Строй-Техника.ру
Строительные машины и оборудование, справочник
В процессе автоматической и полуавтоматической сварки только 20% флюса расплавляется и превращается в корку, а остальной флюс собирается для дальнейшего использования.
Уборка флюса вручную при помощи метелок и совков малопроизводительна и приводит к потере до 10% флюса, особенно при угловой сварке и в местах пересечения набора.
Для механизации процесса уборки флюса во время сварки создан переносный пневматический флюсоотсосник ФСП (рис. 70) с побудителем эжекторного типа, работающим от воздушной сети давлением 4,5—5 кГ/см2. Шланг длиной 4 м позволяет производить уборку флюса в радиусе до 3 м. Выгрузка собранного флюса осуществляется через крышку, имеющую байонетное соединение с горловиной корпуса. Наличие фильтра устраняет загрязнение окружающего воздуха. Флюсоот-сосником можно также производить уборку и горячего флюса.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Благодаря тому, что собираемый флюс не находится в непосредственном контакте со сжатым воздухом, увлажнения флюса не происходит, уменьшается также дробление флюса.
Флюсоотсосник ФСП состоит из горизонтального сварного резервуара (рис. 1) цилиндрической формы, изготовленного из тонко-листовой стали. В верхней части резервуара параллельно его оси смонтировано эжекторное устройство, состоящее из пускового крана, сопла и диффузора. Положение сопла относительно диффузора регулируется при помощи резьбы.
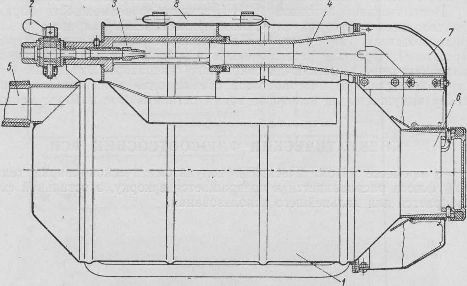
Для присоединения всасывающего шланга к резервуару служит патрубок 5. Тканевый фильтр 7 поджимается к передней части корпуса четырьмя быстродействующими замками. Для удобства переноски флюсоотсосник снабжен ручкой.
К флюсоотсоснику придаются всасывающий шланг и две концевые насадки, одна из которых предназначена для сбора флюса при автоматической сварке стыковых швов, другая — при полуавтоматической сварке угловых швов.
Конец всасывающего шланга с насадкой может быть присоединен непосредственно к бункеру сварочного автомата или полуавтомата. Для этой цели в конструкции флюсоотсосника ФСП предусмотрено типовое устройство, которое может быть изготовлено любым заводом-потребителем применительно к его местным условиям.
Электронный маятниковый уровень для дистанционного контроля
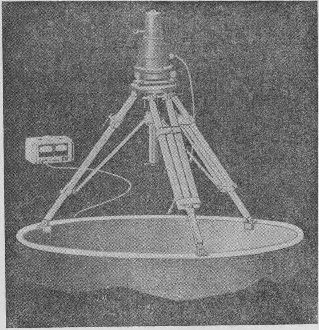
Электронный уровень (рис. 2) предназначен для дистанционного контроля углового отклонения опорных поверхностей (фундаментов, опор, подкреплений и т. п.) от горизонтальной плоскости при монтажных и сварочных работах.
Такой контроль особенно необходим при сварочных работах, выполняемых в корпусе судна, так как вследствие возникающих в процессе сварки деформаций устанавливаемые узлы получают относительные смещения, в результате которых контролируемые поверхности изменяют свое угловое положение. Электронный уровень показывает величину отклонения, что позволяет устранить его, изменяя последовательность сварки.
Электронный маятниковый уровень состоит из измерительной головки, индикаторного блока, предметного столика и штатива.
Измерительная головка (рис. 3) представляет собой металлический корпус, в нижней части которого расположен следящий трансформатор. В верхней части корпуса, в карданном подвесе, укреплен маятник. Торцы сердечников катушек следящего трансформатора и нижняя поверхность маятника имеют форму сферы с радиусами, соответственно, 150 и 150,4 мм. Следящий трансформатор связан электрически с индикаторным блоком.
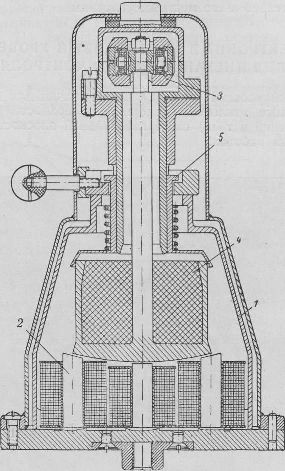
При горизонтальном положении опорной поверхности следящего трансформатора ось сердечника средней катушки точно совпадает с осью свободно висящего маятника. При этом электрический сигнал на выходе измерительной головки отсутствует. Нарушение горизонтальности контролируемой поверхности вызывает смещение вертикальной оси трансформатора относительно оси маятника. Это нарушает электрическую симметричность катушек, и на выходе измерительной головки появляется сигнал, величина которого пропорциональна величине углового смещения; сигнал поступает в индикаторный блок, вызывая соответствующие отклонения стрелки микроамперметра.
В индикаторном блоке имеются два микроамперметра для указания и отсчета отклонений в двух взаимно-перпендикулярных направлениях. Каждый из них имеет две шкалы: точную, с диапазоном измерений от 0 до 6’ и грубую, с диапазоном от 0 до 90’. Переключение шкал производится автоматически.
В зависимости от характера устанавливаемой конструкции измерительная головка уровня для производства контроля или замера отклонений может устанавливаться своим основанием непосредственно на контролируемую поверхность или на стол штатива, предварительно установленного на плоскость проверяемой конструкции. При этом, независимо от положения стола штатива, основание измерительной головки устанавливают в горизонтальном положении с помощью трех регулировочных винтов.
Магнитопровод следящего трансформатора выполнен из железа «Армко», а корпус измерительной головки — из немагнитной стали. Для предохранения маятника от повреждений при переносе измерительной головки его фиксируют в среднем положении арретиром. Корпус измерительной головки защищен от повреждений кожухом, который является одновременно экраном, защищающим магнитную систему от воздействия внешних магнитных полей.
Перед началом работы электронный уровень включают в сеть питания и прогревают в течение 20—30 минут. Этим достигается установление постоянного теплового режима в электронной схеме индикаторного блока и катушках измерительной головки. Измерительная головка с кабелем и предметным столиком хранится и переносится в укладочном ящике.
Применение электронного уровня позволяет:
— заменить применяемые в настоящее время малоэффективные приборы и приспособления для контроля положения привариваемых деталей (уровни, квадранты, струны, отвесы, шаблоны и т. д.);
— осуществлять дистанционный контроль отклонений плоскости от горизонтальности в двух взаимно-перпендикулярных направлениях, что значительно сокращает цикл работ при установке и приварке крупногабаритных узлов и деталей;
— исключить вспомогательные операции по выверке базовых точек и поверхностей для установки шаблонов перед приваркой узлов и деталей к корпусу.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Пневматический флюсоотсосник ФСП"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы