Строй-Техника.ру
Строительные машины и оборудование, справочник
Под наладкой компрессора подразумевается приведение его в работоспособное состояние. К наладке приступают еще в период сборки и завершают при пробных пусках и обкатках, проверяя и регулируя взаимодействие и работу всех деталей, узлов и систем. При наладке устраняют чрезмерный нагрев трущихся деталей и узлов, стуки и удары и другие дефекты, являющиеся обычно результатом неправильной сборки а также регулируют машину для получения заданной производительности.
Компрессор должен быть немедленно остановлен, во избежание аварии, если при наладке:
1) падает давление в системе циркуляционном смазки и системе промывки сальников ниже 1,2 кгс/см2;
2) прекращается подача охлаждающей воды;
3) прекращается подача смазки к одной из точек в системе цилиндровой смазки;
4) значительно повышается давление или температура в одной из ступеней;
5) нагреваются выше нормы коренные подшипники и другие трущиеся детали, причем нагрев не прекращается после увеличения подачи смазки;
6) появляются значительные пропуски газа через сальники компрессора или соединения трубопроводов и аппаратов;
7) появляются сильные стуки и удары в механизме движения и в цилиндрах или заметно увеличились вибрации компрессора, аппаратов и трубопроводов;
8) повышается температура обмоток электродвигателя или нарушается работа системы его обдува;
9) выходят из строя щит управления и основные измерительные приборы;
10) в помещении возникает пожар.
При аварийных ситуациях необходимо всегда быть готовым остановить компрессор вручную, так как в период наладки может отказать система автоматической защиты.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Устранение стуков. Ниже приведены возможные причины появления стуков и ударов в механизме движения компрессора. Определение места их возникновения требует определенного опыта и проводится обычно прослушиванием корпуса работающего компрессора в различных точках и последовательным просмотром узлов.
1. Наличие нагара масла в виде уступа на зеркале цилиндра в конце хода поршня или образование уступа в связи с длительным сухим трением поршня о зеркало цилиндра и отсутствием у последнего конической расточки для перебега колец. Стук возникает при соприкосновении уступа и поршневого кольца. Устраняется стук очисткой зеркала цилиндра от нагара, опиливанием и сшабриванием уступа. Нагар возникает от применения некачественного масла, а также от избыточного количества масла при плохом охлаждении цилиндров. Нагар создает копоть на стенках цилиндра и поршня, увеличивая их износ. Повышенное трение вызывает перегрев цилиндра и увеличение расхода электроэнергии.
Во избежание образования уступа перебег поршневых колец в пределах 2—4 мм относительно зеркала цилиндра следует обеспечивать при монтаже.
2. Ослабление посадки поршня на штоке. Характеризуется двойным стуком в момент прихода поршня в крайние положения при ударе его о бурт штока и о гайку. Возникает этот дефект от недостаточной затяжки гайки, крепящей поршень на штоке, и отсутствия стопорящего ее шплинта. Повлиять могут также некачественные прокладки, устанавливаемые между поршнем и буртом штока при регулировке мертвых пространств цилиндра, в результате смятия на них заусенцев или самого материала прокладки при работе. Окончательную затяжку гайки, крепящей поршень на штоке, проводят ударом небольшой кувалдой по ключу, затем надо застопорить гайку шплинтом или специальной шайбой.
3. Недостаточная величина мертвого пространства, при этом поршень касается крышки цилиндра.
4. Слишком свободная посадка колец в канавках поршня. Обнаруживают по стуку при перемене направления хода поршня от касания колец о стенки канавок. Этот недостаток — результат установки колец с предельным или чрезмерным зазором по высоте. Устраняют заменой колец на более высокие и обеспечением хорошей пригонки и нормального зазора между кольцом и стенкой канавки.
5. Попадание в цилиндр воды, которая скапливается в мертвом пространстве и может вызвать гидравлический удар. Вода может просочиться из полостей охлаждения цилиндра по трещинам, не обнаруженным при монтаже. Трещины могут возникнуть также в случае значительного перегрева цилиндра при перебоях в охлаждении. Места просачивания воды в цилиндр тампонируют жидким стеклом или путем чеканки и металлизации. При больших трещинах применяют сварку или гужонирование. Гидравлический удар может быть вызван также скоплением в мертвом пространстве масла при слишком большой его подаче или из-за плохой работы маслоотделителей предыдущих ступеней, в связи с чем воздух или азот поступают с большим содержанием масла. Для предупреждения гидравлического удара обеспечивают нормальную подачу масла в каждый цилиндр ввертыванием регулирующих винтов лубрикатора и продувками маслоотделителей. Параллельно проверяют линейные зазоры мертвого пространства.
Последствиями гидравлического удара бывает повреждение поршня или крышки, изгиб штока, шатуна и даже коленчатого вала. Поэтому перед последующим пуском следует тщательно осмотреть весь механизм движения и цилиндры компрессора.
6. Заедание, износ и поломка поршневых колец, возникающие в результате недостаточной смазки или усиленного нагарообразования при использовании некачественного масла. Заедание устраняют усиленной подачей смазки. Износ характеризуется постепенным увеличением стука во время работы, стук устраняют сменой колец. Поломка колец может возникнуть в результате уменьшения толщины при износе и заедании в канавке при большом нагарообразовании. Может сказаться также низкое качество металла колец. Обломки колец обычно заклиниваются в канавках поршня и вызывают задир зеркала цилиндра.
7. Износ баббитовой подушки на скользящем поршне. Стук возрастает по мере износа подушки и увеличения верхнего зазора между поршнем и зеркалом цилиндра, зазор необходимо периодически проверять в период обкатки через клапанные окна. Этот дефект вызван недостаточной смазкой, применением некачественного масла (склонного к нагарообразованию или имеющего большое количество механических примесей). Может влиять также плохая очистка воздуха или азота, с которыми в цилиндр попадают грязь и пыль. Повышен износ также при плохой обработке зеркала цилиндра. В последнем случае после некоторого периода приработки производят смену поршневых колец и перезаливку подушки.
8. Значительный перекос осей цилиндра и коленчатого вала, а также перекос осей цилиндра и направляющих крейцкопфа, являющиеся результатом плохого монтажа. Стук возникает сразу же после пуска, так как поршень в начале и конце хода касается зеркала цилиндра в диаметрально противоположных точках («броски поршня»). Длительная работа ведет к неравномерной выработке зеркала и образованию на нем уступа.
«Скрип» в цилиндрах возникает из-за отсутствия или недостаточной смазки, так как появляется сухое трение поршня о зеркало. Скрип может быть вызван также перекосом сальника при неправильной его сборке. В первом случае необходимо проверить и отрегулировать подачу смазки, во втором — перебрать сальник.
Стук в клапанах.
1. Поломка пластины клапана, которая может возникнуть из-за повышенной ее твердости (результат неправильной термообработки) или из-за перекоса при посадке в седло, если пластина имеет большой люфт в посадочном отверстии. Поломанную пластину заменяют на другую с нормальной твердостью, перекос при посадке устраняют, подбирая отжимные пружины равной жесткости.
2. Недостаточно плотное прижатие седла клапана фонарем и крышкой; устраняют установкой кольцевой прокладки из медной проволоки между фонарем и крышкой и плотным обжатием крышки.
3. Касание торцом поршня седла клапана в связи с углубленной посадкой седла в гнезде. Возникает из-за неправильной обработки гнезда или установки под седло прокладки меньшей толщины. Стук устраняют установкой под седло более толстой прокладки.
4. Поломка или ослабление пружин клапана из-за неправильной их термообработки. Обычно пружины заменяют комплектом, жесткость пружин, составляющих комплект, должна быть одинаковой.
5. Разрушение прямоточного клапана как результат недостаточно плотного обжатия его элементов, седла и упругой пластины стяжными кольцами и неправильной установки клапана в гнезде не по ходу газа. Разрушенный клапан заменяют.
Стук в подшипниках.
1. Отсутствие или недостаточное количество смазки, поступающей к данному подшипнику, связанное с понижением давления масла в системе, малым количеством масла в масляном баке, засорением маслопо-дающей трубки или масляных каналов, просверленных в деталях (коленчатом валу, корпусе крейцкопфа и др.), «зависанием» перепускного клапана. Засоренные трубки и каналы продувают сжатым воздухом и при необходимости прочищают проволочным ершом; перепускной клапан подвергают ревизии и регулируют.
2. Чрезмерные зазоры между шейкой коленчатого вала (пальцем крейцкопфа) и вкладышем подшипника. Возникают при небрежном монтаже, ослаблении затяжки болтов или шпилек, оседании или износе баббита вкладыша. При больших зазорах стук появляется сразу же после пуска, при небольших — стук появляется не сразу и постепенно усиливается. В коренных подшипниках для регулировки зазора подтягивают клинья боковых вкладышей и уменьшают толщину наборов прокладок в стыках между половинками вкладышей или между боковым, верхним и нижним вкладышами (в зависимости от конструкции подшипника).
В шатунном головном подшипнике подтягивают клин или уменьшают количество прокладок в стыке вкладышей, в крейцкопфном — подтягивают натяжной клин. Обеспечивают нормальную затяжку крышек подшипников. Перезаливку вкладышей производят, если исчерпан набор прокладок или слишком велик зазор в холо;ить-никах. В последнем случае можно ограничиться наплавкой баббита.
3. Ослабление посадки пальца крейцкопфа — результат его быстрого износа в случае, если поверхность пальца не цементирована или палец недостаточно затянут из-за плохой пригонки его конусов по гнездам крейцкопфа. Не следует устанавливать пальцы, не прошедшие тер ло-обработки. Пригонку конусов обязательно. проверяют по краске.
Стук в направляющих.
1. Недостаточное поступление смазки через верхнюю направляющую или крейцкопф. Этот дефект связан с падением давления масла в системе или засорением масляных каналов, устраняется восстановлением давления масла до нормального и продувкой каналов.
2. Чрезмерный зазор между башмаком крейцкопфа и направляющей из-за небрежной сборки или осадки баббита. Зазор доводят до нормального установкой прокладок между башмаками и корпусом крейцкопфа, при этом проверяют совпадение осей отверстия крейцкопфа и штока.
Устранение чрезмерного нагрева. Нагрев цилиндров.
1. Недостаточная подача смазки лубрикатором. Подачу увеличивают ввертыванием винтов, ограничивающих свободный ход коромысла плунжера. При загрязнении маслоподводящих трубок и каналов их продувают воздухом. Подачу смазки проверяют открытием пробного крана или по смотровому стеклу.
2. Отсутствие или недостаточная подача охлаждающей воды, обнаруживаемые по падению давления на манометре на подающей водяной линии, по напору на сливе в воронку, по температуре воды на сливе. Для увеличения подачи воды открывают соответствующие задвижки. В случае прекращения подачи воды компрессор останавливают.
3. Недостаточный тепловой зазор в стыке поршневых колец. При удлинении кольца смыкаются и трение их о зеркало цилиндра возрастает даже при увеличении подачи смазки. Малый тепловой зазор в стыке колец вызывает задиры на зеркале цилиндра и поломку колец. Возможны также заклинивание поршня и трещины в цилиндре.
Нагрев штоков.
1. Недостаточная смазка сальников, сопровождаемая пропуском сжимаемого воздуха или азота. Устраняется этот недостаток так же, как нагрев цилиндра из-за недостаточной смазки.
2. Нарушения в пригонке и сборке сальников, вызывающие перекосы и неправильный нажим уплотняющих и замыкающих колец на шток. Нагрев возникает сразу же при пуске и проверяется на ощупь. Может появиться и стук. При значительном трении сальник начинает дымиться. Устраняется этот дефект более тщательной пригонкой и сборкой.
Нагрев подшипников.
1. Чрезмерная затяжка и недостаточный зазор во вкладышах, ограничивающие поступление смазки и вызывающие сухое трение.
Зазоры проверяют и регулируют при монтаже. Нагрев может вызвать также ослабление затяжки шпилек и чрезмерное увеличение зазора во вкладышах, что приводит к потерям масла.
2. Недостаточная подача смазки, вызываемая засорением фильтра грубой очистки или маслопровода, неисправностью масляного насоса, большим открытием перепускного клапана, низкой температурой масла, падением уровня масла в картере (при смазке разбрызгиванием). Необходимо каждые 2—4 ч переключать масляный фильтр, следить за открытием перепускного клапана и уровнем масла в картере. При низкой температуре в помещении подогревают масло, пропуская пар через змеевик в масляном баке или через холодильник масла вместо воды.
3. Применение несоответствующего сорта масла, которое при пониженной вязкости не будет создавать масляной пленки, а при повышенной — будет неравномерно распределяться по поверхности трения.
4. Масло загрязнено или смешано с водой. Посторонние включения в масле, попадая во вкладыш, увеличивают трение, создают задиры на трущихся поверхностях и вызывают местный износ баббита, при наличии воды разрывается масляная пленка. Не следует применять неочищенное масло или работать без масляного фильтра. Периодически надо проверять герметичность водяных полостей холодильника масла, чтобы не допустить попадания воды в масло.
5. Перекос осей подшипников и шеек вала, осей подшипников относительно осей цилиндров, а также перекосы в кривошипно-шатунном механизме. Указанные дефекты приводят к возникновению местного трения, которое вызывает быстрый нагрев, при этом возможны расплавление баббита и задиры поверхностей сопряженных деталей. Выявляют и устраняют перекосы проверкой и приведением к норме зазоров и взаимного расположения соединяемых деталей, центровкой рамы, направляющих и цилиндров, правильной укладкой колнечатого вала.
. Плохая пригонка вкладышей к шейкам коленчатого вала (пятна краски распределены по поверхности прилегания неравномерно и охватывают менее 25—30 всей площади), недостаточный осевой зазор в упорном подшипнике и отсутствие осевого разбега в остальных подшипниках, неправильная припиловка по валу галтелей вкладыша, наличие в баббите вкладыша мелких трещин, вызывающих утечку масла. Все дефекты устраняют тщательной шабровкой вкладышей и соблюдением нормальных зазоров. Трещины в баббите заплавляют.
7. Конусность или овальность шеек вала, являющаяся результатом неправильной обработки или износа. При укладке вала следует произвести обмер шеек и сравнить полученные данные с указанными в заводском формуляре. Исправление геометрии шеек проводят на токарном станке или опиловкой и шлифовкой шеек вручную при наличии достаточного опыта.
Нагрев башмаков крейцкопфа.
1. Недостаточный зазор между верхним башмаком и направляющей. Регулируют установкой дополнительных прокладок между башмаком и крейцкопфом.
2. Коническая форма направляющей, что вызывает повышенное трение в конце хода крейцкопфа. Устраняют дополнительной шабровкой поверхности направляющей по линейке.
Устранение пропусков в сальниках.
1. Масло не поступает в камеры сальников и на шток поршня. Проверяют подачу масла по контрольному крану на обратном масляном клапане на сальнике или смотровому стеклу лубрикатора, регулируют винтом подачу.
2. Отсутствие зазора в стыках разрезных частей кольца после сборки его на штоке, износ колец по внутреннему диаметру, вызывающий постепенное уменьшение зазора и даже полное смыкание стыков. Для устранения этого недостатка припиливают стыки, изношенные кольца заменяют.
3. Шток имеет прогиб, местный износ и риски. Прогиб проверяют по биению при установке в центрах, износ — обмером микрометром и осмотром. Погнутый шток правят или шлифуют (если прогиб не превышает допустимый) или заменяют. Изношенный шток шлифуют при условии, если износ не превышает глубины цементированного слоя. При перешлифовке штока кольца сальников заменяют.
4. Ослабление или поломка браслетной пружины, стягивающей кольца, уплотняющего или замыкающего элемента на штоке. Сальник перебирают и некачественные пружины заменяют.
5. Чрезмерный зазор между уплотняющими элементами и опорной поверхностью камеры. Для уменьшения зазора уплотняющий элемент меняют на более утолщенный.
Устранение дефектов в системах смазки.
1. Снижение давления в системе циркуляционной смазки, вызванное: увеличением зазоров во вкладышах подшипников, износом или неисправностью шестеренчатого насоса, засорением масляного фильтра и холодильника, неисправностью или неправильной установкой перепускного клапана, неплотностями в стыках и соединениях, низкой вязкостью (в связи с нагревом или заменой марки) масла, попаданием в масло воды; устраняется ликвидацией перечисленных дефектов.
2. Значительное уменьшение количества масла в системе циркуляционной смазки из-за пропусков масла в соединениях и возможного уноса масла в цилиндр, прилегающий к раме. Устраняют этот недостаток лучшей пригонкой маслоснимателя и уплотнением системы.
3. Нагрев обратных клапанов системы цилиндровой смазки, возникающей из-за неплотностей в обратных клапанах и устраняемый дополнительной проточкой седла, а также притиркой, заменой или установкой сдвоенных клапанов.
4. Уменьшение подачи смазки лубрикатором. Вызывается засорением сетки фильтрации масла, поступающего в насосную секцию, плохим уплотнением или засорением всасывающей трубки и засорением маслопроводов. Устраняют этот дефект очисткой, промывкой и продувкой деталей сжатым воздухом. Причиной плохой подачи масла может быть также неисправность привода.
Устранение дефектов, вызывающих нарушение режима работы компрессора. Падение производительности.
1. Неплотности во всасывающих или нагнетательных клапанах цилиндра первой ступени; неплотное перекрытие седла пластиной, заедание пластины в направляющих выступах, сквозные раковины и риски на уплотнительном пояске седла, трещины в пластине или седле, неправильная установка прокладки под клапаном. Обнаруживаются эти недостатки по нагреву пропускающего газ клапана. Неплотности и заедания устраняют снятием нагара масла, притиркой пластин по плите или перешлифовкой на станке. Практикуется также переворачивание пластин и притирка их к седлу неработающей стороной. Испорченные детали заменяют.
2. Пропуски через поршневые кольца в цилиндре первой ступени из-за плохой их пригонки к зеркалу цилиндра или из-за их значительного износа. Поршневые кольца заменяют, тщательно пригоняя их к канавкам поршня и зеркалу цилиндра.
3. Засорение фильтра или неполное открытие задвижки на всасывающем трубопроводе.
4. Чрезмерно жесткие или, наоборот, ослабленные пружины на всасывающем клапане первой ступени, в связи с чем запаздывает его открытие или закрытие. Пружины заменяют.
Повышение давления в одной из ступеней (кроме первой ступени).
1. Поломка пластин или пропуски газа всасывающим клапаном цилиндра, следующего за ступенью, в которой повысилось давление. Обнаруживают это по нагреву соответствующего клапана и падению давления нагнетания за данным цилиндром.
2. Неполное открытие вентилей и задвижек на линии нагнетания за цилиндром, в котором повысилось давление.
3. Пропуски газа поршневыми кольцами или поломка колец в конечных ступенях сжатия компрессора, при этом падает давление за цилиндром, в котором имеет место пропуск.
4. При работе холодильных компрессоров на установленном режиме повышение давления на линии нагнетания может быть вызвано также наличием воздуха в системе.
Повышение температуры по ступеням.
1. Пропуски газа или поломка пластин во всасывающих и нагнетательных клапанах. Отклонение температуры от допускаемой определяют по термометру, установленному после соответствующей ступени.
Пропуски газа в клапанах выявляют по нагреву всасывающих клапанов цилиндра, следующего за ступенью, в которой повысилась температура, и по нагреву нагнетательных клапанов цилиндра перед этой ступенью.
2. Неисправность холодильника, предшествующего данной ступени, в связи с загрязнением стенок, пропусками газа или недстаточной подачей воды для охлаждения. Пропуски сжатого воздуха в охлаждающую воду из-за неплотностей трубок холодильника или из-за других причин обнаруживают по пульсации (с толчками) воды на сливе из данной линии в воронку.
3. Повышенная температура воздуха на всасывании из-за неисправности нагнетательных капанов предыдущей ступени (для первой ступени из-за значительного повышения температуры окружающей среды).
Регулирование производительности. В зависимости от типа компрессора предусматривается регулирование его производительности в пределах 30—35% от номинальной. Оно производится отжимом пластин всасывающих клапанов одной или обеих полостей цилиндра первой ступени. В многоступенчатых компрессорах с промежуточным отбором газа отжимное приспособление ставят также на цилиндре одной из промежуточных ступеней (обычно четвертой). Действие отжимного приспособления основано на том, что в первый период сжатия часть воздуха выбрасывается через открытые щели всасывающего клапана (см. рис. 67). Затем при возрастании скорости движения поршня к середине хода напор воздуха увеличится, преодолеет давление пружины, отжимающей пластины, и клапан закроется. После этого начинается сжатие оставшегося в цилиндре воздуха. Отжимное приспособение включается с помощью маховика вручную или автоматически.
Для снижения производительности более чем на 30— 35% от номинальной или при неисправном отжимном приспособлении пользуются байпасной линией первой ступени. В этом случае регулирование проводят вручную откытием вентиля. Снижение производительности первой ступени при включении отжимного приспособления или байпаса вызывает соответствующее снижение производительности в последующих ступенях. Величину отжима пластин для заданного снижения производительности контролируют по градуированной шкале, установленной у маховичка отжимного приспособления.
При регулировании байпасом, а также при отсутствии градуированной шкалы снижение производительности определяют более приближенно по падению давления нагнетания первой ступени и при промежуточном регулировании — по падению давления нагнетания после цилиндра, имеющего отжимное приспособление. Величина уменьшения давления нагнетания при снижении производительности компрессора на 1% дана в инструкции.
Давление во всех ступенях компрессора можно взять из инструкции или подсчитать.
Для регулирования производительности при работе компрессора указатель маховичка отжимного приспособления ставят против соответствующего деления шкалы или по показаниям манометра снижают давление в первой ступени до заданной величины. Одновременно проверяют давление и температуру воздуха во всех остальных ступенях. Необходимо следить за подачей охлаждающей воды, так как температура сжатого воздуха при работе со сниженной производительностью может быть несколько выше обычной во второй и последующих ступенях. При уменьшении производительности разность температур воды до и после каждой ступени компрессора не должна превышать 10—12 °С.
При пуске компрессора с пониженной производительностью отжимное приспособление заранее ставят в крайнее положение для полного отжатия пластин всасывающего клапана или в заданное положение по шкале. После достижения компрессором номинальных оборотов в первом случае указатель маховичка отжимного приспособления * ставят на требуемую отметку по шкале, а затем в обоих случаях производят корректировку заданной производительности по показаниям манометра, установленного после первой ступени. Пуск, обслуживание и остановку компрессора проводят как обычно.
В небольших и средних компрессорах производительность регулируется автоматически по изменению давления на линии нагнетания или в ресивере. В зависимости от принятой схемы производительность можно регулировать.
а) автоматическим отжатием пластин всасывающего клапана через пневматический регулятор и реле, смонтированные на его крышке и реагирующие автоматически на изменение давления нагнетания;
б) перекрытием с помощью пневматического регулятора клапана на всасывающем трубопроводе и перепуском газа из линии нагнетания в линию всасывания.
При повышении давления выше нормы срабатывает пневматический регулятор, воздух, преодолевая массу груза, приподнимает его и через открывшееся при этом отверстие поступает к пневматическому устройству комбинированного запорного клапана на линии всасывания. При движении вниз шпинделя пневматического устройства клапан перекрывает линию всасывания и одновременно клапан открывает байпасную линию. Монтаж и наладку регуляторов производят организации, монтирующие контрольно-измерительные приборы.
Индицирование компрессора. Индикаторные диаграммы снимают при испытании компрессора для более точного выявления возможных неисправностей в клапанах, сальниках и поршневых кольцах, для проверки действия регулирующих устройств и градуировки их шкал, а также для определения действительной производительности компрессора. Индицирование проводят при пуско-нала-дочных работах, проводимых по специальной программе.
Индикаторная диаграмма позволяет судить о всех фазах сжатия воздуха в данной полости цилиндра и нарушениях процесса. Диаграмму снимают с помощью механического индикатора давления. Индикатор имеет корпус, в котором закреплен цилиндр. Поршень перемещается под давлением воздуха в цилиндре, сжимает тарированную пружину и перемещает рычаг пишущего механизма, на конце которого закреплен карандаш, скользящий по бумаге на барабане. Последний вращается в одну сторону с помощью шнура, соединенного через ходоуменьшитель с крейцкопфом компрессора, и в другую — с помощью возвратной пружины.
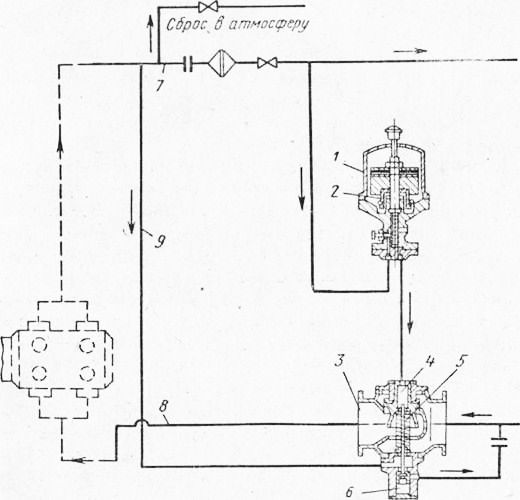
Рис. 78. Схема автоматического регулирования производительности компрессора:
1 — регулятор производительности; 2 — груз; 3 — комбинированный запорный клапан; 4 — пневмоустройство запорного клапана; 5 — клапан линии всасывания; 6 — клапан байпасной линии; 7 — линия нагнетания; 8 — линия всасывания; 9 — байпасная линия
Индикатор типа 50 (диаметр барабана равен 50 мм) рассчитан на минимальную частоту вращения компрессора до 500 об/мин при давлении до 1500 кгс/см2 и позволяет снимать диаграмму высотой 50 мм и длиной 90—120 мм.
Индикатор имеет пять комплектов сменных втулок и поршней, маркируемых по площади поршня 1/1, 1/2, 1/5, 1/20 и 1/50 для избыточных давлений соответственно 30, 60, 150, 600 и 1500 кгс/см2.
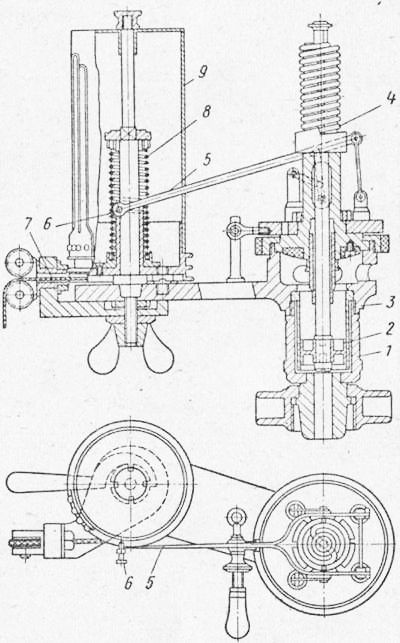
Рис. 79. Индикатор давления с цилиндрической пружиной
1 — цилиндр; 2 — поршень; 3 — корпус; 4 — тарированная пружина; 5 — рычаг пишущего механизма; 6 — карандаш; 7 — шнур; 8 —-возвратная пружина; 9 — барабан
Для передачи движения с крейцкопфа компрессора на барабан индикатора применяют роликовые ходоумень-шители. Такой ходоуменьшитель (рис. 80, а) имеет барабан, жестко соединенный с осью, на другом конце которой крепится на шпонке сменный ролик. Ось вращается в корпусе, рикрепленном к индикатору или к направляющей крейцкопфа компрессора. Барабан поворачивается с помощью шнура, скрепленного с крейцкопфом. Обратный ход барабана происходит под действием помещенной в него возвратной пружины. На сменный ролик надевают шнур для привода индикатора.
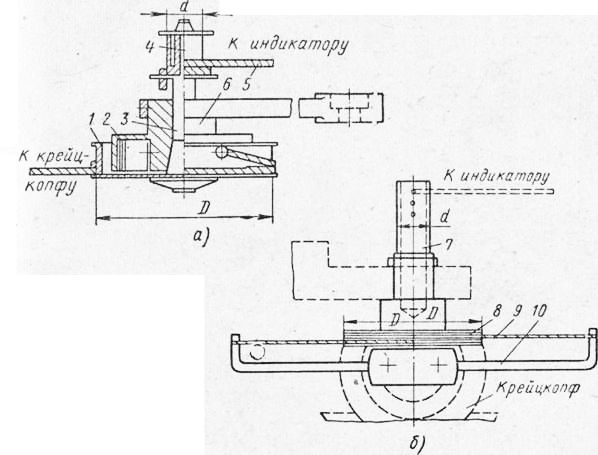
Рис. 80. Роликовые ходоуменьшители со сменным роликом (а) и со скобой (б):
1 8 — барабан; 2 — возвратная пружина; 3 — ось; 4 — сменный ролик; 5 — шнур; 6 — корпус; 7 — полый вал; 9 — тросики; 10 — ведущая скоба
Ходоуменьшитель другого типа (рис. 80, б) имеет полый вал, на котором с одной стороны установлен барабан, а с другой имеются отверстия для закрепления шнура индикатора. Вал вращается в стоике, закрепленной на направляющей крейцкопфа. На барабане закреплены тросики, которые другими концами соединены с ведущей скобой, присоединенной болтами к корпусу крейцкопфа.
Уменьшение хода в первом случае (рис. 80, а) определяется отношением диаметров барабана (D) и сменного ролика (d), во втором (рис. 80, б) — отношением диаметров барабана (D) и верхней части вала (d). Карандаш вычерчивает на бумаге индикаторную диаграмму — кривую линию замкнутого контура определенной формы. Перемещение карандаша индикатора по вертикали пропорционально деформации тарированной пружины, происходящей под давлением воздуха, поступающего в индикатор из цилиндра компрессора, а перемещение карандаша по горизонтали пропорционально пути, пройденному поршнем компрессора.
На нормальной индикаторной диаграмме (рис. 81) в определенном масштабе по горизонтальной оси отложены объемы засасываемого компрессором воздуха, по вертикали — соответствующее им давление сжатого воздуха. При движении поршня от точки вправо воздух
засасывается в цилиндр компрессора. Точка соответствует крайнему положению поршня, всасывание заканчивается и всасывающий клапан закрывается.
В точке при наибольшем давлении открывается нагнетательный клапан, давление несколько снижается, а затем почти не меняется до точки, соответствующей другому крайнему положению поршня, концу нагнетания и закрытию нагнетательного клапана. В начале движения поршня вправо давление воздуха в мертвом пространстве резко падает, и в точке создается разрежение, необходимое для открытия всасывающего клапана. Затем цикл повторяется.
Сопоставление диаграмм, снятых с работающего компрессора, с нормальной диаграммой позволяет по смещению характерных точек судить о возможных неисправностях и отклонениях. Наиболее характерные изменения индикаторных диаграмм (сплошная линия) компрессора по сравнению с нормальной (штриховая линия) показаны на рис. 82. При увеличенном мертвом пространстве открытие всасывающего клапана запаздывает и точка смещается вправо (рис. 82, а). То же происходит при запаздывании закрытия клапана нагнетания и его неплотностях (рис. 80, б), при этом в точке будет небольшой заостренный участок. Волнистость кривых около точек после открытия всасывающего и нагнетательного клапанов указывает на наличие сопротивлений во всасывающем и нагнетательном трубопроводах (рис. 82, в). Еще большая волнистость линий диаграммы после этих точек будет в случае пропусков газа между поршнем и цилиндром (рис. 82, г). Точка и начальная линия нагнетания смещается влево при неплотности всасывающего клапана (рис. 82, д). В последнем случае может не быть выступа в точке, характеризующего подъем давления, необходимого для открытия клапана. При слишком жестких пружинах клапанов точки смещены для всасывающего клапана вниз, так как для открытия требуется большее разрежение (рис. 82, а), а для нагнетательного клапана— вверх, так как для открытия требуется большее давление.
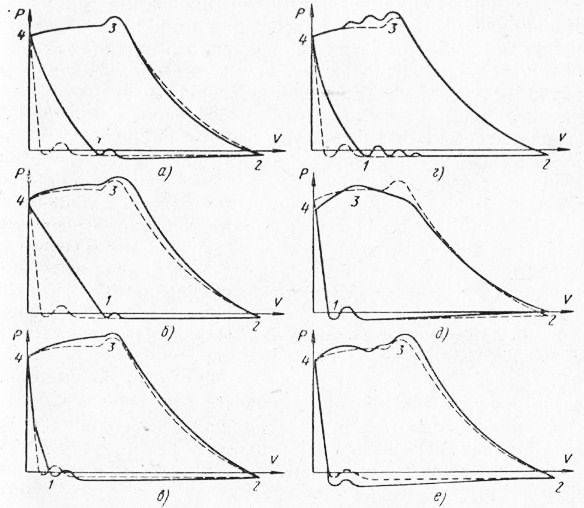
Рис. 82. Индикаторные диаграммы работающего компрессора:
а — при увеличенном мертвом пространстве; б — при запаздывании закрытия нагнетательного клапана и его неплотности; в — при сопротивлении в трубопроводах; г — при пропусках газа между поршнем и зеркалом цилиндра; д — при неплотности всасывающего клапана; е — при жестких пружинах клапанов
Индицирование производят при полной нагрузке и установившемся режиме работы компрессора (обычно через 2 ч после пуска). Газовые компрессоры индицируют при работе на азоте. Рекомендуется индицировать одновременно все цилиндры. Обязательно одновременное индицирование всех полостей одной ступени. Для‘установки индикатора пробки индикаторных штуцеров на цилиндрах заменяют индикаторными трехходовыми кранами. К верхней части крана присоединяют индикаторы и закрепляют гайкой. Для одновременного индицирования обеих полостей одной ступени их штуцера соединяют трубой с трехходовым краном в средней части, расположенным так, чтобы полости поочередно соединялись с индикатором и были отделены одна от другой.
Снимают не менее трех индикаторных диаграмм. На каждой отмечают время, номер и полость цилиндров, число оборотов, давление, масштаб пружины и марку поршня. По снятым диаграммам выявляют дефекты в работе клапанов и другие нарушения. Следует учитывать, что в процессе приработки поршневых колец. некоторые их неплотности исчезают. По площади диаграммы, частоте вращения компрессора и давлению определяют фактическую производительность компрессора (с учетом температурных поправок).
Для градуировки или проверки шкалы регулирующего отжимного приспособления индикаторные диаграммы снимают при максимальной, минимальной и нескольких промежуточных нагрузках. При каждом режиме отмечают положение указателя маховичка отжимного приспособления для последующей градуировки шкалы. Производительность при данном положении указателя в процентах от наибольшей производительности компрессора определяют по отношению длин линий всасывания диаграмм, снятых при данном и максимальном режимах.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Наладка компрессоров"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы