Строй-Техника.ру
Строительные машины и оборудование, справочник
Порядок монтажа механической части электродвигателя зависит от типа соединения вала его ротора с коленчатым валом компрессора. В оппозитных компрессорах роторы электродвигателей устанавливают на коленчатом валу консольно или на приставном валу, который соединяется с коленчатым валом фланцем. В горизонтальных компрессорах с односторонним расположением цилиндров ротор устанавливают на коленчатом (коренном) валу между его опорами. В угловых и вертикальных компрессорах применяют соединения с помощью ременной передачи или различных муфт.
Для электродвигателей, у которых роторы устанавливают на коленчатый (коренной) или приставной вал, перед монтажом проводят следующие подготовительные работы. Поверхность ступицы ротора, прилегающую к валу, и опорные поверхности лап статора очищают от антикоррозионного покрытия, обмотки статора и ротора обдувают сухим воздухом, очищают поверхности тангенциальных шпонок и шпоночных пазов, затем замеряют ш‘ирину тангенциальных шпонок, сложенных парой в рабочее положение (допускаемое отклонение 0,1 мм). Проверка по краске прилегания шпонок одна к другой и к стенкам пазов должна давать не менее пяти пятен на каждом квадрате 25×25 мм.
На фундаментных плитах насечкой или керновкой размечают по анкерным отверстиям расположение поперечной оси статора. Далее фундаментные плиты устанавливают в приямок фундамента на заранее выставленные наборы подкладок. Наборы располагают по обе стороны анкерных колодцев. Нижние прокладки притирают к поверхности фундамента. В крупных машинах один набор ставят под плиту по поперечной оси статора. В этих же машинах практикуется установка подкладок не в наборе, а на бетонных подушках с выверкой высотных отметок нивелиром и горизонтальности — уровнем. Высоту набора подбирают так, чтобы первоначально плиты были установлены на 2—3 мм ниже проектной отметки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
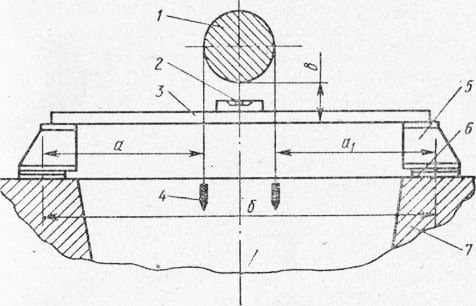
Рис. 39. Схема выверки на фундаменте плит статора:
1 — коленчатый вал; 2 — уровень; 3 — рейка или линейка; 4 — отвес; 5 — плита; 6 — подкладки; 7 — фундамент)
Одновременно с плитами ставят в колодцы анкерные болты. Нанесенные на плитах отметки осей совмещают с поперечными осями по отметкам реперов фундамента. Далее подкладками выверяют горизонтальность плит и положение их по высоте (рис. 39). Деревянную рейку или линейку с уровнем ставят на плиты по отметке поперечной оси. На валу по чертежу отмечают положение поперечной оси статора. На этой отметке по обе стороны от вала опускают шнуры с отвесами. Для проверки положения плит относительно оси вала измеряют в нескольких местах расстояния а и от осевых линий отверстий анкерных болтов до шнура отвеса. Расстояния а и ау должны быть равны (допускаемое отклонение ± 1 мм). Следует учитывать, что сумма этих расстояний и диаметр вала обязательно должна быть равна расстоянию между осевыми линиями анкерных болтов по чертежу. При неравенстве расстояний audi плиты сдвигают в требуемом направлении.
Для выверки статора по высоте за базу принимают коренной вал и расстояние в от низа рейки до нижней образующей вала.
Горизонтальность плит проверяют уровнем, который ставят на каждую плиту в двух взаимно перпендикулярных направлениях. Допускаемые уклоны плит — по оси вала 0,1 мм на 1 м, по поперечной оси электродвигателя 0,3 мм на 1 м. Уклоны обеих плит должны быть одинаково направлены.
Далее затягивают гайки анкерных болтов. Пру затяжке проверяют щупом и молотком (обстукиванием) прилегание плит к пакетам подкладок, а также уровнем возможные нарушения горизонтальности.
Электродвигатели оппозитных компрессоров. Монтаж их имеет некоторые особенности, связанные с расположением ротора относительно коленчатого вала компрессора.
Монтаж электродвигателей, ротор которых устанавливают на конце коленчатого вала, консольном или опирающемся на выносной подшипник, или на приставном валу, имеющем опору на выносном подшипнике, начинают с установки и выверки фундаментных плит, затяжки фундаментных болтов.
При установке ротора на консоли вала сборку выполняют на монтажной площадке, на выкладке из деревянных шпал. Ротор с валом заводят в статор в два приема. Строп располагают так, чтобы при подъеме ротор и вал заняли горизонтальное положение, в то же время необходимо, чтобы конец вала, противоположный ротору, можно было на максимальную длину завести в статор. При второй строповке ротор полностью заводят на место. Обмотки катушек предохраняют от повреждения картонными или иароиитовыми прокладками. Вал с электродвигателем в сборе укладывают на подшипники рамы.
Ротор может быть установлен на консоль коленчатого вала и в случае, когда вал уложен в подшипники рамы. Для этого статор после предварительной установки и выверки на плитах сдвигают до предела в сторону от рамы. Ротор, подвешенный на стропе, заводят на консоль вала с помощью нажимного приспособления, захваты которого закрепляют на щеке первого кривошипа. После выверки ротора и установки шпонок статор возвращают на прежнее место с помощью домкратов.
При выверке зазора между сердечниками катушек статора и ротора при окончательной установке статора необходимо учитывать прогиб консольного конца вала под действием массы ротора. Это следует учитывать и при регулировке расхождения щек ближайшего к ротору кривошипа коленчатого вала изменением положения выносного подшипника. Выверяя зазоры между статором и ротором на консоли вала, следует учитывать одностороннюю силу магнитного притяжения, возникающую, если зазор неравномерный, силу, которая может частично компенсировать вес ротора, уменьшая этим раскеп и нагрузку на подшипники. У оппозитных компрессоров величина эксцентриситета, при котором возникает односторонняя поддерживающая магнитная сила, должна быть не меньше 0,2 от величины зазора для базы М10 и 0,3 — для баз М16 и М25 и направлена вверх.
Коленчатый вал соединяют с приставным валом фланцами, которые выполняются за одно целое с валами. Соединение производят до установки ротора на приставной вал по заводским контрольным меткам. Валы центрируют с помощью выступа на одном из фланцев и впадины па другом. При совпадении осей болты, соединяющие фланцы, должны плотно входить в отверстия от легких ударов молотком по прокладке. Часто приходится развертывать отверстия из-за некоторого смещения их центров, несоответствия отверстий диаметру болтов или относительного смещения фланцев. Фланцы соединяют четырьмя монтажными болтами уменьшенного диаметра, располагая их крестообразно по окружности. Применяют комплект из трех разверток, считая, что за один проход снимается припуск до 0,2 мм. Диаметр последней развертки должен быть равен диаметру призонного болта.
Используют также приспособление, включающее хомут с втулкой для направления развертки, который закрепляется на коленчатом валу перед фланцем, и упорную стойку, устанавливаемую на шпильках вместо крышки коренного подшипника, примыкающего к раме. На упорной стойке закреплен винт, с помощью которого производят осевую подачу развертки. Развертку вращают вручную трещоточным или обычным гаечным ключом. Упорная стойка может быть выполнена также за одно целое с хомутом и направляющей втулкой, в этом случае упорную стойку можно устанавливать с любой стороны фланца.
После установки призонных болтов удаляют монтажные болты. Отверстия, в которых были установлены монтажные болты, развертывают. Последовательность затяжки крест-накрест.
Прямолинейность общей оси коленчатого и приставного валов проверяют по расхождению щек первого от фланца кривошипа, для чего оба вала после соединения укладывают в предварительно пригнанные вкладыши коренных подшипников рамы и выносного подшипника. Расхождение щек в вертикальной и горизонтальной плоскостях доводят до нуля изменением положения выносного подшипника. Затем при помощи индикатора измеряют биение шейки приставного вала, поворачивая вал на один оборот. Индикатор крепят на стойке выносного подшипника. Биение, указывающее на излом оси валов в месте их соединения, устраняют вторичной более точной затяжкой фланцев.
Когда приставной вал поступает в сборе с ротором, кроме описанных выше операций по центрировке, после установки выносного подшипника определяют по расхождению щек биение фланца приставного вала. За один оборот проверяют смещение или излом осей соединяемых валов.
На стойке, прикрепленной к одной из шпилек коренного подшипника, устанавливают два индикатора: стержень одного из них касается образующей, стержень другого — торца фланца приставного вала. Дефект устраняют перезатяжкой болтов всего соединения. При необходимости проверки перпендикулярности торца фланца к оси вала пользуются одним или двумя индикаторами, которые крепят на кронштейнах к шпилькам крышки подшипника. Вал вращают, отмечая показания индика-тогов через каждые 45° угла поворота. Величина биения, указывающая на неперпендикулярность, равна разности показаний индикатора (в мм), взятых при противоположных положениях кривошипа и поделенных на расстояние между точками замера (в м). Эта величина не должна превышать 0,05 мм на 1 м диаметра. Работая одним индикатором, нужно исключить максимальное смещение вала.
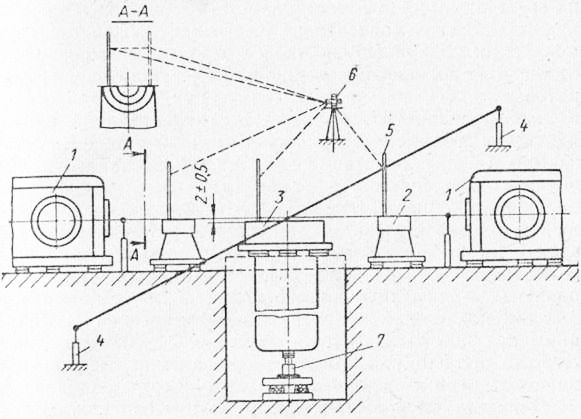
Рис. 40. Схема монтажа электродвигателя двухкорпусного оппозит-ного компрессора:
1 — рама компрессора: 2 — выносной подшипник; 3 — нижняя половина статора; 4 — телескопическая стойка; 5 — рейка; 6 — нивелир; 7 — домкрат
Неперпендикулярность фланца устраняют обработкой на стенке, при незначительной ее величине — припилива-нием и шабрением.
Электродвигатели, поступающие в сборе и соединяемые с компрессором муфтой, подвергают центровке валов, порядок которой изложен ниже.
В крупных двухкорпусных оппозитных компрессорах электродвигатель расположен между корпусами (рис. 40). Статор — разъемный из двух половин. Вал ротора массой 8,5 т опирается на два выносных подшипника, устанавливаемых отдельно на фундаменте. Вал соединяется муфтами с коленчатыми валами обоих корпусов компрессора. Статорные плиты устанавливают на фундамент и выверяют нивелиром на подкладках, уложенных на бетонные подушки. При транспортировании краном нижней половины статора массой 12,5 т в нее закладывают по диаметру деревянный брус, для того чтобы не свело свободные концы стыка. Под нижней-частью статора устанавливают два опорных домкрата.
Выносные подшипники устанавливают на фундаменте на плитах, выверяемых с помощью подкладок. Подшипник со стороны коллектора имеет электроизоляционные прокладки. Нижнюю половину статора выверяют по отношению к выносным подшипникам с помощью струн, которые натягивают на телескопических стойках: одну — по оси подшипников с взаимной расцентровкой их по плоскости разъема (допускаемое отклонение ±0,1 мм) и вторую — по поперечной оси электродвигателя. Струны должны пересекаться под прямым углом, причем ось подшипников располагается выше оси электродвигателя на 2 ± 0,5 мм. Показатель правильной установки нижней части статора — совпадение струны с осевыми отметками на плоскости его разъема. Высотные отметки плоскостей разъема нижней половины статора, а также высотные отметки подшипников проверяют нивелиром 6. Подшипники должны быть расположены на 2 ± 0,5 мм выше статора. Регулируют высоту подкладками, уложенными между плитой и подошвой подшипников.
Допускаемые разности высотных отметок для одного подшипника 0,0 мм, между подшипниками ±0,5 мм, для плоскостей разъема статора ±0,5 мм.
Ротор (массой 16 т) электродвигателя неразъемный; на монтажной площадке его устанавливают в специальные деревянные распорки, затем в него запрессовывают вал и закрепляют шпонки. При запрессовке применяют специальное приспособление. Колесо ротора подогревают на 25-30 °С. Полюсные катушки монтируют до или после установки вала с ротором на подшипники (это зависит от грузоподъемности крана). Проверяют прилегание вкладышей к шейкам вала ротора. Далее вал укладывают в очищенные и заправленные маслом подшипники. Затем замеряют осевые зазоры во вкладышах. Регулировку зазоров до значений 0,5—0,8 мм выполняют смещением плит.
После установки катушек ротора проводят электромонтажные работы по их соединению. Механизм для поворота вала устанавливают горизонтально (допускаемое отклонение 0,1 мм на 1 м), зазор между вершиной ведущей звездочки и впадиной зуба венца 5 мм. При установке верхней половины статора между стыками обеих половин ставят- прокладки (толщиной 0,5 мм) из паро-нита или картона. Радиальный зазор между сердечниками катушек статора и ротора во всех точках должен составлять 15 ± 0,5 мм. Изменение зазора, замеряемого на одной линии по обе стороны от статора, не должно превышать 0,2 мм. Это изменение характеризует перпендикулярность оси компрессора к поперечной оси электродвигателя. После подливки плит статор сдвигается домкратами параллельно оси, освобождая ротор для электромонтажных работ.
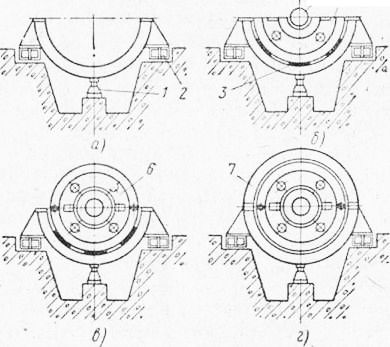
Рис. 41. Схема монтажа электродвигателя с разъемным статором:
1 — домкрат; 2 — плита; 3 — нижняя часть статора; 4 — нижняя часть ротора; 5 — коренной вал; 6 — верхняя часть ротора; 7 — верхняя часть статора
Электродвигатели горизонтальных двухрядных компрессоров. В машинах этого типа ротор закрепляют на средней части коренного вала. Поэтому монтаж сводится к установке и выверке на фундаменте статора электродвигателя, сборке и закреплению ротора на валу компрессора, установке контактных колец и щеткодержателя и присоединению механизма для поворота вала.
Есть различие в монтаже электродвигателей с разъемным и неразъемным статором. В последнем случае при наличии крана небольшой грузоподъемности монтаж выполняют непосредственно на фундаменте. Если есть кран необходимой грузоподъемности, то электродвигатель собирают на монтажной площадке, а затем устанавливают его на фундаменте.
Монтаж разъемного статора (рис. 41) начинают с установки на фундаментные плиты и закрепления болтами его нижней части. Между лапами нижней части статора и фундаментными плитами закладывают наборы регулировочных подкладок. Толщина набора 4—6 мм. Предварительно коренной вал снимают и укладывают вблизи на козлы или подкладки. Для поддержки нижней части статора под ее середину подводят временную опору из деревянных брусьев или (в зависимости от габаритов и массы) устанавливают один или два винтовых домкрата (рис. 41, а).
Ротор разъединяют на две части, отвертывая для этого соответствующие болты на стыках и отсоединяя контакты на примыкающих катушках. Нижнюю часть ротора опускают на внутреннюю поверхность нижней части статора, покрытую листами картона или паронита. Далее коренной вал укладывают в подшипники рам. Зазор между нижней частью ротора и валом при этом должен быть 10—12 мм (рис. 41, б). Верхнюю часть ротора накладывают на вал так, чтобы она совпала с нижней (рис. 41, в). Проверяют совпадение шпоночных канавок, а также по чертежу положение ротора на валу, затем соединяют половины ротора болтами. Тангенциальные шпонки после установки на место прихватывают электросваркой.
Далее проверяют зазор между сердечниками катушек нижней части статора и ротора. Величина этого зазора приведена в паспорте. Проверку выполняют при затянутых болтах, крепящих статор к плитам. После установки и закрепления болтами верхней части статора проверку повторяют.
При“сборке следят за тем, чтобы совпали оси сердечников катушки статора и ротора (рис. 41, г). Зазор между сердечниками катушек ротора и статора устанавливается равномерным по окружности с помощью подкладок под фундаментные плиты или лапы статора. Однако, учитывая износ и уплотнение баббита вкладышей в процессе работы и связанное с этим опускание оси вала и ротора, необходимо при монтаже следить за тем, чтобы нижний зазор был на 20% больше верхнего. Зазоры измеряют по сердечнику одной из катушек при поворачивании ротора на полный оборот. Зазоры в сердечниках катушек не должны превышать 10% от величины номинального зазора, указанного в паспорте. Измерение проводят длинными щупами, изготовленными из листового алюминия. Набор щупов вставляют в зазор с двух сторон статора.
После окончательной выверки статора положение его на фундаментных плитах фиксируется установкой контрольных шпилек. Для этого одновременно рассверливают и развертывают отверстия в лапах статора и в фундаментных плитах. Далее на цилиндрическом участке вала закрепляют контактные кольца, которые должны упираться в проточку на его поверхности.
Для установки щеткодержателя необходимо его примерить вместе с кронштейном по кольцам на валу и наметить на стене приямка фундамента расположение закладных болтов для крепления кронштейна. Эти болты бетонируют по сделанной разметке в пробитых или заранее оставленных глухих отверстиях. После выдержки бетона кронштейн в сборе с щеткодержателем устанавливают в рабочее положение.
Механизм для поворота вала выверяют на фундаменте с помощью зубчатого зацепления ведущей звездочки и венца маховика ротора. Плотность зацепления проверяют щупом. Зуб должен заходить во впадину не меньше чем на 2/3 своей высоты. Положение механизма для поворота вала по высоте регулируется подкладками. По окончании монтажа, как обычно, бетонируют анкерные болты и плиты. После выдержки бетона вторично подтягивают гайки анкерных болтов.
Если необходимо снять уже смонтированный ротор, то его или статор сдвигают в свободную часть статорного приямка. Нижнюю часть ротора подпирают домкратом. Отсоединяют и снимают краном верхнюю часть, не имеющую шпонки. К нижней части прикрепляют стяжками-шпильками скобу, которая плотно огибает вал. Затем вал поворачивают до тех пор, пока нижняя часть ротора не займет верхнее положение, затем ее стопорят к крану и скобу отсоединяют. Установку разъемного ротора при уже смонтированном коренном вале проводят в обратной последовательности.
Монтаж неразъемного статора после установки фундаментных плит выполняют в следующей последовательности (рис. 42). Коренной вал укладывают на козлах или подкладках вблизи компрессора. Статор устанавливают на фундаментные плиты как можно ближе к одной из стенок приямка под электродвигатель. На свободной части приямка делают выкладку из деревянных шпал, на которую устанавливают и подпирают деревянными клиньями нижнюю часть ротора с маховиком (рис. 42, а). В некоторых машинах ввиду малых размеров приямка эта часть ротора одной стороной может лечь па обмотки статора, которые предохраняют от повреждения листами картона или паронита толщиной 2—3 мм.
Коренной вал краном заводят в статор и укладывают в подшипники. Зазор между валом и нижней половиной ротора для соединения ее с верхней половиной должен быть равен 10 мм. Шпоночные канавки на валу должны совпадать с канавками на нижней половине ротора. При заводке в статор вала его необходимо поддерживать в горизонтальном положении. Соединение, выверку по валу и закрепление нижней и верхней половины ротора проводят так же, как и в электродвигателях с разъемным статором.
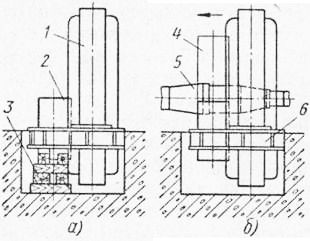
Рис. 42. Схема монтажа электродвигателя с неразъемным статором:
1 — статор; 2 — нижняя половина ротора; 3 — шпалы деревянные; 4 — верхняя половина ротора; 5 — коренной вал; 6 — фундаментная плита
После установки ротора статор домкратами или краном сдвигают вдоль оси вала (рис. 42, б) до тех пор, пока не совпадут насечки, фиксирующие поперечную ось электродвигателя на его лапах и фундаментных плитах. Между лапами и плитами ставят регулировочные подкладки, а затем выверяют и регулируют зазор между сердечниками катушек статора и ротора (см. с. 92).
При достаточной грузоподъемности крана электродвигатель можно собрать на монтажной площадке и в собранном виде установить в приямок фундамента. При этом кривошипный вал соединяют с ротором, установленным на деревянные шпалы. Вал с ротором заводят в статор, который закреплен на деревянных брусьях, служивших для его транспортировки.
Сначала вал стопорят вблизи от места посадки ротора, для того чтобы завести в статор конец вала на предельно возможную длину. Затем вал стопорят за коренные шейки с соответствующим их предохранением и ротор заводят в статор. Между статором и ротором во избежание повреждения обмоток закладывают листы картона или паро-нита. Выверку на фундаментных плитах, регулировку зазоров между сердечниками катушек статора и ротора и крепление статора проводят как обычно. Установку вала в сборе ведут осторожно, чтобы не повредить баббит вкладышей.
Электродвигатели горизонтальных однорядных компрессоров устанавливают аналогично двухрядным. Однако при их установке можно регулировать горизонтальность вала и ротора изменением положения по высоте выносного подшипника с помощью подкладок между подошвой подшипника и фундаментной плитой. При вильчатой раме таким же путем регулируют расхождение щек кривошипов по вертикали, которое возникает в результате прогиба вала после установки на него ротора.
Монтаж неразъемного ротора электродвигателя, горизонтального однорядного компрессора проводят с предварительным подогревом ступицы до 250—300° С. Ротор устанавливают горизонтально над статорным приямком фундамента или на полу на брусьях, высота которых превышает половину длины вала. Затем проверяют диаметр отверстия ступицы и диаметр вала, а также соответствие последнего допускам напряженной или плотной посадки (примерно 0,05 мм на 100 мм диаметра). В ступицу вставляют электронагревательный элемент, подсоединяемый к понижающей стороне сварочного трансформатора. Отверстие ступицы с обеих сторон закрывают асбестом. Нагрев длится 2,5—3 ч. Далее вал вертикально подвешивают на крюке крана и в таком положении заводят в ступицу ротора, из которой предварительно удаляют нагревательный элемент. Вал быстро опускают до заданной отметки, фиксируя направление его движения шпонкой, заложенной в пазы ротора и вала.
Ступицу можно нагревать и при помощи двух кольцевых горелок.
Электродвигатели с ременной передачей. Преимущественно применяют клиноременные передачи. Монтаж начинают с насадки шкивов на консольные концы валов электродвигателя и компрессора, которые обычно поставляют раздельно. Проверяют диаметры валов и отверстий шкивов и соответствие их посадочных размеров чертежу. Шкив насаживают на вал с помощью приспособления, предохраняющего подшипники от восприятия осевых нагрузок (рис. 43). Приспособление включает две траверсы из швеллеров, имеющие по концам отверстия для стяжных болтов. Одну траверсу упирают в торце вала со стороны коллектора, а другую — в торец шкива, слегка надвинутого на вал. Проверяют совпадение шпоночных канавок. Посадочные поверхности вала и шкива смазывают маслом. Посадку производят равномерным подтягиванием стяжных болтов.
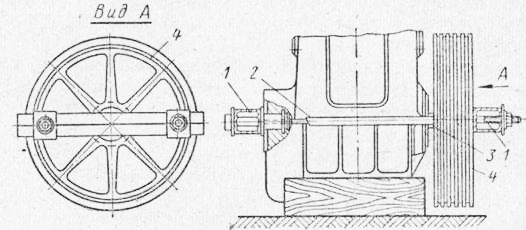
Рис. 43. Приспособление для насадки шкивов на валы компрессора и электродвигателя:
1 — траверса; 2 — стяжной болт; 3 — вал; 4 — шкив
Небольшие шкивы при соответствующих допусках можно насаживать легкими ударами кувалды по деревянной прокладке. При этом вал необходимо предохранять от сдвига во избежание повреждения вкладышей при ударе.
Электродвигатель вместе с прикрепленным к его лапам салазками устанавливают на плиту или раму, которые предварительно выверяют на фундаменте по уровню в двух взаимно перпендикулярных направлениях. Электродвигатель по длине паза салазок закрепляют так, чтобы его можно было подвинуть в сторону компрессора на 50—80 мм при надевании ремней и смещать в противоположную сторону на любое расстояние для первоначальной натяжки ремней и компенсации их удлинения при эксплуатации.
Положение электродвигателя по горизонтали регулируют по оси вала с помощью уровня, установленного на конце вала или на шкиве и перпендикулярно оси вала с помощью уровня, поставленного на простроганную часть салазок. Положение изменяют с помощью наборов подкладок (плоских или клиновых), закладываемых по два набора с каждой стороны между плитой (или рамой) и фундаментом. Допускаемый уклон: по оси вала 0,1 мм, по оси салазок 0,3 мм на 1 м.
Параллельность валов электродвигателя и компрессора, а также расположение в одной плоскости торцов их шкивов проверяют по шнуру (рис. 44). При правильном взаимном расположении электродвигателя и компрессора шпур, приложенный к торцам шкивов с одинаковым профилем сечения,” должен касаться их в четырех точках без излома или находиться от*шкивов на расстоянии а = б. При разных профилях шкивов шнур, касаясь торца одного шкива, должен находиться на расстоянии б = б1 от торца другого шкива. ,
После проверки электродвигателя плиту или раму с фундаментными болтами подливают бетоном.
Электродвигатели с муфтовым соединением. Применяют жесткие, упругие и компенсирующие (зубчатые) муфты. Половины муфт крепят на валах с помощью призматических шпонок. В отдельных случаях выполняют плотную или напряженную посадку полумуфты на вал с предварительным ее подогревом. Допуски на посадку принимают по 2-му классу точности. Плоскости торцов муфт должны быть перпендикулярны оси вала, поэтому муфты проверяют на биение индикатором. Перекосы исправляют вторичной, более тщательной посгдхой и реже — проточкой на валу электродвигателя, подключаемого к сети. Электродвигатель устанавливают на строганые площадки плиты (или рамы). Положение плиты (или рамы) по высоте регулируют клиновыми подкладками, заложенными между плитой (или рамой) и фундаментом. Небольшие электродвигатели устанавливают на клиновые подкладки в сборе с салазками и плитой (или рамой), что сокращает время монтажа.
Оси валов электродвигателя и компрессора центрируют по линейке, которую устанавливают сверху и сбоку на ободы полумуфт в направлении по оси валов. Если оси совпадают, то линейка плотно без просвета примыкает к ободам обеих полумуфт. Для смещения осей по высо е подбивают клинья, для смещения их по горизонтали сдвигают плиту (или раму). Между полумуфтами сохра-нягот зазор, указанный в чертеже. Зазор измеряют при валах, сдвинутых один к другому, чтобы затем при затяжках не учитывать осевой разбег валов.
Окончательно центрируют валы с помощью приспособления, позволяющего определить смещение и излом осевой линии. Таким же приспособлением центрируют валы по полумуфтам при различном диаметре ободов, когда к ним нельзя приложить линейку. Приспособление (рис. 45) состоит из кронштейна 5 с двумя микрометрическими болтами и упорной головки. Кронштейн и головка имеют шпильки с резьбой для закрепления на полумуфтах или на хомутах, с помощью которых они крепятся к ободам полумуфт. Вместо микрометрических j болтов можно установить индикаторы часового типа. Полумуфты совмещают так, чтобы зазор 1—3 мм между микрометрическими болтами и упорной головкой сохранялся при совместном их повороте на 360°. Если применяют индикаторы, то их стержни должны постоянно касаться упорной головки.
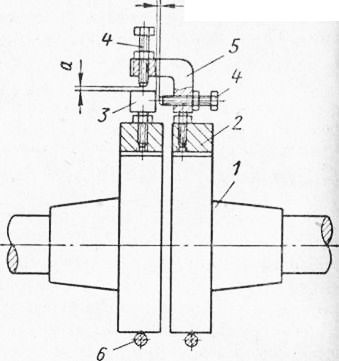
Рис. 44. Схема установки электродвигателя по шнуру:
1 — компрессор: 2 — электродвигатель; 3 — шкивы; 4 — шнур
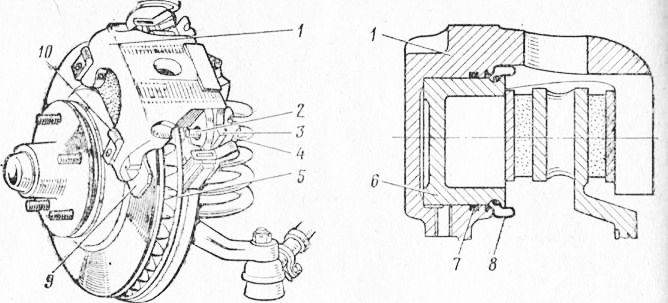
Рис. 45. Приспособление для центрирования валов по полумуфтам:
1 — полумуфта; 2 — центровочное приспособление; 3 — упорная головка; 4 — микрометрические болты; 5 — кронштейн; 6 — хомут
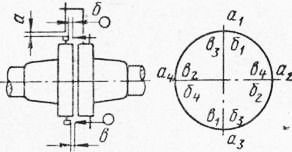
Рис. 46. Схема расположения замеров радиального и осевых зазоров при центровке валов По полумуфтам
При измерении осевого зазора может возникнуть отклонение, так как валы при повороте могут сместиться на величину аксиальных зазоров в подшипниках. Поэтому вращая полумуфты, необходимо отжимать валы в одну сторону или измерять осевой зазор одновременно в двух точках б и в по диаметру (рис. 46).
Данные замеров записывают в таблицу или на круговой диаграмме. Величину параллельного смещения валов в горизонтальной или вертикальной плоскостях определяют как полуразность радиальных зазоров а, измеренных в соответствующих положениях центровочного приспособления: в горизонтальном (а2 и а4) и вертикальном (ал и а3). Излом осей центрируемых валов подсчитывают для каждой плоскости как частное от деления разности осевых зазоров б и в, измеренных с помощью центровочного приспособления, на расстояние между точками замеров. Допускаемые величины смещения валов: 0,05 мм для жестких муфт; 0,08 мм для упругих пальцевых муфт. Допускаемые величины излома осей валов: 0,1 мм для жестких муфт и 0,12 мм на 1 м для. упругих муфт. Для компенсирующих муфт (зубчатых и др.) эти значения могут быть удвоены. Все муфты независимо от допусков должны быть отцентрированы предельно точно
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Монтаж электродвигателей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы