Строй-Техника.ру
Строительные машины и оборудование, справочник
На заводе постоянно ведутся опытно-экспериментальные работы по освоению производства новых прогрессивных конструкций и передовых методов производства.
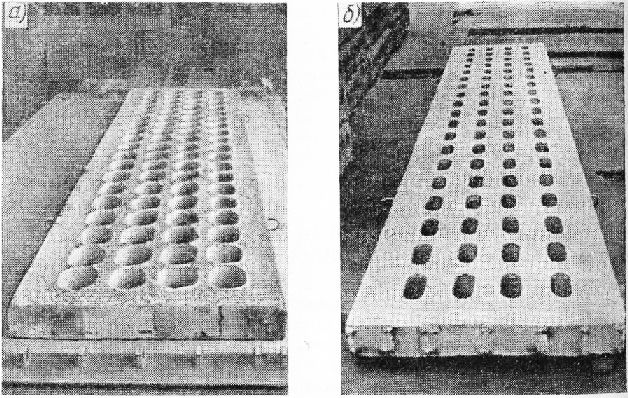
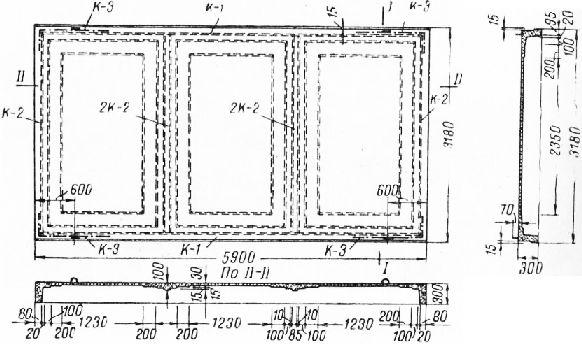
На заводе было освоено изготовление на конвейере дорожных железобетонных решетчатых плит для инвентарных покрытий автомобильных дорог (типа 11-Н с комбинированным армированием.
Плиты решетчатой конструкции имеют сквозные отверстия овальной формы, расширяющиеся конусообразно книзу. Размеры отверстия обусловлены расположением арматуры и формой протекторов автомашины.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Благодаря применению двухслойного напряженного армирования было достигнуто значительное повышение эксплуатационной способности покрытий и их удешевление.
Для изготовления плит покрытия были использованы стандартные поддоны-вагонеткп, в которых штыри для нижней навивки предварительно напряженной арматуры, применяемые для настилов, остались неизменными. Образование верхней навивки осуществлялось за счет устройства дополнительных более высоких Штырей. Штыри крепились к специальным поперечным бортам.
Непрерывная навивка высокопрочной проволоки производилась ни поворотном столе. Для образования пустот в плите была изготовлена траверса, к которой крепились пустотообразователи-бобышкп. Уплотнение бетона осуществлялось вибромашиной конвейера при опущенной на поддон-вагонетку оснастке. После формования производилась немедленная распалубка поднятием вверх траверсы с пустотообразователями.
На посту распалубки после выхода плиты из камеры твердения производилась передача напряжения на бетон. Оборудование, применяемое для изготовления решетчатых железобетонных плит, может быть изготовлено в любой механической мастерской или на стройке.
Как показал опыт эксплуатации, решетчатые плиты с комбинированным армированием являются надежным п недорогим покрытием автомобильных дорог, они могут успешно применяться в городском строительстве в качестве инвентарных покрытий при выполнении нулевых циклов.
- * *
На прокатном стане системы инж. Н. Я. Козлова выпущена партия дорожных вибропрокатных плит марки ДВП-9-30 размером 3080X3500X160 мм, которые предназначаются для покрытия дорог.
Дорожные плиты изготовляются из бетона марки 400. Морозостойкость бетона плит соответствует марке Мрз 200. Плиты армируются сварными каркасами из проволоки диаметром 12 и 18 мм из стали 35ГС и диаметром 5-6 мм из Ст. 3.
Заготовленные объемно-пространственные каркасы поступают на стан перед формованием дорожных плит. Каркас, по мере продвижения формующей ленты, поступает в зону бетонирования, где бетонная смесь разравнивается по всей ширине ленты шнеком и уплотняется вибробалкой. Затем изделие поступает в зону калибровки, где производится его заглаживание и выравнивание специальными приспособлениями.
Для подъема дорожных плит применяются рым-гайка и рым-болт в количестве четырех штук на одну плиту. Рым-гайка при укладке пространственного каркаса закладывается и приваривается к плоским каркасам.
Отформованная дорожная плита поступает в зону термообработки, где пропаривается в течение 2,5-3 ч при температуре 95-98° С. По выходе из камеры прочность бетона дорожных плит составляет 70% от проектной марки бетона.
Далее дорожная плита поступает на обгонный рольганг, где для ее подъема в рым-гайки завинчиваются рым-болты.
В практике промышленного строительства все чаще начинают применяться сборно-монолитные предварительно напряженные конструкции. Сочетание сборно-монолитных тонкостенных железобетонных конструкций с предварительно напряженным армированием дает большой экономический эффект.
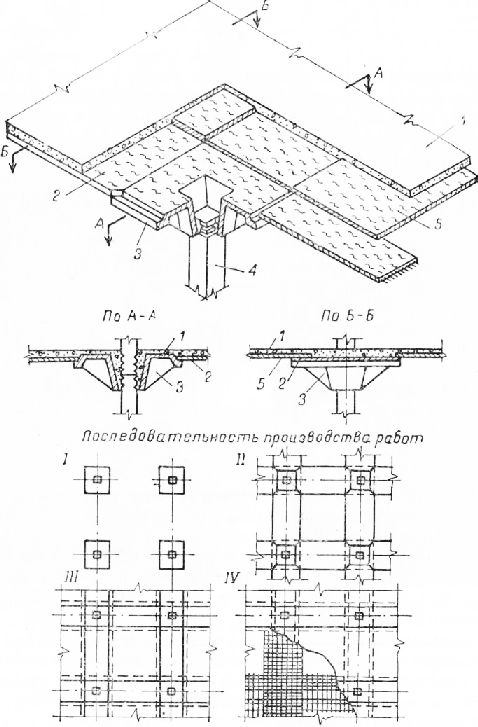
Завод осуществил опытно-показательное строительство одной ячейки одноэтажного промышленного здания, в котором перекрытия были изготовлены из сборных предварительно напряженных элементов (рис. 94), уложенных в нижней растянутой зоне перекрытия, и монолитного бетона, уложенного по верху сборных элементов в сжатой зоне. Прочная связь между всеми элементами конструкций из сборного и монолитного железобетона обеспечивает хорошую работу получаемой пространственной системы под нагрузкой. В сборно-монолитном перекрытии монолитный бетон составил 46% от общего объема бетона конструкции. Закладные детали и соединения на сварке при получении сборно-монолитного железобетона исключаются.
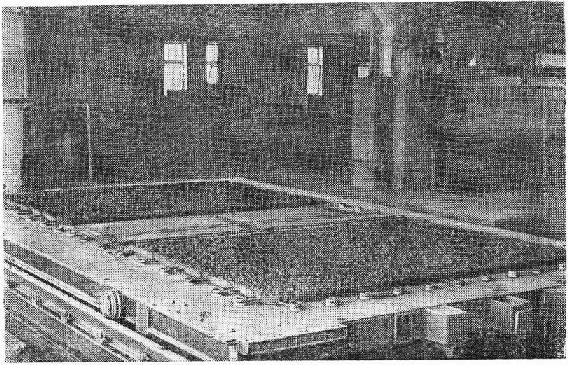
На капитальные оболочки в обоих направлениях были уложены опорные предварительно напряженные плоские плиты размерами в плане 2,2X4 м. Пролетная предварительно напряженная плоская плита размером 4X4 м была уложена на опорные плиты. Верхний монолитный слой бетона завершил полностью конструкцию. Над опорной плитой толщина монолитного бетона составила 40-45 мм и над пролетной плитой 90-100 мм. Для изготовления предварительно напряженных плоских плит были использованы поддоны-вагонетки широкого конвейера; навивка арматурного каркаса производилась машиной типа ЭНИМС. При армировании была использована высокопрочная проволока с пределом прочности 17 000 кГ/см2. Поддон-вагонетка с бетоном, уложенным на предварительно напряженную арматуру, показана на рис. 95.
Заводом были изготовлены несколько партий керамзитобетон-ных панелей, предварительно напряженных высокопрочной проволокой п стержневой арматурой марки 30ХГ2С. Для экспериментальной проверки одновременно изготовлены такие же панели со сварной арматурой.
Для приготовления бетонной смеси применялся керамзитовых гравий с объемным весом 850 кг/м3. Для панелей со стержневой арматурой был принят расход цемента 300 кг/м3, для панелей, армированных высокопрочной проволокой, — 450 кг/м3 и при изготовлении панелей со сварной обычной арматурой — 300 кг/м3. Верхняя зона панелей армировалась монтажной сварной сеткой из проволоки диаметром 4 мм.
Выпуск партии настилов в производственных условиях показал, что керамзитобетонные панели перекрытий типа НУ при длине пролета 6 и 6,4 м не только технологичны в производстве, но п имеют ряд технико-экономических преимуществ перед аналогичными конструкциями из тяжелого бетона. Коэффициент запаса прочности таких конструкций при армировании высокопрочной проволокой составляет 2,9, а стержневой предварительно напряженной арматурой — 3,4. Панели со сварной арматурой имеют коэффициент запаса прочности 2,5.
Керамзитобетонные панели по прочности и жесткости не уступают панелям из обычного бетона, а вес их значительно меньше. Рентабельное массовое производство предварительно напряженных керамзитобетонных панелей перекрытий может быть организовано на заводе при получении в достаточном количестве дешевого керамзитового гравия.
- * *
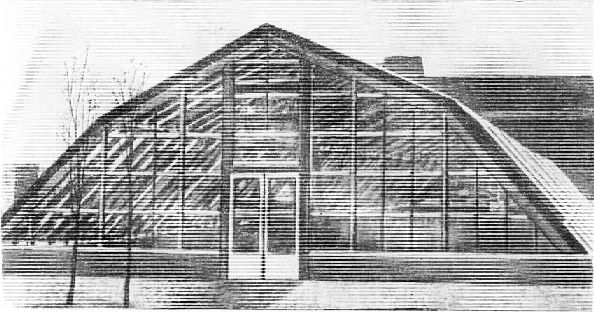
На заводе были изготовлены детали из сборных тонкостенных железобетонных конструкций и осуществлено строительство из них экспериментальной теплицы арочного типа по проекту, разработанному в содружестве с Гипросельхозом.
По своей конструкции теплица является сборно-разборной, трехсекционной. Длина секции 3 м. Общая длина 17-секционной теплицы 51 м. Крепление узлов сопряжений отдельных элементов теплицы осуществляется на болтах. Каждый пролет собирается из четырех типов сборных железобетонных деталей.
Сборные железобетонные детали для строительства теплицы изготовлялись на полигоне завода. Формование производилось в разработанной и изготовленной силами завода форме с металлической бортовой оснасткой. Конструкция форм обеспечивала надежное крепление закладных деталей, сравнительно легкую распалубку изделий и получение хорошей фактуры их поверхности.
При монтаже теплицы были проверены различные способы сборки, показавшие, что при применении специальных строи стыкование рам не вызывало трудностей. Бригада из трех человек собирала одну секцию в смену. Опыт изготовления сборных теплиц показал их высокую экономическую эффективность и долговечность.
Были изготовлены опытные партии панелей покрытия из настила, утепленного цементно-фибролитовыми плитами.
В качестве основной конструкции был принят типовой настил НУ-59-20. На верхнюю плоскость настилов укладывается рубе-ройд на слой битумной мастики толщиной 3 мм. Нижний слой це-ментно-фибролитовых плит приклеивается к пароизоляции на битумной мастике. Всего укладываются три слоя цементно-фиброли-товых плит общей высотой 231 мм.
Крепление слоев плит производится на деревянных аптисепти-рованных шпильках. Завершающим этапом является устройство асфальтовой стяжки толщиной 20 мм и пароизоляции рубероидом в два слоя на битумной мастике.
В настоящее время плитные конструкции установлены на кровлях экспериментальных домов.
- * *
Коренным усовершенствованием сборных междуэтажных перекрытий жилых и гражданских зданий является широкое внедрение тонкостенных панелей перекрытий размером на комнату, обладающих повышенной готовностью и обеспечивающих значительное снижение расхода бетона и стали на 1 м2 перекрытия.
Для перекрытий жилых зданий может быть рекомендована предварительно напряженная тонкостенная панель с ребрами по контуру, технология производства которой освоена на заводе. Панель имеет гладкую поверхность, образующую готовый потолок перекрываемого помещения (рис. 5).
Несущие продольные ребра при пролете до 6,5 м имеют высоту 30 см, что позволяет сократить на 25 см высоту перегородок. Основным армированием панели являются предварительно напряженные высокопрочные стержни или проволока, расположенные в продольных и поперечных ребрах.
Армирование осуществляется непрерывной навивкой высоко-прочной проволоки на выносные штыри или стержнями из стали 30ХГ2С, натягиваемыми на выносные штыри с помощью электронагрева. Собственно плита армируется конструктивной сварной сеткой весом 1 м2 0,5 кг. Панели этой конструкции обладают высокими технико-экономическими показателями.
Предварительно напряженные ступенчато-вспарушенные панели были изготовлены на широком конвейере завода. Для этого НИИЖБом и заводом была разработана специальная конструкция матрицы, обеспечивающая легкий съем изделий при распалубке.
Матрица (рис. 6) изготовляется из листовой стали и собирается на поддоне-вагонетке из трех частей, свариваемых между собой. Средняя часть матрицы жестко крепится болтами к поддону. Боковые части также крепятся болтами, под головки которых поставлены пружины.
Наклонный стык боковых и средней частей матрицы и свободная посадка первых позволяют матрице сокращаться по длине при обжатии бетона панели после отпуска арматуры и облегчают съем изделия. После того как кран приподнимет панель, боковые части матрицы пружинами возвращаются в рабочее положение.
Панели подобного вида имеют более высокие показатели по сравнению с применяемыми пустотелыми настилами.
Ступенчато-вспарушенные панели размером на комнату и имеющие готовый под окраску потолок значительно сократят число монтажных операций на стройке, в 2 раза уменьшат затраты на перевозку изделий. Первая опытная партия изготовленных предварительно напряженных панелей на комнату показала их высокую эффективность.
В целях экономии металла проведена работа по изготовлению сборных железобетонных панелей перекрытий без применения верхних монтажных сеток.
Верхние монтажные сетки в плитах перекрытия и настилах применяются в основном для предохранения плит при их транспортировании, складировании и монтаже, а расход на их изготовление составляет до 10% от всего расхода арматурной стали на плиту перекрытия. Исследования показывают, что после передачи напряжения на бетон и распалубки в бетоне возникают только сжимающие напряжения. Это позволяет отказаться от верхней арматуры в этих конструкциях.
Несколько партий железобетонных панелей перекрытий были изготовлены с различными вариантами армирования верхними монтажными сетками. Всего было произведено четыре партии, из них: первая с уменьшением арматуры монтажной сетки на 75% (монтажная сетка укладывается только на опорных частях и посередине плит); вторая — на 50%; третья — на 25%; четвертая — без монтажных сеток.
Изготовленные многопустотные панели перекрытий прошли первоначальное Испытание на складе готовой продукции, где каждая панель перекладывалась 3-4 раза. Высота штабелей была не менее 12 рядов. Панели при этом не получили никаких повреждений, изломов и трещин.
Особое внимание было уделено испытанию плит при транспортировании до строительной площадки и непосредственно на объекте при их укладке. При испытании были приняты условия транспортирования и укладки в перекрытия жилого дома, аналогичные при использовании обычных плит. Несколько плит складировалось непосредственно на строительной площадке в более худших условиях, чем обычные плиты. При перевозке опытных плит на автомашинах выбирались самые неблагоустроенные участки дорог.
Испытания показали удовлетворительную транспортабельность, трещиностойкость, жесткость и прочность панелей, возможность сокращения количества арматурной стали для монтажных сеток на 75% без снижения прочности плит.
Экономия металла при изготовлении верхних сеток с уменьшением армирования на 75% составляет на 1 м3 изделий 4,5 кг.
Для монтажа плит на стройках разработана специальная траверса, схема которой очень проста и может быть предложена для широкого внедрения.
- * *
На заводе было организовано производство ригелей и прогонов.
Ригели РВ и прогоны предназначены для каркасных зданий и других сооружений с размером между осями опор 6,8; 6,4; 6 и 5,6 м и имеют для всех пролетов сечение 60X16 см. Они рассчитаны, как и балки на двух опорах, под нагрузку 3 г. на 1 пог. м.
Для армирования ригелей, помимо предварительно напряженной проволоки, применяются также сетки из горячекатаной арматуры периодического профиля. Применение сеток в нижней зоне обусловливается необходимостью уменьшения величины раскрытия трещин, образующихся в верхней зоне.
Бетон для ригелей РВ с предварительным напряжением принят марки 300.
Ригели изготовляются на конвейерной линии, оборудованной машиной для смазки поддонов, поворотным столом для навивки предварительно напряженной проволоки, бетоноукладчиком, вибростолом, поддонами-вагонетками, бортоснасткой и камерами твердения.
Уплотнение бетонной смеси производится 10-г виброплощадкой с амплитудой колебания до 1 мм и частотой колебания 3000 в минуту. Сразу же после уплотнения бетона и заглаживания верхней поверхности бортоснастка снимается кран-балкой. Для обеспечения немедленной после формования распалубки применяется бетой жесткой консистенции.
Продолжительность тепловой обработки ригелей колеблется в пределах 16-18 ч.
После выхода ригелей из камер твердения струны перерезаются электросварочным аппаратом и напряжение передается на бетон.
Для более полного использования площади поддона-вагонетки был разработан и внедрен способ с изготовлением на поддоне трех прогонов вместо двух. Было принято решение перейти на изготовление трех ригелей, в том числе двух напряженно армированных и одного ригеля оо сварным арматурным каркасом. Формование одновременно трех ригелей позволило увеличить производительность конвейера на 50%.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
" Опытно-экспериментальные работы по производству новых сборных конструкций"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы