Строй-Техника.ру
Строительные машины и оборудование, справочник
Какова интенсивность коррозионных разрушений конструкций метрополитена и какие покрытия применяют для их защиты?
Не защищенные металлические конструкции метрополитена корродируют со скоростью 0,7 — 1 мм/год. Средняя скорость разрушения тюбингов в тбилисском метро 0,2—0,3 мм/год или 4,3 — 6,5 г/(м2 * сут). В шахтах метро влажность колеблется в пределах 60 — 100%, температура составляет 6 —20 °С, иногда отмечается содержание сероводорода от 8 до 52,2 мг/л.
Коррозии подвергаются рельсы, трубы, кронштейны крепления проводов, желоба стока воды, двери вентиляционных шахт и т. п. В целях ее предупреждения требуется применять усиленные схемы защиты, фосфатирование, протекторные грунтовки и толстослойные покрытия. При подкрашивании покрытий на смонтированном оборудовании или перекрашивании эксплуатируемого оборудования недопустимо производить очистку обычными техническими способами удаления ржавчины. В этом случае через 2—3 мес начинается интенсивное ржавление. Очистку необходимо выполнять с использованием модификатора ржавчины (MP).
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Как защищают конструкции и оборудование на комбинатах по добыче калийных солей?
Поскольку конструкции и оборудование на калийных комбинатах подвергаются интенсивной коррозии, их необходимо защищать, используя лакокрасочные материалы, устойчивые к действию солей. При перекрашивании обязательно удаляют основную массу ржавчины механическим путем, промывают поверхность и обрабатывают MP с фосфорной кислотой, например ПРЛ-2 и др. Защитные покрытия наносят общей толщиной до 200 мкм. В качестве противокоррозионных покрытий используют эмали на сополимерах винилхлорида, хлор-каучука, производных фурана.
Как подготовляют и окрашивают металлоконструкции, эксплуатируемые в шахтах?
Перед окрашиванием конструкции и оборудование очищают, обрабатывают MP. Механизмы и конструкции для горнопроходческих работ эксплуатируются в очень жестких условиях: при 100%-ной влажности, в воздухе, содержащем 60 — 250 мг/л пыли разрабатываемой породы и до 1% сернистых газов. Шахтные воды могут быть кислыми (рН = 3 4 6, до 300 мг/л серной кислоты) или щелочными.
Оборудование для горнообогатительных работ эксплуатируется при 100%-ной влажности, в атмосфере, содержащей 0,1 — 5 мг/л сернистых соединений. На оборудование периодически попадают растворы с рН = Зн-10. Один раз за смену его моют водой под давлением 0,3 — 0,4 МПа. В этих условиях покрытия ПФ-115, ПФ-133, ХВ-16, ХВ-124 не выдерживают гарантийного срока эксплуатации. В табл. 4.5 перечислены покрытия с хорошими декоративными свойствами, пригодные для механизмов и оборудования, используемых при горнопроходческих и горнообогатительных работах.
При окрашивании машин для добычи угля и различных кранов применяют эмали оранжевого цвета ХВ-16, ХВ-124, ХС-119, ХВ-785 и др., готовые или изготовляемые на месте. Принципиальные схемы защиты предусматривают нанесение двух слоев грунтовок ХС-059, ХС-050, ХС-010 и трех – пяти слоев эмалей ХВ-16, ХВ-113, ХС-119, ХВ-124, ХВ-785 и аналогичных им.
Каково влияние на покрытия электродвигателей условий эксплуатации в шахтах?
Максимальная скорость коррозионного износа электрооборудования в шахтах достигает 11 мм/год. Средняя глубина коррозионных разрушений 0,2 мм/год.
Какие модифицированные покрытия используют для защиты шахтных конструкций от коррозии?
Основное требование к покрытиям конструкций или механизмов, эксплуатируемых в шахтах,— устойчивость в проточных водах с рН = 1 г 10 не менее трех лет, а в теплой влажной рудничной атмосфере — не менее шести лет. В этих условиях хорошую устойчивость показали покрытия эпоксидно-пековые (смола ЭД-5 + каменноугольный лак в соотношении 1 : 5), эпоксидно-битумные и эпоксидно-этинолевые с соотношением смолы ЭД-5 к соответствующему лаку 1 :4. Во все композиции вводили 20% молотого вулканического туфа.
Указанному требованию удовлетворяет композиция БТЭП-20, содержащая 20% смолы ЭД-16 и 80% каменноугольного лака. Масса пленки композиции за 30 сут в кислой среде увеличилась на 5%, а в щелочной — на 1,25%. Глубина подпленочной коррозии составила 2-10~’ мм/год [14]. Наиболее устойчивыми во всех шахтных средах оказались этинолево-эпоксидные композиции ВНЭП-50 и ВНЭП-75 (содержащие 50 и 75% эпоксидной смолы ЭД-16). Композиция ВНЭП-10, ВНБТ-10 (с 10% каменноугольной смолы) и ВНХВ-10 (с 10% эмали ХВ-785) хорошо выдерживают действие щелочных растворов, но разрушаются кислыми растворами.
Введение в указанные композиции сухого железного сурика понижает их водо-набухаемость и повышает защитные свойства. Покрытие наносят тремя слоями толщиной не менее 110 мкм по негрунтован-ной поверхности. Из MP можно применять только П-1Т.
Композиции ВНТБ-25, ВНТБ-50 и ВНТБ-75 используют для защиты металлоконструкций, подвергающихся воздействию шахтных вод, для защиты армировки стволов, шахтных надстроек, копра. Для этих же целей приемлема эпоксидно-хлоркаучуковая композиция КЧ-1, содержащая эмаль КЧ-749 и смолу ЭД-16 в соотношении 10 :1, наносят ее четырьмя слоями. Достаточно хорошие результаты получены при использовании композиции из лака ХВ-784 на основе сополимера винилхлорида и каменноугольного лака.
Какие лакокрасочные покрытия применяют при окрашивании оборудования и конструкций в условиях повышенной влажности?
Когда ремонт и окрасочные работы ведутся при повышенной влажности, следует использовать эмали, состоящие из 28,5% смолы ЭД-16 или ЭД-20, 40% каменноугольного лака, 23,5% микроталька, 2% меламиноформальдегидной смолы, 6% толуола, отверждаемых кетиминами, относящимися к скрытым отвердителям.
Можно ли на эксплуатируемых в шахтах конструкциях и изделиях вместо одного — двух слоев грунтовки применить только фосфатирование, после чего нанести эмаль или битумный лак?
Изделия, не подвергающиеся атмосферному влиянию и длительному действию влаги, можно окрашивать алкидными эмалями ПФ-115, ПФ-223, ГФ-156, ПФ-167 непосредственно по фосфатированной поверхности.
Для изделий и конструкций, эксплуатируемых в шахтах, следует обязательно применять грунтовки даже на фосфатированных поверхностях. Грунтовки выбирают в зависимости от условий эксплуатации и степени агрессивности шахтных вод.
Битумные лаки наносят по фосфатированной поверхности без грунтовки тремя — четырьмя слоями и сушат их при повышенной температуре.
Оборудование и конструкции на предприятиях металлургических, коксохимических и сланцеперерабатывающих.
Каковы характер промышленной атмосферы металлургических заводов и ее влияние на незащищенный металл и лакокрасочные покрытия?
Атмосфера металлургических заводов насыщена большим количеством паров влаги и содержит окислы серы (0,150—0,340 мг/м3), сероводород (0,042—0,084 мг/м3), окислы азота, пары соляной кислоты и другие загрязнения ; температура аппаратов и оборудования повышенная. Это способствует быстрому разрушению покрытий и интенсивной коррозии. Средняя скорость коррозии при 90%-ной влажности у грануляционного бассейна составляет 0,287 г/(м2 * ч), вблизи доменных печей 0,230 г/(м2-ч), на остальной территории завода 0,161 г/(м2 * ч), в городе на расстоянии 1,5 км от завода 0,043 г/(м2 ч).
В связи с этим при выборе схемы защиты оборудования и конструкций исходят из содержания загрязнений, влажности и температуры, а кроме того, учитывают эффективность покрытия, стоимость и доступность материалов.
В условиях малой загрязненности используют эмаль ПФ-1189, наносимую по грунтовке ХС-010, ХС-068, ХВ-050. Схема покрытия из слоя грунтовки и двух слоев эмали защищает оборудование в течение 12—14 мес. Более высокими защитными свойствами (24 — 30 мес) обладает схема покрытия из двух слоев грунтовки АК-070 и двух слоев эмали ХС-5146.
Какие материалы и схемы покрытий применяют при окрашивании конструкций и сооружений металлургических предприятий?
Металлические конструкции доменных печей окрашивают битумными лаками БТ-577, эмалями БТ-1141 с 5-10% алюминиевой пудры или чистыми, эмалями ХВ-16, ХВ-124, ХВ-110 и др. Для окрашивания лебедок и распределителей шахты служат эмали ХС-510, ХВ-533, ХВ-724, ХВ-1149 и др.
На период хранения, транспортировки или монтажа конструкций используют грунтовку ПН-0221 дивинилстирольного типа, обладающую лучшими свойствами, чем ГФ-020 или ГФ-021, и эмаль ХС-119, которую можно наносить также по грунтовкам ХС-059, ГФ-021 и ПФ-021. В отдельных случаях применяют грунтовку ЭФ-0121, значительно реже — фурановые покрытия ФФСК-2 и ЭФ-1, обладающие хорошей устойчивостью в агрессивных средах, характерных для металлургических предприятий.
Конструкции, нагревающиеся при эксплуатации выше 100 °С, защищают органосиликатным материалом ВН-30, отверждае-мым ПБТ (полибутилтитанатом) или ТБТ (трибутилоксититанатом). Такое покрытие, высушенное при 200 °С, обеспечивает защиту на три — четыре года. Модифицированная попиуретановая эмаль ХВ-794, наносимая при температуре 10— 30 °С и влажности до 85%, надежно защищает конструкции и оборудование несколько лет.
Какие покрытия наиболее пригодны для защиты стальных дымоотводящих и вентиляционных труб и зонтов?
Защита стальных дымоходов представляет сложную задачу. Высокая температура отходящих газов, агрессивная атмосфера, осадки способствуют быстрому разрушению покрытия. В этом случае лучшей пигментной частью служит смесь равных частей алюминиевой пудры и графита. В табл. 4.10 приведены данные, характеризующие свойства покрытий для дымовых труб.
Вентиляционные трубы и зонты окрашивают в зависимости от условий их эксплуатации: трубы для удаления незагрязненного воздуха температурой не выше 60 °С — битумными лаками БТ-577, БТ-542, БТ-1141 или ПФ-170 с 10—15% алюминиевой пудры; трубы для отвода незагрязненного горячего воздуха (200 — 210 °С) — тремя слоями лака ПФ-170 или натуральной олифы с алюминиевой пудрой. Реже используют битумные лаки указанных марок.
Трубы, зонты и узлы вентиляционных систем, по которым удаляют воздух, загрязненный парами кислот, солей и других при-месеи, покрывают по одной из следующих схем: два слоя грунтовки ХС-010 + два слоя смеси лака ХВ-784 с эмалью ХС-759 (в соотношении 1 :1)-|-лак ХС-784; три слоя шпатлевки ЭП-0010, два слоя грунтовки ХС-059 + два слоя эмали ХС-759 + два слоя лака ХС-724.
Как защищают искрогасители и стенки дымовых коллекторов золоуловителей?
В некоторых случаях на трубах, отводящих газы температурой 350—450 °С, устанавливают искрогасители. Для защиты их от дымовых газов наносят четыре (лучше шесть) слоев эмали ВН-30 или КО-828.
Стенки дымового коллектора соприкасаются с нагретыми до 150—200 °С дымовыми газами, состоящими из 15,8% углекислоты, 75% азота, кислорода, влаги, сернистых и других соединений. Их защищают двумя слоями шпатлевки ЭП-0010 общей толщиной 150—200 мкм. До начала эксплуатации покрытие выдерживают не менее 10 сут при 18—22 °С.
Как защищают газоочистные сооружения при производстве магния?
Покрытия внутренних поверхностей таких газоочистных сооружений под влиянием газообразных и жидких агрессивных сред при повышенной температуре быстро разрушаются, в связи с чем требуется производить замену отдельных деталей и узлов и частую подкраску покрытий.
Как защищают газоочистную аппаратуру в цехах производства алюминия?
Отходящие газы электролизных цехов, выпускающих алюминий, загрязнены сернистым газом, парами фтористоводородной кислоты, смолистыми веществами, абразивными примесями типа окислов алюминия и т. п.
Все это является причиной интенсивной коррозии конструкций, временами достигающей скорости 1 мм/год. Наиболее сильные коррозионные разрушения возникают на скрубберах и пенных аппаратах.
Каковы особенности защиты колонн фабрик мокрой сепарации?
Под воздействием технологических вод с рН = 8, содержащих соединения кальция, калия, магния, натрия, связанные с хлором, углекислотой, окислами азота и серы, на конвейерах, их рамах, колоннах, рабочих площадках и других конструкциях быстро образуется ржавчина толщиной 200— 300 мкм.
Перед окрашиванием ржавчину удаляют, поверхность обрабатывают MP, обязательно содержащим бихромат калия, орто-фосфорную кислоту и другие компоненты. Грунтовку наносят на влажную поверхность, используя материалы с добавками АБДМ, Ф-11 или дисольвана.
Достаточно надежную защиту обеспечивают следующие схемы покрытий: грунтовка ХС-010 (или ХС-050) + четыре слоя эмали ХВ-785 общей толщиной не менее 140 мкм; четыре слоя эмали ЭП-917 общей толщиной не менее 240 мкм.
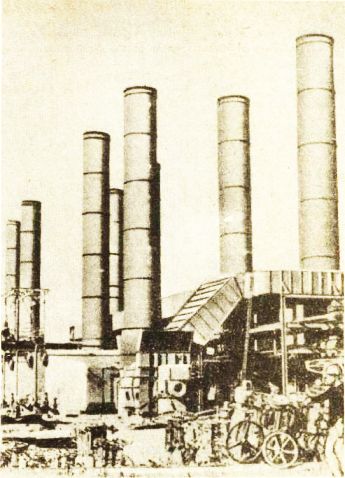
Рис. 1. Стальные дымоотводящие трубы, покрытые краской, содержащей алюминиевую пудру
Какие требования предъявляют к лакокрасочным материалам, применяемым в коксохимическом производстве?
Грунтовки, шпатпевки, эмали и лаки, используемые на коксохимических предприятиях, должны обладать хорошей химической устойчивостью, выдерживать воздействие высокой (200—250 °С) температуры и сохранять защитные свойства в течение трех — четырех лет эксплуатации. В связи с этим для коксохимического производства покрытия масляного или алкидного типа неприемлемы.
Как защищают теплообменную аппаратуру, скрубберы и газораспределительные устройства на коксохимических предприятиях?
Защиту скрубберов от агрессивного действия коксового газа осуществляют по схеме с использованием фуриловых лаков. Шести- или восьмислойное покрытие обладает удовлетворительными противокоррозионными свойствами.
Наружное окрашивание аппаратуры различного назначения выполняют, применяя грунтовки ХС-050, ХС-059, ХС-069, ХС-010 и эмали ХВ-16, ХВ-124, ХС-77, КЧ-1108, БТ-577, БТ-177, БТ-142 (в последние три эмали вводят 8—10% алюминиевой пудры). В агрессивных средах хорошей устойчивостью обладают покрытия из одного слоя грунтовки ХС-059, трех — четырех слоев эмали ХС-759 и трех слоев лака ХС-724.
Рабочие площадки, переходные устройства, площадки у смотровых устройств следует покрывать одним—двумя слоями грунтовки ЭФ-065 или ЭФ-066 и двумя слоями эмали ЭФ-1144. Для покрытия характерны высокая износоустойчивость и низкий коэффициент скольжения (К > 0,4), что обеспечивает безопасность при быстром передвижении по окрашенной поверхности.
Каковы способы защиты от разрушающего действия агрессивных соединений в зоне коксохимических предприятий и в газообразных смесях, поступающих в оборудование?
Загрязняющих соединений содержится больше вблизи некоторых аппаратов и значительно меньше на других производственных объектах. Наиболее агрессивны окислы азота, сернистые соединения, пары хлористого водорода, сероводород, пары бензола и других растворителей, фенол и т. д.
Рис. 2. Арматура газораспределительных устройств
Оборудование, подвергающееся действию водных (рН = 5) растворов 10 г/л фенола, нагретых до 60 °С, или водных растворов формалина, смеси содового раствора и серной кислоты (рН = 3,5 4 8,6), защищают с помощью восьми слоев краски ЭКЖС-40 или ЭКГ-25 (с графитом). Достаточно устойчиво покрытие, состоящее из 80% этинолевого лака и 20% асбестовой пыли, толщиной 0,3—0,5 мм.
Оборудование, в которое поступают пары фенола и хлористого водорода, защищают двумя слоями шпатлевки ЭП-0010 и тремя слоями эмали ЭП-773.
На конструкциях, оборудовании и изделиях, эксплуатируемых в агрессивной среде, можно использовать новые, более устойчивые эмали ПФ-1126 или ЭТ-199 на основе этрифталевой смолы.
Какое кедефицитное покрытие применяют при окрашивании в черный цвет конструкций и оборудования?
Целесообразно использовать кукерсоль, получаемый конденсацией средних и тяжелых фракций сланцевой смолы с формальдегидом. На основе олифы и кукерсоля готовят черную жароупорную краску, устойчивую до 240 °С. Такую краску применяют при окрашивании вентиляционных устройств, труб с холодной или горячей водой, труб паровых, дымовых, теплообменников, скрубберов, каркасов различного типа и др.
Как защищают арматуру газораспределительных систем?
Сначала арматуру очищают от ржавчины, остатки которой толщиной 50 — 75 мкм обрабатывают MP ЭВА-0112. Затем арматуру окрашивают по одной из следующих схем: два слоя шпатлевки ЭП-0110, три слоя эмали ЭП-773; пять слоев шпатлевки ЭП-0010. До начала эксплуатации покрытия сушат не менее 10 сут при 18— 22 °С.
Как защищают оборудование сланцеперерабатывающего производства?
Декоративное и противокоррозионное окрашивание конструкций и оборудования сланцеперерабатывающего производства, находящихся на открытых площадках и в цехах, выполняют покрытиями, обладающими хорошей химической устойчивостью.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Оборудование и конструкции, предназначенные для горнодобывающих и горнопроходческих работ"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы