Строй-Техника.ру
Строительные машины и оборудование, справочник
Раздельный метод намотки статоров включает несколько операций: намотка витков катушек и катушечных групп на шаблоны, съем их с шаблона на приспособление для переноса, перенос приспособления на станок для втягивания и втягивание катушек в пазы с одновременной установкой пазовых крышек. Из этих операций механизированы основные — намотка на шаблоны и втягивание катушек в пазы. Снимают заготовки с шаблона и переносят на станок для втягивания вручную.
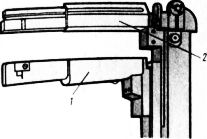
Рис. 1. Намоточный шаблон
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Шаблоны для намотки имеют подвижную и неподвижную губки, на которые во время намотки ложатся лобовые части витков. Расстояние между губками устанавливается исходя из размеров катушек обмотки. Провод наматывается на шаблоны равномерно в один или несколько рядов.
Для намотки катушек концентрической обмотки наружную поверхность губок делают ступенчатой, со столькими ступенями, сколько катушек в одной катушечной группе. Это позволяет наматывать на один шаблон без перерыва всю катушечную группу концентрической обмотки. На рис. 67 изображен шаблон с двумя ступенями для намотки заготовок катушек концентрической обмотки с q = 2.
Намотку производят либо на неподвижные, либо на вращающиеся шаблоны. На неподвижные шаблоны провод наматывается с помощью вращающегося мотовила. Шаблоны устанавливают на револьверной головке станка. Обмоточный провод проходит через полую ось намоточной головки и наматывается мотовилом на шаблон. В процессе намотки обмоточная головка сдвигается вдоль оси шаблона и витки провода равномерно без перекрещиваний раскладываются по шаблону. После окончания намотки одной катушечной группы провод обрезается, револьверная головка станка поворачивается и в таком же порядке наматывается следующая катушечная группа обмотки.
В намоточных станках с вращающимися шаблонами провод с бухты подается через натяжное устройство в раскладчик. Раскладчик двигается вдоль шаблона и равномерно раскладывает витки провода по его поверхности. После окончания намотки всей катушечной группы шаблон останавливается и провод обрезается. Головка станка поворачивается и происходит намотка следующей катушечной группы.

Рис. 2. Намотка катушек на неподвижные шаблоны
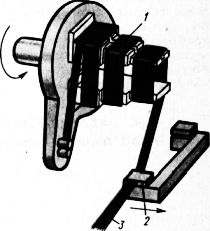
Рис. 3. Намотка катушек на вращающиеся шаблоны
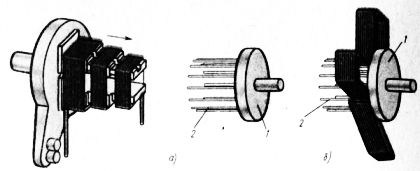
Рис. 4. Приспособление для переноса намотанных катушек:
а — перевод катушки с шаблона на приспособление, б — положение катушки на приспособлении
Когда намотаны все катушечные группы, которые будут одновременно втягиваться в сердечник статора, их снимают с шаблона на переносное приспособление. Приспособление состоит из диска и гладких стальных штырей 2, число которых равно числу пазов статора. Намотанные катушки сдвигаются с шаблона на штыри приспособления таким образом, что каждая из них охватывает столько же штырей, сколько пазов будет между ее сторонами в сердечнике статора.
Процесс втягивания катушек в пазы упрощенно показан на рис. 5. Толкатель, продвигая лобовые части катушки, втягивает все ее витки в пазы с торца статора. Одновременно с
проводниками в пазы втягиваются пазовые крышки, заранее заготовленные и помещенные в контейнер станка. Направляющими при втягивании катушек служат штыри. Последовательность выполнения этой операции на станке показана на рис. 6.
Приспособление вставляют (позиция) в штыревую оправку и катушки переводят из приспособления в щели между штырями оправки. В эту же оправку устанавливают пазовые крышки, после чего положение свободных концов штырей оправки фиксируют стабилизатором. Продольные выступы на его поверхности одновременно служат направляющими для сердечника статора, который надевается на стабилизатор (позиция III). Внутри оправки находится толкатель, который при своем движении вдоль сердечника статора захватывает лобовые части обмотки и втягивает катушки в пазы. Одновременно с витками катушек толкатель продвигает и пазовые крышки, заклинивая пазы.
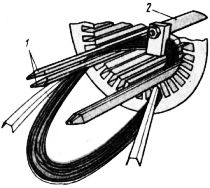
Рис. 5. Упрощенная схема втягивания катушек в пазы статора

Рис. 6. Последовательность операций (I—IV) при втягивании ка тушек в пазы
После втягивания первых катушечных групп нельзя сразу же втягивать другие, так как лобовые части катушек первых групп еще не заняли своего окончательного положения на торцах статора, а проводники не опустились на дно пазов и будут мешать втягиванию следующих. Поэтому перед втягиванием последующих катушечных групп необходим розжим лобовых частей уже находящихся в пазах катушек. В небольших по размеру статорах для этого не требуется больших усилий. Розжим производят с помощью оправки. Статор надевают на цилиндрическую часть оправки и прижимают к ее конической части. Лобовые части обмотки равномерно разжимаются и проводники осаживаются на дно пазов. После этого сердечник статора снимают и повторяют операцию, надевая его на оправку со стороны другой лобовой части.

Рис. 7. Розжим лобовых частей обмотки статора:
а — с помощью одной конусной оправки, б — с помощью двух оправок, в — с помощью оправки с радиально расходящимися сегментами
Для ускорения работ в ряде станков используют две конические оправки. Вторая оправка 6 надевается на цилиндрическую часть первой после того, как разжата одна лобовая часть обмотки. Насаживая ее до упора, разжимают лобовые части обмотки с другой стороны статора, не снимая его с оправки, что ускоряет выполнение этой операции.
Обмотка более крупных статоров наматывается из проводов большого сечения и имеет большую жесткость. Для розжима ее лобовых частей нужны большие усилия. Лобовые части таких обмоток разжимают с помощью оправки с радиально расходящимися сегментами.
Окончив втягивание всех катушек обмотки, ее лобовые части формуют, соединяют схему и припаивают выводные концы.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Механизированная намотка статоров раздельным методом"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы