднятом кожухе, затем кожух опускается и пружиной прижимается к наконечнику, фиксируя его положение. После этого затвор вынимается, вставляется патрон группы В или Г от строительно-монтажного пистолета, затвор вместе с патроном вводится в камеру и поворотом ручки закрепляется в нем. Затем затвор оттягивается вверх, и нажимом на курок боек под действием пружины ударяется в патрон — происходит выстрел. Под действием образовавшихся пороховых газов поршень с пуансоном приобретает большую скорость, зубцы пуансона с силой ударяют по наконечнику и опрессовывают его, при этом поршень не вылетает из камеры, а обычный звук выстрела почти отсутствует.
После выстрела кожух поднимается и опрессованный наконечник вынимается.
Для опрессовки соединительной гильзы необходимо поднять кожух и кольцо, вынуть матрицу, затем снять кольцо. Через прорезь корпуса надеть пресс на гильзу, снова надеть кольцо, вставить на него матрицу, заложить новый патрон и произвести выстрел.
С помощью порохового пресса производится также опрессовка и овальных соединений проводов воздушных линий электропередач. Для этого используются специальные матрицы и пуансон. При замене соответствующих матриц и пуансонов можно производить шестигранную опрессовку кабельных наконечников, а при установке специальных ножей — разрезать шины сечением до 100Х 10 мм.
Наличие защитного кожуха и большого запаса прочности обеспечивает полную безопасность при работе с прессом. Конструкция его проста, и сборка производится быстро и легко, без применения приспособлений и инструментов.
Габаритные размеры: 500 X 90 мм, масса 6 кг.
Сварочный пистолет для приварки кабельных наконечников. Монтажные соединения, выполняемые пайкой мягкими оловянно-свинцовыми припоями, имеют ряд недостатков: большой расход дефицитных и дорогостоящих оловянно-свинцовых припоев, низкая механическая прочность и недостаточная надежность электрического контактного соединения, относительно низкая нагревостойкость паяных соединений, неэкономичное использование электроэнергии (холостой нагрев паяльника), невозможность соединения в контакт некоторых тугоплавких металлов и сплавов, не поддающихся обслуживанию.
Эти недостатки успешно устраняются при замене пайки сваркой, благодаря чему исключается необходимость в припоях, значительно повышается механическая прочность и устойчивость электрического контакта соединения при высоком качестве монтажа.
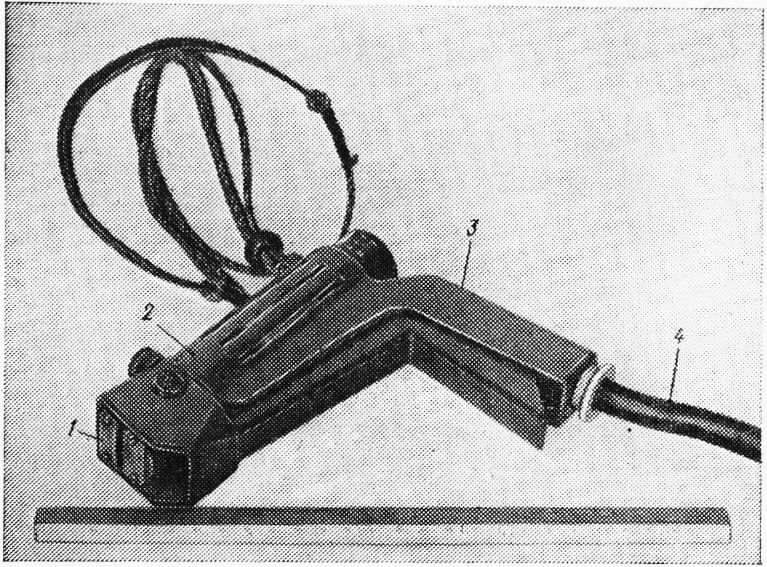
Для приварки кабельных наконечников к жилам кабелей и проводов сечением 1, 1,5 и 2,5 мм2 изобретатель Е. А. Иванов и другие предложили сварочный электромонтажный пистолет (рис. 11). Он состоит из корпуса, ручки, электромагнита с держателем угольного электрода, добавочного сопротивления медных губок 1 и кабеля 4 для подключения к электросети. Сварочный пистолет имеет сменные медные губки для захвата жилы и привариваемого к ней наконечника.
Один из полюсов питания подается на корпус пистолета, другой — на сердечник электромагнита с держателем угольного электрода. При нажатии на электромагнит электрод, упираясь в жилу и наконечник, замыкает электрическую цель и происходит процесс вибродуговой сварки.
Измеритель глубины опрессовки с горизонтальной шкалой. При опрессовке наконечника, надеваемого на жилы кабеля, или при опрессовке соединительных кабелей гильз из-за отсутствия визуального контроля за глубиной вдавливания наконечника возможно или недостаточное или чрезмерное вдавливание.
Контроль за глубиной опрессовки осуществляется различными способами — штангенциркулем, скобой и т. д. Все эти способы сложны и неудобны.
Новаторы Я. И. Пархомчук и С. Д. Марков создали приспособление для измерения глубины вдавливания после опрессовки кабельных наконечников и соединительных гильз на жилах кабелей сечением от 16 до 300 мм2.
Измеритель (рис. 12) состоит из двух рычагов, шарнирно соединенных между собой винтом-осыо. К одному рычагу прикреплен сектор 3 в виде дугообразной шкалы, на которой нанесены деления, позволяющие определять глубину вдавливания опрессованных кабельных наконечников и соединительных гильз для нормальной и гибкой жил кабеля.
На конце другого рычага имеется стрелка, которая служит указателем при замере глубины опрессовки. Стрелка находится на нулевой риске и возвращается в исходное положение под действием пружины. Глубина опрессовки измеряется короткими концами рычагов.
При замере глубины лунки опрессованных наконечников и гильз на жилах кабелей определяется расстояние от наружной поверхности наконечника до дна лунки вдавливания, при этом губки измерителя устанавливаются по оси наконечника или гильзы.
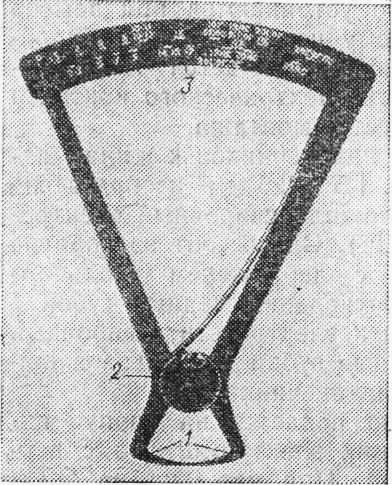
Перед замером глубины лунки одна из губок измерителя вводится в лунку наконечника или гильзы, а вторая устанавливается по центру наконечника, после чего определяется положение стрелки. Если она не выходит за пределы риски, расположенной против обознанения данного типоразмера наконечника или гильзы, то глубина лунки считается соответствующей требованиям ГОСТ 7388-62.
Конструкция измерителя обеспечивает быстрый и точный контроль качества опрессовки всех типоразмеров кабельных наконечников и соединительных гильз.
Габаритные размеры: 187X12IX7,4 мм; масса 0,086 кг.
Измеритель глубины опрессовки с вертикальной шкале й. В отличие от измерителя глубины опрессовки наконечников с горизонтальной шкалой новаторами Б. К. Лебедевым и К. М. Тарасовым разработан измеритель, имеющий вертикальную шкалу обзора (рис. 13).
Измеритель состоит из скобы, измерительного штока, пружины и штифта. На приборе установлена шкала, указывающая допустимую глубину в зависимости от сечения, материала, формы жилы и марки провода.
Данный измеритель — многозначный. При своей компактности и простоте устройства он позволяет одновременно определять необходимый заряд при опрессовке пороховым прессом, глубину опрессовки для любого сечения кабеля и показывать данные измерения без обращения к инструкциям и расчетным таблицам.
Измеритель может быть также использован и при шестигранной опрессовке наконечников. Он прост по конструкции и удобен в применении.
Габаритные размеры: 123X15; масса 0,1 кг.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Контактное оконцевание жил кабеля"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы