Строй-Техника.ру
Строительные машины и оборудование, справочник
Нарезание резьбы — это процесс прорезания на стержнях и в отверстиях канавок различного профиля, располагающихся по винтовой линии. Различают резьбы: наружные, нарезаемые на стержнях, и внутренние, нарезаемые в отверстиях.
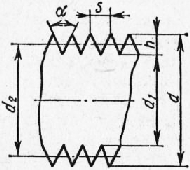
Во всякой резьбе имеются следующие основные элементы (рис. 59): профиль (очертания впадин и выступов в продольном сечении), наружный d, внутренний dt и средний d2 диаметры, угол профиля а, шаг S (расстояние между одноименными профилями двух соседних витков), высота профиля h.
В зависимости от профиля различают резьбы прямоугольные, треугольные, трапецеидальные, упорные и круглые; от направления винтовой линии— правые и левые; от числа винтовых линий — однозаходные и многозаходные.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
У правых резьб винтовая линия идет слева направо (по часовой стрелке), у левых — против часовой стрелки. В технике применяют главным образом правые резьбы.
Однозаходные резьбы используются там, где требуется надежное соединение, — для крепежных резьб; многозаходные (двухзаходные, трех-заходные и т. д.) — когда нужно быстрое перемещение при наименьшем трении (в механизмах, передающих движение).
Виды резьб. Резьбы подразделяются на цилиндрические и конические. К цилиндрическим резьбам относятся метрическая, дюймовая и трубная, трапецеидальная, прямоугольная и круглая, к коническим — коническая трубная и коническая дюймовая. Резьбы метрическая, дюймовая и трубная предназначаются главным образом для соединения деталей и называются крепежными, все другие резьбы — специальные.
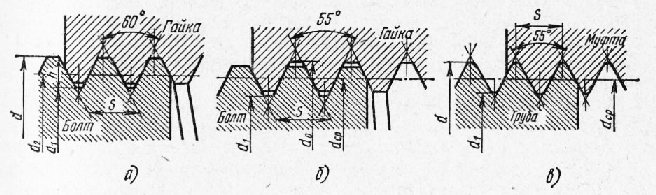
Резьбы метрическая, дюймовая и трубная находят самое широкое распространение в технике. Основной является метрическая резьба, которая имеет профиль в виде равностороннего треугольника с углом при вершине 60° (рис. 1, а). Применяется в основном для крепежных резьб: с крупным шагом — при значительных нагрузках и для крепежа (болтов, гаек, винтов); с мелким шагом — при малых нагрузках и тонких регулировках.
Дюймовая резьба имеет все размеры в дюймах, шаг выражается числом витков (ниток), приходящихся на 1 дюйм. Профиль треугольный с плоскосрезанными вершинами, с углом при вершине 55°.
Трубная цилиндрическая резьба имеет закругленные вершины, сопрягается без зазоров. За номинальный диаметр трубной резьбы принимается внутренний диаметр трубы (наружный диаметр резьбы
больше номинального на две толщины стенок трубы). Угол при вершине у трубной цилиндрической резьбы 55°. Нарезается на трубах и в деталях арматуры.
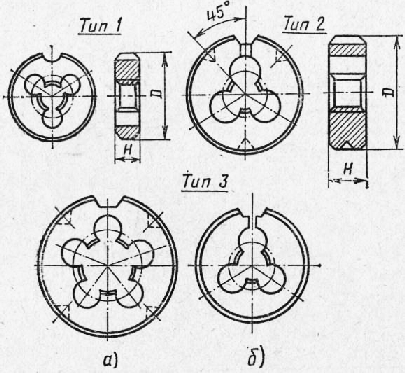
Инструменты для нарезания наружных резьб. Нарезание наружной метрической, дюймовой и трубной резьбы осуществляется плашками. Плашка представляет собой цельное или разрезное кольцо с резьбой на внутренней поверхности. Для образования режущих кромок и отвода стружки у них три (тип 1 и 2 для резьб диаметром 1—6 мм) или пять отверстий (тип 3 для резьб .диаметром свыше 6 мм).
У резьбы плашки различают коническую режущую часть (с двух сторон) и цилиндрическую калибрующую. Число витков на калибрующей части 3—5. Режущая часть прорезает резьбу, калибрующая — зачищает, калибрует ее.
Различают плашки цельные и разрезные. Последние прорезаются по перемычке и дают возможность регулировать в небольших пределах (0,1—0,3 мм) размер нарезаемой резьбы.
Круглые плашки изготовляют из стали 9ХС, ХВСГ, ХГСВФ, допускаются также Р9, Р18 и Р18Ф2.
На торце каждой плашки наносят: обозначение резьбы, класс точности резьбы (для плашек 3-го класса), марку стали (кроме стали 9ХС), для плашек с левой резьбой — букву Л.
Раздвижные призматические плашки состоят из двух половинок, которые называются полуплашками. Они имеют угловые направляющие для установки в косых клуппах. Дают возможность получить точную, чистую резьбу.
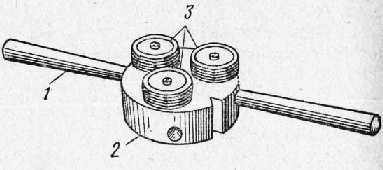
Резьбонакатными плашками (рис. 4) накатывают на металлических стержнях резьбы 2-го класса точности с помощью станков, а также вручную.
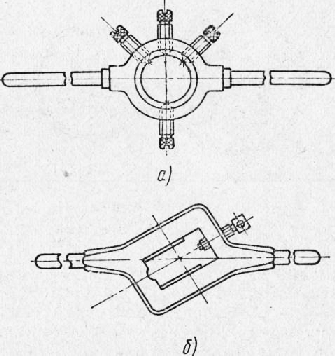
Техника нарезания наружных резьб. Резьбу нарезают вручную и на станках. Нарезание резьбы вручную плашками осуществляют при помоги воротков и клуппов. Рамка воротка (рис. 5, а) имеет форму круглой плашки. В отверстие рамки устанавливают круглую плашку и закрепляют тремя стопорными винтами. Четвертым винтом, входящим в разрез регулируемой плашки, устанавливают нужный размер резьбы.
Раздвижные плашки устанавливают в клупп с косой рамкой (рис. 5, б), у которой имеются две рукоятки. Обе полуплашки устанавливают в рамку. Регулировочным винтом сближают полуплашки и устанавливают их для получения резьбы нужного размера. Между крайней полуплашкой и регулировочным винтом вставляется сухарь, обеспечивающий равномерное распределение давления винта на полуплашки.
Нарезание наружной резьбы раздвижными плашками состоит в следующем. Заготовку болта или другой детали зажимают в тисках и смазывают маслом. Затем на конец заготовки накладывают клупп с плашками и регулировочным винтом сближают плашки так, чтобы они врезались в заготовку на 0,2—0,5 мм. После этого начинают вращать клупп, поворачивая его на 1—2 оборота вправо, затем на пол-оборота влево и т. д.
Затем клупп свертывают по резьбе в исходное положение, регулировочным винтом плашки сближают еще больше и повторяют процесс нарезания до получения полного профиля резьбы. После каждого прохода необходимо смазывать нарезаемую часть .заготовки. Нарезание резьбы цельными плашками производится за один проход.
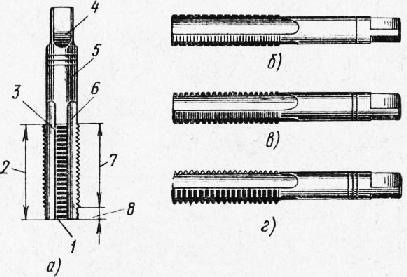
Инструменты для нарезания внутренних Резьб. Внутреннюю резьбу нарезают метчиком.
Метчик представляет собой стальной винт с продольными винтовыми канайками, которые образуют режущие кромки.
Рабочая часть разделяется на заборную и калибрующую части.
Заборной частью метчика называется передняя конусная часть выполняющая основную работу резания. Калибрующая часть служит для направления метчика в отверстии при нарезании и калибровке резьбы. Зубья резьбовой части метчика называются режущими перьями. Хвостовик служит для закрепления метчика в патроне или в воротке.
По назначению метчики подразделяются на ручные, машинно-ручные и гаечные, по числу инструментов — на одинарные и комплектные (комплекты из 2—3 шт.). У трехкомплектных метчиков первый метчик — черновой — снимает 60% металла, второй — средний — 30%, третий — чистовой — зачищает и калибрует
резьбу. В двухкомплектных метчиках первый снимает 2/3 припуска, второй (чистовой) — 1/3.
Материал для изготовления метчиков: машинно-ручных — сталь Р18 и Р9, ручных — У10А, У11А, У12А.
Техника нарезания внутренних резьб. Внутреннюю резьбу нарезают как на станках, так и вручную. Вручную резьбы нарезают при помощи воротка с квадратным отверстием. Заготовку или деталь закрепляют в тисках, а метчик — в воротке. Черновой метчик устанавливают вертикально в просверленное отверстие и при помощи воротка начинают его вращать по часовой стрелке с легким нажимом. После того как метчик врежется в металл, нажим прекращают и продолжают вращение.
Периодически проверяют положение метчика по отношению к верхней плоскости заготовки. При нарезании резьбы метчик следует поворачивать на 1—2 оборота по часовой стрелке, а затем на пол-оборота против часовой стрелки. Это делают для того, чтобы получающаяся при нарезании стружка дробилась и тем самым облегчалась работа.
После чернового метчика нарезание производят средним, а затем чистовым. Для получения чистой резьбы и охлаждения метчика при нарезании применяют смазку.
При нарезании резьбы в заготовках, изготовленных из мягких и вязких металлов (баббит, медь, алюминий), метчик периодически вывертывают из отверстия и очищают канавки от стружки.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Нарезание резьбы при слесарных работах в автомобилестроении"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы