Строй-Техника.ру
Строительные машины и оборудование, справочник
По назначению машины для выполнения обивочных работ подразделяются на две основные группы: резальные машины, машины для соединения элементов обивки.
Ниже описываются конструкции машин, которые применяются при выполнении обивочных работ.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
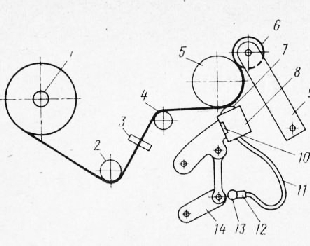
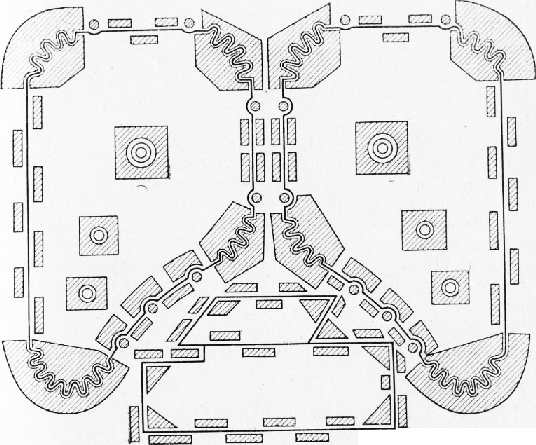
Ленторезальная машина. При выполнении обивочных работ необходимы ленты и ремни из разнородных материалов (пленки или искусственной кожи для кантов и обшивок, ленты из тканей для планок и карманов облицовки потолков, ленты для отделки, обшивки краев материала, ремни для сидений и др.). На ленторе-зальной машине режут ленты из материала шириной до 160 см. Схема движения материала в ленторезальной машине показана на рис. 1. Рулон разрезаемого материала, намотанный на картонную гильзу, надевают на вал и фиксируют от провертывания на нем. С вала материал поступает на промежуточные валы, обтянутые резиной для предотвращения проскальзывания материала. Между валами расположен датчик, который служит для регулирования осевого перемещения вала для обеспечения правильной подачи плохо намотанного или имеющего неровные края материала. С вала материал поступает на стальной полированный вал, на закаленной поверхности которого происходит резка материала круглыми ножами. Раскроенные ленты наматываются на приемный вал 6. Круглые ножи размещены в специальных оправах, расположенных на планке так, что расстояние между ножами равно ширине разрезаемой ленты. Наименьшая ширина ленты равна ширине оправы ножа, которая составляет 16 мм. При заправке материала в машину комплект ножей вместе с их оправами и планкой отводится от вала рычажной системой. Одновременно вал, закрепленный на рычаге, также отводится от вала. Круглые ножи при работе прижимаются к валу под давлением сжатого воздуха, который поступает к оправе по трубопроводу, соединенному через быстродействующий клапан с магистралью. Такой способ прижатия ножей позволяет осуществить установку их для раскроя лент разной ширины и включение отдельных ножей по выбору. Работающие ножи подключаются к воздушной магистрали, а неработающие отключаются от магистрали. Клапаны закрывают доступ воздуха к трубопроводам.
При работе машины вал, приводимый во вращение двига-телем, передает вращение ножам. Вал, на который наматываются раскроенные ленты, получает привод от вала через цепь и фрикционную муфту, которая обеспечивает необходимое усилие натяжения ленты и плотное ее наматывание на вал. При раскрое торможение осуществляется при помощи колодочного барабанного тормоза с плавной регулировкой натяжения материала в зависимости от его толщины и жесткости.
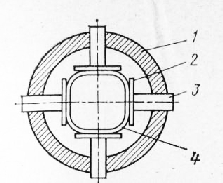
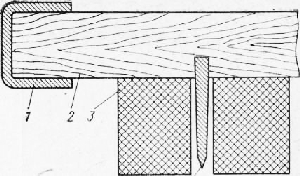
Вал, на который надет рулон раскраиваемого материала, имеет устройство для его закрепления (рис. 4.2). В вал вмонтированы диски со штырями, которые вставлены в отверстия в стенках вала. В центре вала предусмотрена резиновая камера с вентилем, которая заполнена сжатым воздухом. Штыри фиксируют в определенном положении картонную гильзу с намотанным на нее материалом.
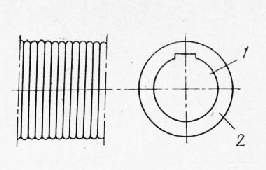
Для разделения рулонов раскроенной ленты на приемный вал (рис. 3) надеты кольцевые стальные круги. По окончании раскроя с приемного вала снимают рулоны ленты вместе со стальными кругами. Перед следующим пуском резательной машины на приемный вал вновь надевают эти круги.
Резальные машины этого типа имеют высокую производительность, регулируемую скорость резания до 1 м/с. Заправка машины материалом и съем раскроенных лент превышают время процесса резки.
В зависимости от толщины материала, конструкции швейной машины и других причин длина ленты в рулоне составляет 100— 300 м.
Раскройные прессы для акриловой ваты, пленок, поропластов и других материалов. Прессы состоят из трех основных узлов: устройства для разматывания рулонов и кип материала и равномерной укладки его в многослойную полосу, устройства для подачи этой полосы под раскрой и собственно пресса. Схема раскройного пресса представлена на рис. 4. Устройство для разматывания рулонов состоит из двух стальных стенок с прорезями удлиненной формы. Расстояние между стенками равно поперечному зазору в прессе. В прорези стенок укладывают валки с рулонами пленки или ваты. Глубина прорезей не ограничивает диаметр рулонов.
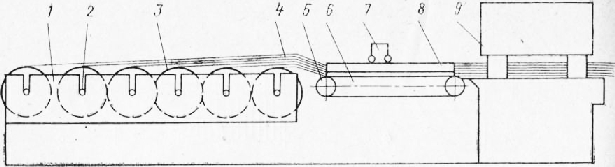
Многослойная полоса с разматывающего устройства поступает на подающее устройство, которое состоит из двух барабанов, на которые надеты «бесконечные» ремни, образующие транспортер. Один из барабанов приводится в движение от электродвигателя. Когда верхняя часть пресса вместе со штампами поднимается вверх, одновременно происходит подача полосы в пресс. Подача регулируется дозатором, который, перемещаясь вместе с полосой материала по рельсам, ограничивает длину подаваемого в пресс отрезка. Когда подвижная часть пресса опустится, дозатор переместится в исходное положение. Подача полосы зависит от количества вырубаемых заготовок и регулируется дозатором в широком диапазоне.
К подвижной части пресса прикреплен раскройный штамп соответствующей формы. Вырубленные заготовки остаются на месте. Их удаляют вместе с кроем с другой стороны пресса. При следующем цикле вырубленные заготовки отделяют от кроя.
Толщина раскраиваемой полосы зависит от мощности пресса и высоты раскройного штампа. Разрез раскройного штампа показан на рис. 5. Штамп состоит из стальных ножей клиновидного сечения, вставленных в фанерную плиту. Рядом с ножами расположены подушки из пенистой резины, которые сталкивают с ножей вырезанные заготовки, оставляя их в крое. Фанерная плита оправлена алюминиевой рамкой для предохранения плиты от расслоения и разрушения ее краев. Общий вид раскройного штампа для пленок к панелям задних дверей автомобиля показан на рис. 6. Так как после раскроя пленки для дверной панели получается много отходов, заготовки других деталей вырубаются штампом одновременно с основными деталями.
Для обеспечения рациональной работы раскройного штампа лезвия его ножей должны быть очень острыми, иметь одинаковую высоту (все лезвия ножей должны находиться на одном и том же расстоянии от поверхности фанерной плиты). Приклеенные к фанере резиновые подушки должны иметь высоту, большую высоты ножей. Они должны располагаться в непосредственной близости от них. Форму подушек и их количество подбирают, исходя из опыта.
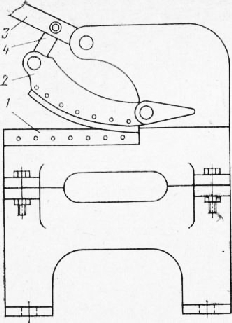
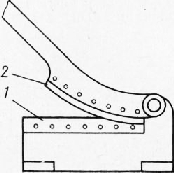
Рычажные ножницы. Ножницы (рис. 7) служат для резки твердых обивочных элементов и материалов: древесноволокнистых плит, картона, кантов, облицовочных накладок и т. п. Нижний неподвижный нож ножниц прикреплен винтами к станине. Верхний подвижный нож прикреплен к станине шар-нирно. Ножницы приводятся в действие ручным рычагом. Для увеличения усилия резания предусмотрена промежуточная передача (промежуточный рычаг). Для резки более мягких материалов, требующей меньших усилий, можно применять рычажные ножницы без промежуточной передачи. Эти ножницы имеют упрощенную конструкцию, но требуют применения большего усилия при резке. Неподвижный нож этих ножниц крепится на винтах к корпусу, а подвижный нож вместе с рычагом укреплен шарнирно.
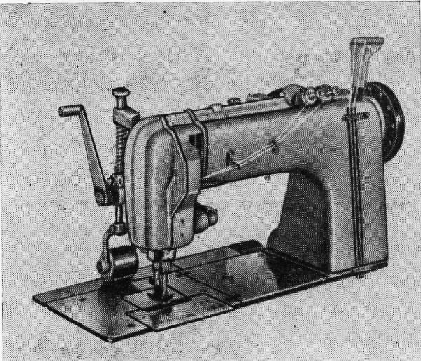
Швейные машины. Швейная машина является наиболее универсальной машиной и широко применяется в обивочных Мастерских. Работа обойщика без использования швейной машины невозможна.
В этих мастерских необходима универсальная швейная машина, которая позволяет производить индивидуальный ремонт любого шитого обивочного элемента. Универсальная обивочная швейная машина (рис. 9) имеет более прочную конструкцию, чем портновская швейная машина, так как она предназначена для шитья толстых тканей и тканей, покрытых слоем поливинилхлорида. Кроме универсальных швейных машин, в крупных обивочных мастерских применяют полуавтоматические швейные машины, на которых можно сшивать ткань с кантом или с прокладкой, автоматически подаваемых к шву. Машины этого типа могут быть оснащены дополнительными устройствами, которые обеспечивают параллельность шва относительно края ткани, постоянство радиуса кривизны шва и т. д.
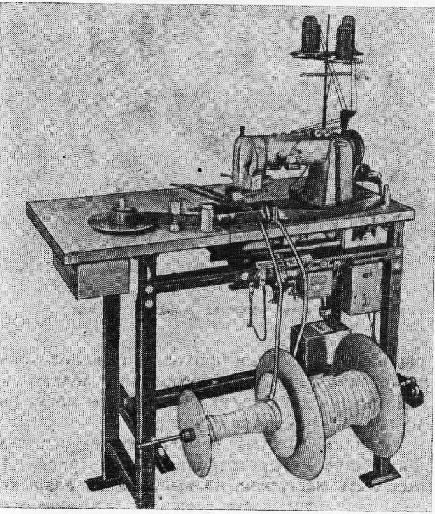
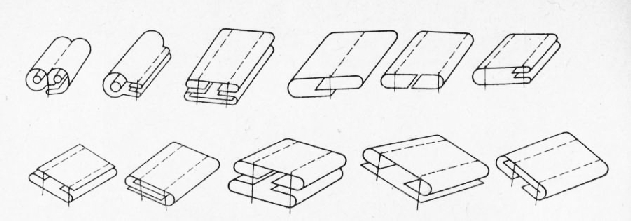
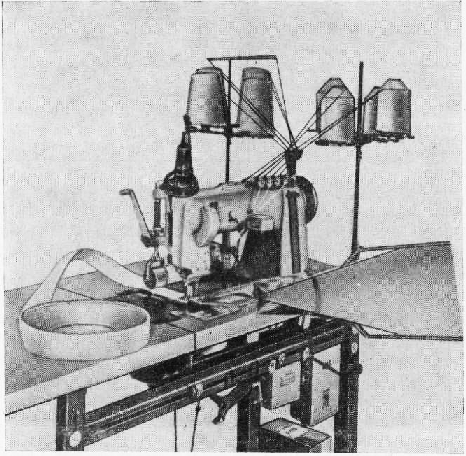
Для шитья различных кантов, лент, ремней, обшивок в крупных обивочных мастерских применяют автоматические швейные машины. Они автоматически подают ленты и шнуры при пошиве кантов, имеют две иглы и могут выполнять за один проход два шва одновременно. Образец двухигольной швейной машины показан на рис. 10. Используя различные дополнительные приспособления, можно получить несколько видов ленты с двойной прошивкой. Примерные образцы шитья на двухигольной машине представлены на рис. 11. Канты и ленты, показанные на этом рисунке, прошиваются за один проход. Для использования обеих игл машины – специальные приспособления делают возможным одновременный пошив двух таких лент. Ленты могут быть выполнены из одного или различных материалов.
При изготовлении толстых ремней можно использовать машины, выполняющие четырехстрочный шов. Такая машина может быть настроена на выполнение разных операций, например обшивание четырьмя стежками краев автомобильных тентов или прошивание усиливающих ремней тентов, сшивание покрытых тканей с пенистым полиуретаном для образования валиков на облицовке. Четырехигольная швейная машина значительно повышает производительность труда обойщика.
Электросварочные установки для пленок. Эти установки очень часто применяются при внутренней отделке автомобилей. Их используют для приварки пленки и карманов к обивочным панелям, сварки обивки потолков и сидений. Процесс сварки основан на нагреве пленки, акриловой ваты или пенополиуретана и сжатии нагретого шва. Размягченные нагревом полужидкие материалы склеиваются, а электрод оставляет послесварочный шов (след). Разогрев материала происходит под воздействием токов высокой частоты, а давление осуществляется гидравлическим или механическим прессом.
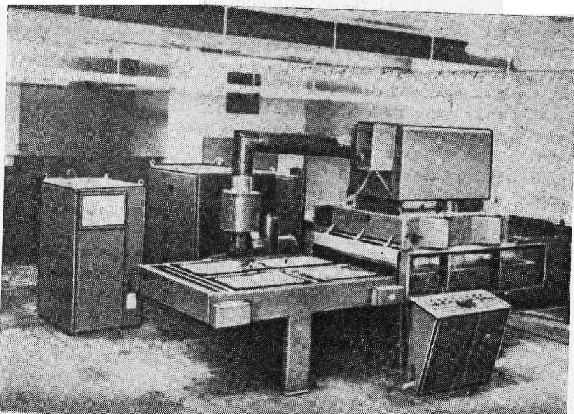
Электросварочные установки для обивочных панелей. Для изготовления современных обивочных панелей, особенно боковых панелей кузова и дверных, необходимо применение сварочных установок. Существуют различные типы сварочных установок: небольшие для одновременной сварки одной панели, а также современные высокопроизводительные сварочные установки с большим столом, на котором можно одновременно сваривать четыре панели или полный комплект панелей для одного автомобиля. Оборудование установки для сварки обивочных панелей токами высокой частоты состоит из следующих агрегатов: гидравлического пресса с усилием до 60 т, передвижного и одновременно подъемного стола с поверхностью 2200X 1550 мм и генератора тока мощностью 80 кВт. Давление пресса можно плавно регулировать в течение всего процесса. На столе расположены фигурные электроды. Другой комплект электродов для сварки фланцев укреплен в плите пресса. Фигурщае электроды представлены на рис. 4.14. Они представляют собой латунные полосы, повторяющие очертания сварочного шва на панели. Пространство между электродами заполнено формами из полиэтилена низкого давления для предохранения электродов от изгиба и других повреждений.
На столе предусмотрены также устройства для загибания краев пленки перед сваркой. На электроды кладут облицовочные накладки, поливинилхлоридную пленку, акриловую вату, панели картонные или древесноволокнистые. Стол перемещается под пресс, происходит смыкание пресса со столом и прогревание сварных контуров. Затем пресс автоматически отходит, и специальные устройства загибают края пленки. При повторном опускании пресса происходит приварка краев пленки к панели. После подъема пресса стол с готовыми полностью сваренными панелями выдвигается. Продолжительность цикла работы пресса зависит от времени, затрачиваемого на укладку на столе деталей панели. Непосредственно рабочее время сварки составляет 5 с, а время на укладку деталей на столе — примерно 67 с. Время использования установки составляет 80% при 15 ч работы в сутки (две смены с учетом перерывов для приема пищи). Если принять, что в году 250 рабочих дней, годовая производительность установки составляет 150 000 панелей. При сокращении времени укладки элементов на столе можно повысить производительность установки.
Электроды на плите стола можно менять в зависимости от конфигурации и декоративного оформления панели.
Сварочные аппараты для сварки пленки. Если периметр сварочного шва небольшой, можно использовать для сварки упрощенный настольный сварочный аппарат (рис. 15). В корпусе аппарата размещен электродвигатель для привода подвижной части, к которой прикреплен электрод. Ток высокой частоты подается непосредственно к электроду по проводу. На стол, который служит вторым электродом, укладывают свариваемую пленку и нажимают кнопку (или две кнопки). Это предохраняет оператора от повреждений руки под прессом. На подвижной части можно быстро заменять электроды, что дает возможность воспроизводить контуры сварочных швов на покрытиях панелей Дверей и боковых стен кузова, выполняя сварку по частям.
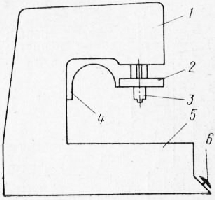
Для предохранения пленки от приварки к столу сварочного аппарата стол покрывают материалом, не поддающимся сварке и не проводящим электрического тока. Обычно для этой цели используют автомобильный картон.
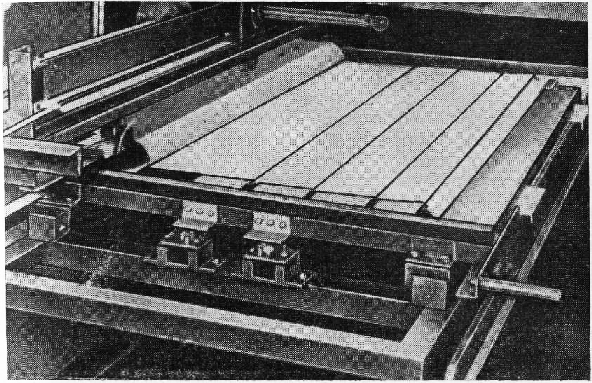
Сварочные установки для сварки обивки потолков. Мягкая обивка потолков из сварных тканей или пленок изготовляется на специальной сварочной установке (рис. 16). На этой установке применяют электроды, рассчитанные на ширину полос обивки. Поэтому один комплект электродов предназначен для сварки обивки потолка только определенной модели автомобиля. При сварке обивки потолка автомобиля другой марки необходимо применять иной комплект электродов. Эта установка имеет высокую производительность, причем подготовительное время значительно превышает время сварки обивки.
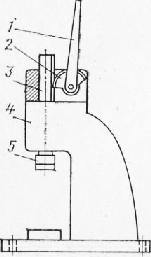
Ручной реечный пресс применяют в обивочных мастерских для продавливания отверстий в древесноволокнистых плитах. Пресс используется главным образом для запрессовки обойных заклепок и застежек в коврики багажников, сиденья, карманы на дверных панелях и в другие элементы обивки. Усилие пресса, зависящее от длины рычага, достигает нескольких десятков килограммов.
Ручной реечный пресс состоит из корпуса с основанием, рычага, зубчатого сектора и подвижной зубчатой рейки, оканчивающейся патроном для закрепления инструмента. При повороте влево рычага, соединенного с зубчатым сектором, опускается вниз зубчатая рейка, которая движется по направляющим внутри корпуса. Рейка сжимает возвратную пружину. На столе основания и в патроне рейки устанавливают приспособления и инструмент, необходимые для выполнения работы.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Машины для выполнения обивочных работ"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы