Строй-Техника.ру
Строительные машины и оборудование, справочник
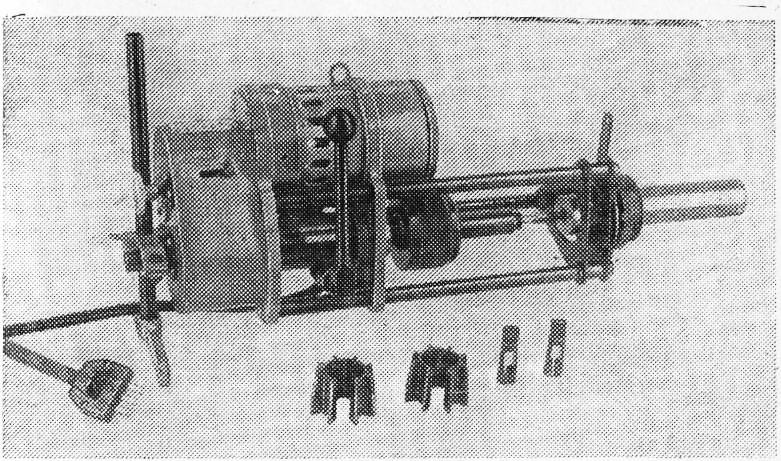
Станок для сверления отверстий в валах электродвигателей. Переносной станок, разработанный новаторами Б. А. Скворцовым и А. И. Демьяновым, предназначен для сверления и нарезания резьбы до М16 в валах диаметром 16-45 мм электродвигателей вентиляторов.
Станок состоит из электродвигателя, корпуса электродвигателя, планетарного редуктора, корпуса редуктора, системы зубчатой передачи, шпинделя, пиноли, направляющей штанги, фрикционного патрона, разрезной втулки, метчика, запорного кольца, зажимного цангового устройства, сменной цанги и специальной гайки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Питание электродвигатель получает от преобразователя частоты тока или от специальной сети переменного тока частотой 200 Гц и напряжением 36 В.
На переднем конце вала редуктора электродвигателя нарезана прямозубая шестерня, которая входит в зацепление с блоком планетарного редуктора. Фрикционный патрон предназначен для регулирования крутящего момента и крепления в нем сменных метчиков.
Устройство цангового зажима служит для крепления станка на валу электродвигателя и не допускает провертывание вала при сверлении и нарезании в нем резьбы. Состоит оно из зажима корпуса, сменной цанги, гайки, трех втулок и запорного кольца.
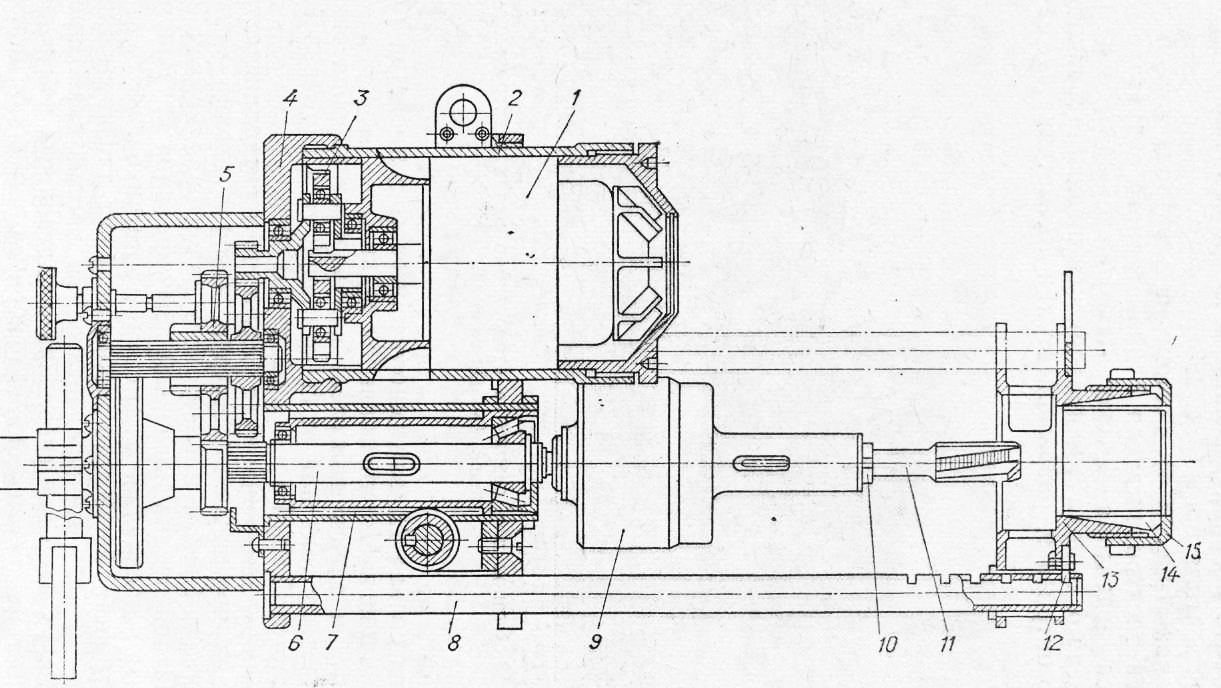
Направляющие штанги нужны для крепления на них зажимного цангового устройства. Упор служит для установки станка на уровне высоты центра вала электродвигателя и состоит из стойки с пятой и обоймой.
Станок устанавливают на вал электродвигателя и закрепляют посредством зажимного цангового устройства. Упор станка устанавливают на уровне высоты центра вала электродвигателя.
Для сверления отверстий в валу берут необходимое по диаметру сверло с коническим или цилиндрическим хвостовиком. Сверло с коническим хвостовиком устанавливается непосредственно в конусное отверстие шпинделя, а с цилиндрическим — закрепляется в патроне, который своим конусным хвостовиком вставляется в шпиндель.
Установленное сверло подводят к торцу вала, предварительно освободив крепление зажимного цангового устройства на направляющих штангах, выводя кольцевые выступы запорного кольца из пазов направляющих штанг и регулируя глубину сверления по шкале, прикрепленной к корпусу пиноли. Переключатель скоростей устанавливают на отметку.
Нарезание резьбы производится при помощи фрикционного патрона, на внутреннем цилиндре которого имеется шкала крутящих моментов для резьб М5 — М16. Для нарезания резьбы необходимо совместить риску на внешнем цилиндре с риской отметки резьбы на шкале внутреннего цилиндра патрона, а метчик вставить в цанговую втулку.
“Переключатель скоростей устанавливают в положение «резьба». Нажатием рукоятки вперед подводят патрон с метчиком к нарезаемому отверстию. Затем включают электродвигатель и, продолжая нажимать рукой на рукоятку, вводят метчик в отверстие и нарезают резьбу до необходимой глубины, затем переключателем изменяют вращение шпинделя на обратное, и метчик выходит из резьбы.
По окончании работы ключом ослабляют гайку цангового зажима и снимают станок с вала электродвигателя.
Внедрение переносного станка в производство значительно повышает производительность труда и улучшает условия труда рабочего.
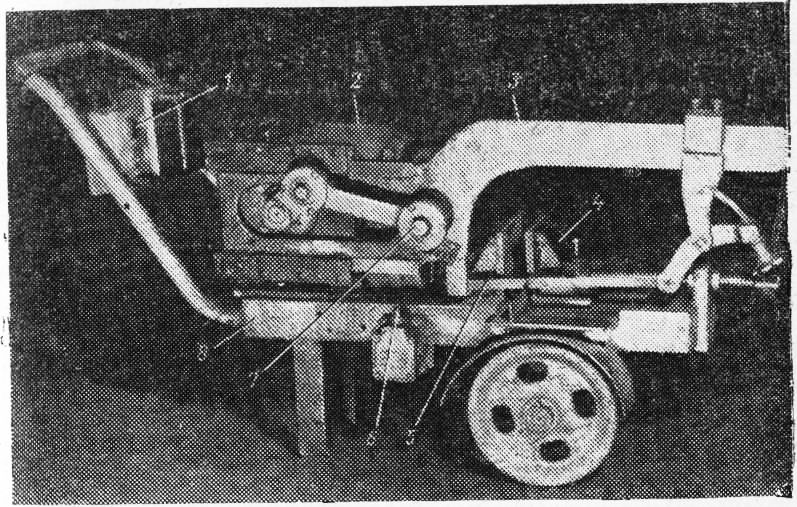
Передвижная электроножовка. При выполнении электромонтажных работ часто приходится разрезать трубы, уголковую сталь и другие материалы на месте монтажа. Для выполнения этих работ новатор Ю. А. Блинов внедрил в производство передвижную электроножовку с автоматическим отключением после окончания реза.
Электроножовка представляет собой передвижную тележку 8, на которой смонтирован ножовочный станок. Движение ножовочного полотна осуществляется от трехфазного электродвигателя (мощностью 1 кВт, с частотой вращения 1400 об/мин) через редуктор. Ножовочный станок состоит из следующих основных частей и деталей: держателя, ножовочного полотна, конусного механизма, зажимного приспособления, отключающего устройства и кнопки «Пуск-стоп».
Перед началом работы станок необходимо заземлить.
Внедрение в производство передвижной ножовки обеспечивает повышение производительности труда и улучшение условий труда электромонтажников.
Габаритные размеры: 1010×420×390 мм; масса 72 кг.
Станок для изготовления спиралей из нихрома. Изготовление длинных проволочных спиральных сопротивлений из нихромовой проволоки представляет собой достаточно сложную технологическую операцию.
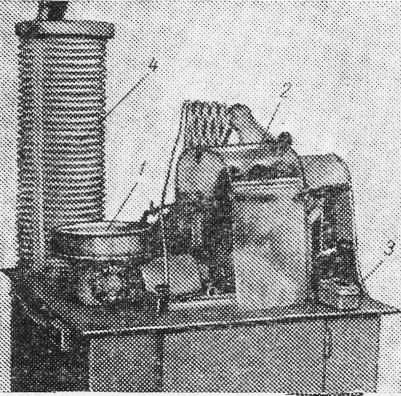
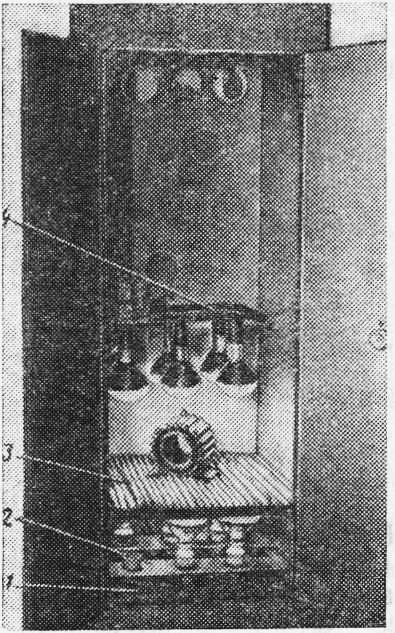
Чтобы значительно ускорить и упростить изготовление спиралей из нихромовой проволоки диаметром от 0,4 до 1 мм, применяемых в высоковольтных потенциометрах и масляных выключателях, новаторы А. П. Че-кунов и В. А. Титов разработали специальный станок (рис. 4).
На каркасе, сваренном из уголковой стали и обшитом стальными листами, укреплены электродвигатель с тормозным устройством, редуктор для изменения числа оборотов шпинделя станка, приемный барабан 1 для готовой спирали, устройство крепления катушки с нихромовой проволокой 2, пусковая кнопка 3 и защитный щиток, изготовленный из оргстекла.
Регулирование шага спирали осуществляется специальной конусной втулкой: чем больше конус, тем больше шаг, и наоборот.
Для изготовления спирали конец нихромовой проволоки с катушки закрепляется на имеющемся неболь-iijom шпинделе специальными захватами, которые поддерживают готовые витки спирали. Эти захваты направляют витки и не дают проводу запутаться. Наматывание спирали происходит с заранее установленным шагом с помощью регулируемой втулки. Благодаря тому, что захваты все время направляют движение готовой спирали, она свободно спадает в приемный барабан, в который укладываются один за другим готовые витки.
На рис. 4 слева показан фарфоровый шаблон
Витки готовой спирали укладываются в пазы шаблона, после чего замеряется их сопротивление.
Внедрение этого станка позволило резко улучшить качество ремонта высоковольтных масляных выключателей и повысить производительность труда.
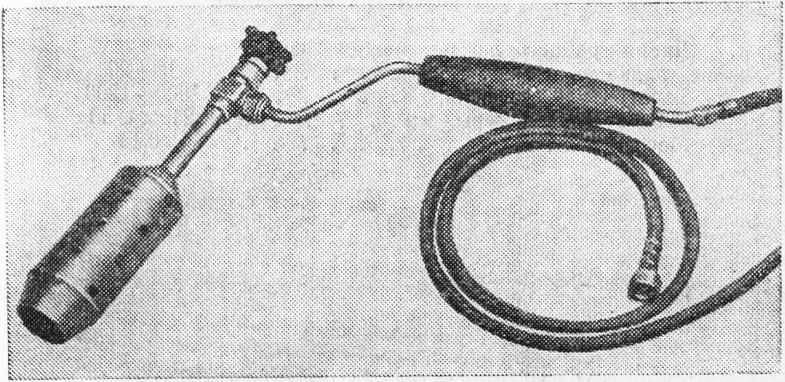
Малогабаритная газовая горелка. Для кабельных работ, разогрева замерзших трубопроводов вне зданий, нагрева полумуфт, нагрева роторных бандажей и других работ может быть применена малогабаритная горелка пистолетного типа (рис. 257). Горелка работает от баллонов емкостью 0,7 и 1,5 кг. Потребление газа 0,25 кг/ч.
Малогабаритная горелка, внедренная новатором Н. Ф. Голубевым, проста по своей конструкции и удобна в работе.
При снятии и натяжении роторных бандажей, а также при кабельных работах применение газовых горелок повышает производительность труда на 40%.
Масса горелки 0,65 кг.
Малогабаритная паяльная лампа конструкции В. М. Доробы предназначена для производства пайки в любых условиях.
Паяльная лампа состоит из латунного корпуса, латунного колпачка, латунной крышки и резиновой прокладки. В торце тонкостенного корпуса (толщина стенки 0,3 мм) имеется отверстие диаметром 0,25 мм.
Пайка производится следующим образом. В корпус наливают бензин и закрывают крышкой. Поджигают кусок бумаги и подносят к торцу паяльной лампы. При нагреве латунного корпуса бензин расширяется и выходит через отверстие в торце корпуса тонкой распыленной струей.
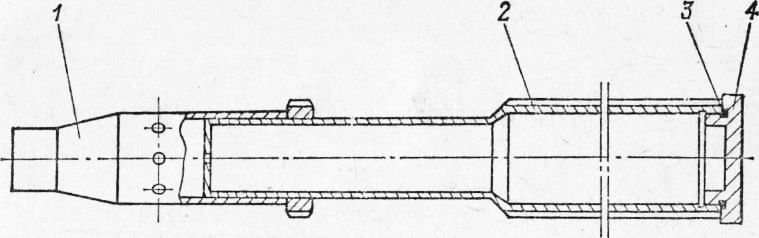
К отверстию подносится огонь, образуется пламя, которое регулируется колпачком. Таким образом в течение 20 мин можно производить пайку в любом месте. При необходимости снова заливают бензин, и снова можно выполнять работы по ремонту электрооборудования.
Паяльная лампа весьма проста по своей конструкции, удобна в работе, а главное, при помощи лампы можно производить пайку в любом месте.
Зарядка паяльной лампы производится бензином марки Б-70.
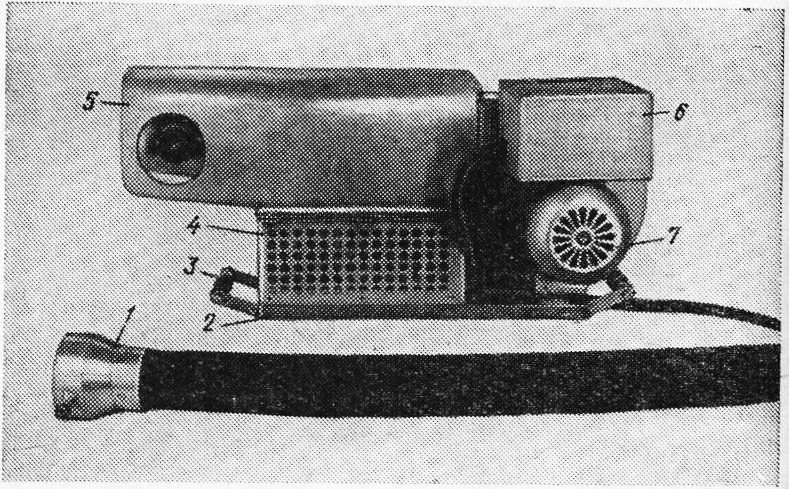
Электрокалорифер (рис. 7) предназначен для сушки при ремонте и монтаже электрооборудования. Он представляет собой переносное устройство, состоящее из вентилятора с электродвигателем, двух секций электронагревательных элементов, двухканального кожуха, дроссельной заслонки, рукава и основания в виде рамы, на которой смонтированы указанные узлы.
Воздух, нагнетаемый вентилятором, поступает в полости, образуемые двухканальным кожухом. Во внутренней полости установлены две секции электронагревательных элементов. В зависимости от количества включенных секций в этой полости осуществляется нагрев воздуха до требуемой температуры. Полость, образуемая между внутренним и наружным отсеками, служит теплоизоляцией. С помощью дроссельной заслонки, расположенной в горловине кожуха, осуществляется регулировка напора и температуры воздуха на выходе калорифера. Для подачи теплого воздуха в труднодоступные места калорифер снабжен дюритовым рукавом, который в необходимых случаях подсоединяется к горловине.
Для удобства при транспортировке к основанию калорифера приварены две ручки.
Сушильный шкаф. После изготовления секции обмотки или катушки из обмоточного провода ее обрабатывают лаками и компаундами. Хорошо пропитанные волокнистые материалы после высушивания становятся монолитными, более теплостойкими и менее гигроскопичными. Электрическая и механическая прочность их значительно повышается. До и после пропитки обмотки подвергают просушке в шкафах, для того чтобы удалить из изоляционного материала впитавшуюся влагу.
Наиболее распространенным типом сушильных шкафов является шкаф с циркуляцией воздуха. Воздух, засасываемый вентилятором извне, прогоняется через электрокалорифер. Создание рабочей температуры осуществляется электрическим или паровым обогревом.
Новатор В. Е. Герасимов внедрил в производство сушильный шкаф для сушки обмоток электрических машин и катушек аппаратов излучением, испускаемым нагретыми телами.
Сушильный шкаф представляет собой камеру. Каркас изготовлен из листовой и профильной стали. В средней части камеры вмонтирована решетчатая подставка (стол), загружающаяся изделием для сушки после пропитки.
В верхней и нижней частях камеры расположены зеркальные лампы типа ЗС-500, которые выделяют большое количество тепла. Зеркальные лампы ввинчиваются в патроны, которые крепятся к панелям рамок, причем верхняя рамка может передвигаться вверх и вниз, тем самым регулируется температура нагрева изделий. При приближении рамки с лампами к изделию на расстояние до 300 мм затрачивается минимальное время на сушку обмоток электродвигателей.
Частичное удаление воздуха, насыщенного парами растворителя, осуществляется через верхние отверстия. Подсос свежего воздуха происходит через отверстие, расположенное в нижней части сушильного шкафа. Во время сушки изделий материал соприкасается с нагретым газом и происходит конвективный способ сообщения тепла.
В процессе сушки обмоток статоров электродвигателей периодически измеряется сопротивление изоляции. Сначала сопротивление резко падает из-за нагрева обмотки, затем, по мере высушивания, медленно повышается и по достижении определенного значения дальше не увеличивается.
Питание сушильного шкафа осуществляется от сети переменного тока 220 В.
Габаритные размеры: 1780X750X650 мм; масса 115 кг.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Некоторые устройства и механизмы для ремонта электрооборудования"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы