Строй-Техника.ру
Строительные машины и оборудование, справочник
Цель маркировки жил — исключить ошибки при их включении на соответствующие клеммы электрооборудования при монтаже и во время эксплуатации. Жилы многожильных кабелей маркируются в соответствии с маркировкой клемм электрооборудования или по монтажной схеме включения. Жилы сечением до 2,5 мм2 маркируются трубчатыми полихлорвиниловыми трубками, надеваемыми на жилы до их контактного оконцевания. Жилы сечением более 2,5 мм2, как правило, маркируются привязанными прямоугольными или круглыми бирками из фибры или пластмассы.
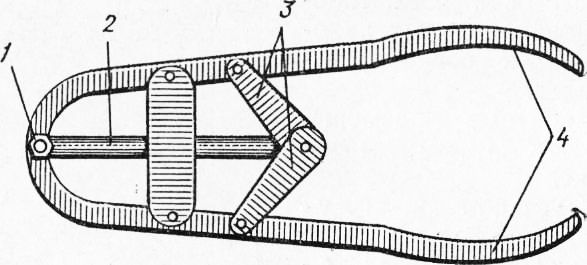
Клещи для надевания полихлорвиниловых трубок на концы проводов (рис. 1) состоит из двух рычагов и центрального штока, который связан с рычагами подвижными тягами. Сбоку клещей приварены три направляющих стержня, два из которых — на губках клещей, а третий — на штоке. При сжатии рычагов направляющие стержни расходятся, разжимая трубку в трех направлениях. Клещи обеспечивают надевание полихлорвиниловых трубок диаметром от 3 до 15 мм.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Применение клещей позволяет значительно повысить производительность труда.
Габаритные размеры: 150X50X15 мм; масса 0,28кг.
Новатор А. Н. Гущин предложил более простую конструкцию клещей для надевания бирок на разделанные жилы провода (рис. 2).
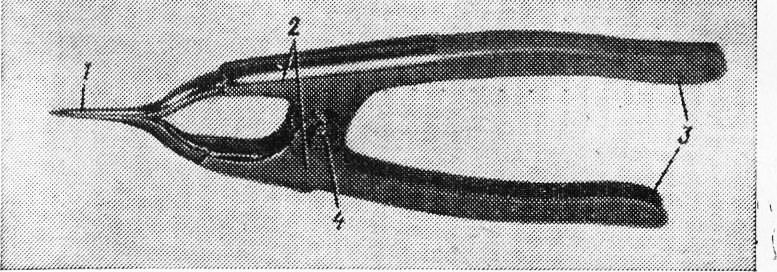
Клещи состоят из двух рукояток с приливами, заканчивающихся изогнутыми губками. Рукоятки клещей соединены между собой осью. При сжатии рукояток губки расходятся, растягивая трубку в двух направлениях и обеспечивая ее надевание на жилу провода.

Конструкция клещей проста в изготовлении и эффективна в применении.
Габаритные размеры: 140Х35Х10 мм масса 0,15 кг.
Игла для надевания трубок (рис. 146)! предназначена для надевания длинных защитных полихлорвиниловых трубок на разделанные жилы кабелей длиной более 50 мм. Она представляет собой цилиндрический стержень и имеет на конце форму лопатки с отверстиями под соответствующее сечение жилы провода.
Защитную трубку надевают на цилиндрическую часть иглы и, передвигая, протягивают ее по жиле на требуемую длину. Конец разделанной жилы закреплен в отверстии лопатки с помощью закрутки.
Игла для надевания трубок весьма проста в изготовлении и удобна в применении.

Приспособление для надевания полихлорвиниловой манжеты (трубки) на наконечник и кабель сечением от 25 до 50 мм2 разработали новаторы И. Я. Бордюков, В. П. Пильщиков и Б. В. Масягин.
При монтаже электроконструкций провод, опрессованный наконечником в месте соединения, изолировался изоляционной рентой. При внедрении приспособления появилась возможность изолировать место соединения наконечника и провода полихлорвиниловой манжетой.
Приспособление состоит из следующих основных частей: основания, двух кронштейнов, подставки, системы рычагов, пнев-моцилиндра и трубчатой оправки.
Одна половинка жестко закреплена на подставке сварной конструкции, а другая — подвижная — получает движение через систему рычагов от пнев-моцилиндра.
При раздвижении оправки надетая на нее и предварительно нагретая хлорвиниловая манжета растягивается и в нее вводится провод, опрессованный наконечником.
При внедрении этого приспособления производительность труда увеличилась в 5-6 раз.
Габаритные размеры: 650X380X260 мм; масса 14 кг.
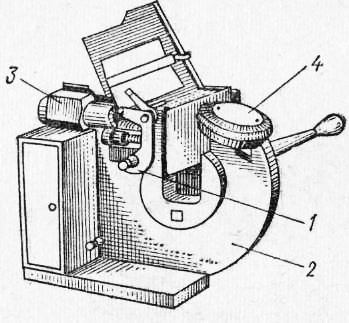
Универсальный давильно-печатный станок. Для маркировки кабелей при электромонтаже применяются латунные бирки, которые изготавливаются из латунной ленты марки Л62 или Л68. На этих бирках соответствующие знаки могут выдавливаться при помощи универсального станка конструкции Я. И. Пархомчука. Станок обеспечивает механическое нанесение буквенного, цифрового или графического текста на пластинках из материалов, обладающих достаточной вязкостью.
Станок состоит из станины, шпинделя с рычажно-кулачковым механизмом, суппорта и наборно-печатающего механизма с набором пуансонов (цифры, буквы, знаки).
С помощью обоймы, в которой закреплены пуансоны, устанавливают знак или букву в положение клеймения и нажимают на рычаг до упора. Шпиндель с суппортом, на котором закреплена подлежащая клеймению пластина, двигается навстречу пуансону (знаку). При соприкосновении пластины с пуансоном происходит его вдавливание в пластину (заготовку). Движение заготовки по горизонтали в направлении нанесения текста (справа налево) может осуществляться как автоматически, так и вручную. Возвращение суппорта с заготовкой выполняется с помощью рычага. Два упора, установленные в корпусе станины, позволяют производить работу со шрифтами разной высоты. Первый упор позволяет использовать шрифты с высотой 1,5, 2,5 и 3,5 мм, второй упор — 5, 7 и 10 мм.
Станок снабжен пюпитром для установки и закрепления страниц с текстом. На пюпитре имеется передвижная прижимная линейка.
Применение станка значительно повышает производительность труда при нанесении буквенного, цифрового или графического текста на пластины.
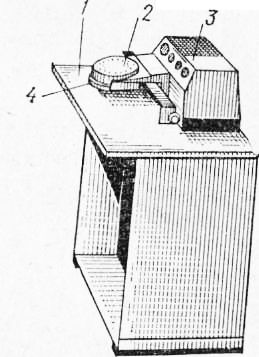
Станок для полуавтоматического нанесения цифр и букв на кабельные бирки конструкции новатора А. Е. Алдошина предназначен для нанесения цифр от 0 до 9, букв алфавита от А до Я. Он состоит из трех основных узлов: механизма маркировки, стола и золотникового устройства.
Штурвалом пуансон (знак) устанавливают в положение клеймения и нажимают кнопку золотникового устройства. При этом сжатый воздух из магистрали через регулятор давления, настроенный на рабочее давление 3-4 кгс/см2, и дроссель поступает в рабочую камеру цилиндра. Поршень, на штоке которого установлена каретка с заготовками бирок, движется вперед. При соприкосновении бирки с пуансоном последний упирается в упор, и при достижении рабочего давления в цилиндре происходит вдавливание пуансона в заготовку бирки.
После освобождения кнопки золотникового устройства сжатый воздух из цилиндра через обратный клапан выходит в атмосферу. Поршень под действием пружины возвращается в исходное положение. При этом каретка с бирками автоматически перемещается на установленный шаг. После установки очередного знака процесс повторяется.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Маркировка жил кабеля"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы