Строй-Техника.ру
Строительные машины и оборудование, справочник
Чем защищают водоводы гидроэлектрических станций, расположенных в горах?
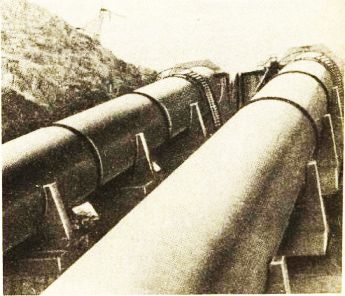
На некоторых станциях вода поступает в гидротурбины по специальным водоводам, шероховатость внутренних поверхностей которых оказывает значительное влияние на эффективность работы турбин. Поскольку при монтаже и эксплуатации коррозионные разрушения и шероховатость труб увеличиваются, внутренние их поверхности защищают битумными, полиуретановыми, хлоркаучуковыми, эпоксиднопековыми, цинк-силикатными и другими лакокрасочными материалами. Ниже приведены значения шероховатости в зависимости от состояния внутренней поверхности труб перед монтажом водоводов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 4.6. Водоводы гидроэлектростанций
При хранении трубы покрылись коррозией равномерного характера 0,15 — 0,4 Поверхность труб, очищенных после длительной эксплуатации …. 0,1—0,2 Трубы покрыты противокоррозионной эмалью битумного типа . . . 0,01—0,02 Трубы с битумным покрытием после эксплуатации……..0,08 — 0,1
Водоводы, по которым поступает вода минерализованная (1,3 г/л хлоридов, 1 г/л сульфатов, 4—8 г/л кислорода) при температуре от 5 до 30 °С, морская обычная (13,6 мг/л хлористых солей) или морская концентрированная (45 мг/л хлористых солей), нагретая до 45 °С, защищают толстослойными покрытиями эпоксидно-пековыми, хлоркаучуковыми, цинк-силикатными, эпок-сидно-этинолевыми, на основе хайпалона.
Введение в краски эпоксидно-этинолевые стеариновой кислоты или цетилдиметилбен-зиламмония хлорида (ЦДБАХ) 0,2% массы пигмента значительно улучшает качество покрытия.
Какие отвердители и ПАВ применяют при окрашивании влажных поверхностей оборудования и металлоконструкций?
При окрашивании влажных поверхностей, пазов затворов глубинных камер, смотровых шахт, решеток различного назначения, затворов водосливных шахт, опор, балок, ворот шлюзов можно использовать эмали ЭП-526, ЭП-755, ЭД-16 с отвердителем И-6М, грунтовки ХС-068, КЧ-098, эмали ХС-510, ХС-710, КЧ-11 — 08 с ДГУ. Кетимины И-6М и аналогичные им относятся к скрытым отвердителям, улучшающим защитные свойства покрытия.
Введение таких ПАВ, как хлорид АБДМ, МБУ (монобутилуретан), ТЭАМ (триэтанола-миновое мыло олеиновой кислоты), ухудшает покрытия. В краски можно вводить следующие ПАВ: 40% И-6М + 2% УП606/2; 30% И-6М + 10% АФТ; 1% ИП-1; количество их рассчитано на сухую смолу; в грунтовочные покрытия также вводят эти добавки.
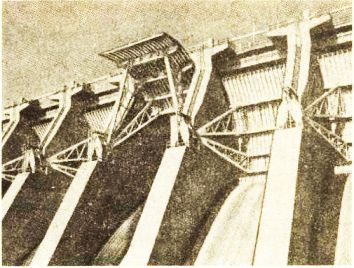
Рис. 2. Затворы водосливных устройств на плотинах
Какие импортные краски используют при окрашивании гидроэлектрических станций?
Покрытия для консервации крупногабаритных конструкций АЭС при монтаже и защита реакторов.
Крупногабаритные конструкции, хранящиеся на открытом воздухе, защищают эмалями типа ХВ-114, содержащими присадку «Акор-1». Высохшая пленка покрытия из двух слоев эмали ХВ-114 с присадкой и одного слоя без присадки защищает конструкции не менее пяти лет. Влагопроницаемость пленки через пять лет увеличилась с 0,208 до 0,214 г/(м2 сут).
Покрытия, применяемые для защиты реакторов, должны выдерживать воздействие температуры около 300 °С, что ограничивает выбор материалов. Даже у наиболее теплостойких кремнийорганических материалов потеря массы за 5000 ч составляет 11,5-17,5%.
Лучшие результаты получаются при комбинированной защите, когда покрытие наносят по слою алюминия, толщина которого составляет 0,2 — 0,25 мм.
Такие покрытия, как ВН-30Н, КО-198, КО-821, КО-826, ТЭС-1 и аналогичные им, быстро теряют плотность, растрескиваются и утрачивают защитные свойства.
Каково влияние гамма-излучений на лакокрасочные покрытия?
На АЭС защитные и декоративные покрытия неизбежно подвергаются облучению. Покрытия на основе хлорсульфированного полиэтилена начинают разрушаться после облучения дозой 5-10® МДж/кг, эпоксидные покрытия при 10’ Дж/кг и более. Модифицирование полиэфирами на основе фенилгли-цидилового эфира, каменноугольным пеком, эпоксидно-анилиновой смолой повышает радиационную устойчивость эпоксидных композиций.
Какие покрытия наиболее устойчивы в условиях радиации?
Очень устойчивы фторлоновые лаки и эмали. Качество этих материалов (физико-механические, диффузионные и защитные свойства) зависит от правильности формирования покрытия, т. е. от равномерности выдерживания его при заданной температуре и охлаждения не более чем на 1 °С за 2 мин.
Для фторлоновых покрытий надо учитывать их адгезию к покрытиям, используемым в качестве грунтовок. Адгезия фторлоновых лаков к эпоксидной шпатлевке ЭП-0010 составляет 16,9 — 17,7 кгс/см2, к грунтовке КЧ-034 19,8 — 21,4 кгс/см2, к грунтовке ВЛ-02 23,3 — 24,7 кгс/см2, к эмали ВЛ-515 30,1 -30,9 кгс/см2.
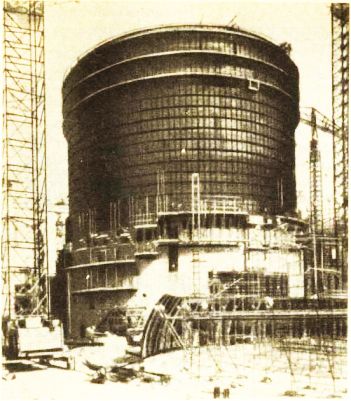
Рис. 3. Энергоблок АЭС в период монтажа
Каков принцип использования снимающихся покрытий?
Дезактивирующие растворы разрушают защитное покрытие. После нескольких обработок ими покрытие уже не поддается очистке, что заставляет полностью заменять его. Используя снимающиеся покрытия, удаляют верхний разрушившийся слой, открывая новый незагрязненный. Такую операцию можно повторить два — три раза, что соответственно увеличивает срок эксплуатации без перекрашивания. Срок службы эмалей, подвергающихся действию насыщенных паров дезактивирующих растворов при 60 °С, приведен ниже.
Какие покрытия применяют для защиты энергетических реакторов?
Реакторы, баки биологической защиты и различное оборудование, подвергающиеся радиационному облучению, очень трудно защитить с помощью лакокрасочных покрытий на длительное время, особенно если покрытия находятся в воде.
Защиту усиливают путем металлизации алюминием. Эксплуатируемые в воде изделия из перлитных сталей эмали ВЛ-515 и ЭП-525 защищают не более 1,5 лет. Применив металлизацию алюминием, срок защиты увеличивают до 4,5 — 7 лет.
Как защищают оборудование очистки воды на тепловых электростанциях?
В системе водоподготовки наиболее быстро разрушаются катионитовые фильтры, постоянно подвергающиеся действию 10%-ного раствора хлористого натрия, 2,5—5%-ного раствора серной кислоты, щелочных растворов, коагулянта, известковой воды с рН = 8,5 4 10,5 при 40 °С, кислорода, углекислоты.
Механические и натрийкатионитовые фильтры, расходные бачки, баки для воды, мешалки для коагулянта защищают несколькими способами.
1. Эпоксидную шпатлевку разводят растворителем Р-40 до вязкости 25 — 40 с и наносят на защищаемую поверхность, после чего сварные швы покрывают этой же шпатлевкой, содержащей 30% мелкой асбестовой пыли. Общая толщина покрытия на ровных участках должна быть в пределах 500 — 600 мкм, на сварных швах 550—700 мкм.
2. Наносят два слоя грунтовки ХС-010 и наклеивают слой хлориновой ткани, пропитанной лаком ХВ-784. На подсохшую ткань торцовой кистью наносят слой указанного лака. Когда покрытие высохнет, наносят три — четыре слоя лака ХВ-784, добиваясь получения ровного блестящего слоя.
Как защищают баки горячего конденсата?
Теплосиловое оборудование — баки дренажные, резервные, сборные, уравнительные и др.— подвергаются интенсивной коррозии под воздействием горячей воды температурой 70—155 °С, содержащей соли (рН = 6 -н 10,5), кислород, углекислоту. Защитные покрытия должны обладать устойчивостью в перечисленных условиях, выдерживать толчки и вибрацию.
Для баков с горячей водой температурой 80—100 °С и рН = 7 — 8 предусматривают четыре —пять слоев эмали ВЛ-515 толщиной не менее 150 мкм. Каждый слой при 20 °С сушат 24 ч, а все покрытие не менее 10 сут. Оно устойчиво до 12 мес.
Баки с конденсатом температурой 100 — 110 °С можно защищать этинолевой краской ЭКГ-20 (80% лака, 20% графита), наносимой четырьмя — пятью слоями общей толщиной не менее 200 мкм. Сушат покрытие так же, как указано выше. Покрытие обеспечивает защиту в течение 24—30 мес.
При температуре воды 110—115 °С в баках наносят три — четыре слоя эмали ФЛ-412 толщиной не менее 180 мкм. Сушат покрытие аналогичным способом. Покрытие устойчиво до 24 мес.
Баки, в которых вода температурой 150 °С находится под давлением 6 МПа, защищают четырьмя — пятью слоями эмали ФЛ-412 общей толщиной не менее 220 мкм. Каждый слой эмали сушат при 20 °С не менее 72 ч. Окончательная сушка не менее 10 сут.
Какими покрытиями защищают деаэраторы?
При эксплуатации деаэраторы подвергаются интенсивной коррозии, вызываемой действием горячей воды, содержащихся в ней солей, пара, кислорода и углекислоты. Окрашивание снижает интенсивность коррозионных процессов, уменьшает содержание окислов железа в питательной воде и предотвращает возможность аварии паровых котлов.
Какие защитные покрытия предусматривают для опреснителей и низковакуумных испарителей?
Опреснители морской или сильно засоленной артезианской воды окрашивают по следующим схемам:
— опреснители для приготовления воды питьевой — один слой грунтовки циклокаучуковой КЧ-034, десять слоев эмали СП-ХСПЭ-5 (из хайполона), общая толщина покрытия 200 мкм;
— опреснители для получения воды технической — двумя слоями грунтовки, состоящей из 85% смолы ЭД-6 и 15% цинковой пыли, пятью слоями краски СП-ЭК-4 (эпоксидный лак ЭП-730 и каменноугольный лак в соотношении 1:1), общая толщина покрытия 300 мкм.
Эмаль-краску сушат 24 ч при 20 °С и 1,5-2,5 ч при 80 °С. Взамен лака ЭП-730 можно использовать смолу ЭД-6.
Испарители, работающие при давлении 0,05 МПа, когда морская вода закипает при 45 °С, окрашивают по одной из схем:
— один слой грунтовки цинк-эпоксидной (85% смолы ЭД-6, 15% пыли цинковой), два слоя шпатлевки ЭП-0010, три слоя лака эпоксидного ЭП-730;
— один слой грунтовки цинк-эпоксидной, два слоя шпатлевки ЭП-0010, два слоя эмали эпоксидной белой, два слоя лака эпоксидного ЭП-730 горячей сушки.
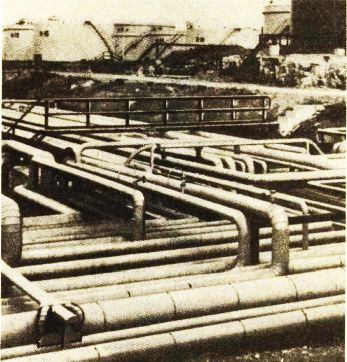
Рис. 4. Наружная окраска труб разного назначения
Как защищают бункера для подачи твердого топлива?
Влажный уголь, прилипая к стенкам бункера, образует комья и глыбы, нарушающие равномерную подачу топлива в топки. Для устранения этого стены бункера покрывают специальным покрытием, состав которого (в массовых долях) приведен ниже.
Каждый слой сушат 24 ч. Все покрытие выдерживают до эксплуатации не менее 10 сут.
Какие покрытия применяют для защиты трубопроводов?
Трубопроводы для подачи технической воды, нагретой до 50 °С, покрывают слоем шпатлевки ЭП-0010 вязкостью 20—30 с. Через 24 ч на нее наносят три слоя эмали ЭП-525, каждый из которых сушат 24 ч. Окончательная сушка покрытия не менее 10 сут.
Трубопроводы для горячей воды температурой 200 °С защищают четырьмя слоями покрытия, состоящего из шпатлевки ЭП-0010 и графита. В первый слой вводят 10% графита, во второй 15%, в последующие 25%. Трубы сушат при 18 —22 °С в течение 24 ч, а затем при 80 —90 °С 1,5 — 2 ч.
Как очищают окрашенные поверхности от загрязнений?
Выбирая схемы защитно-декоративного покрытия, необходимо учитывать, как долго оно защищает от пылевидных загрязнений размерами 5—50 мкм и как просто и быстро можно очистить покрытие от загрязнений.
В ходе исследования установлено, что при очистке на алкидно-нитроэпоксидных покрытиях остается 36% загрязнений, на масляно-алкидных 1%, пентафталевых около 6%, перхлорвиниловых до 47%. Степень очистки зависит от типа загрязнений. Мелко раздробленный кварцевый песок, слюда, окислы железа (глины) можно удалить на 75 — 80%, сажу —на 98%, мелкие металлические опилки — на 74%.
Очистку производят моющим раствором МЛ-40, водными растворами, содержащими 0,5% ПАВ или 0,5% фосфата натрия и 0,25% сульфанола. В раствор МЛ-40 входят синтанол ДС-3 или ДС-10 и хлорированный керосин, не гидролизующийся в воде. Этот раствор обладает ресорбционными свойствами, препятствующими загрязнению очищенной поверхности.
Даже незначительные следы минеральных масел для смазок резко увеличивают быстроту и интенсивность загрязнения поверхностей и усложняют очистку. Больший эффект получают, нанеся очищающий раствор на поверхность за 5 — 10 мин до начала работы.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Оборудование и конструкции на гидроэлектрических, атомных и тепловых электрических станциях"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы