Строй-Техника.ру
Строительные машины и оборудование, справочник
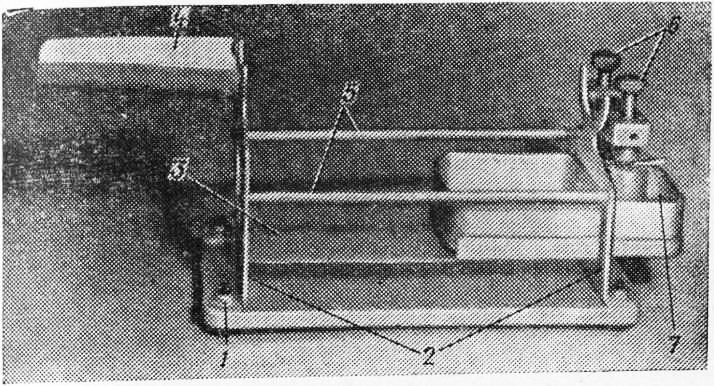
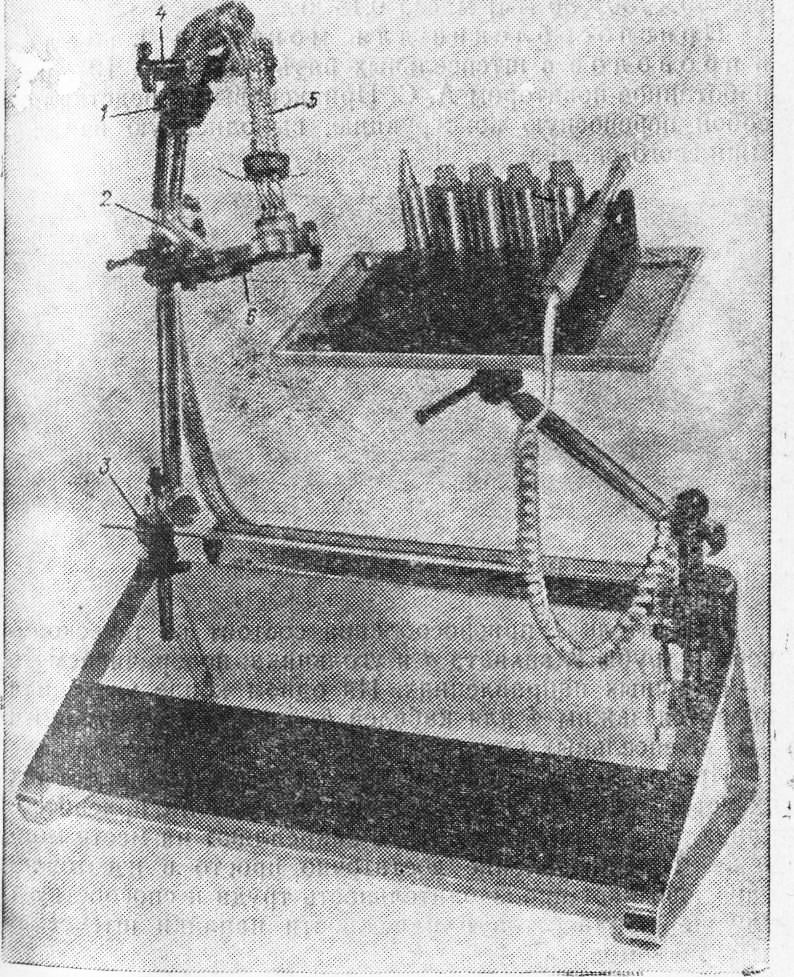
Подставка для паяльника. Пайка контактных соединений может быть произведена при наличии определенного количества инструментов и приспособлений. Наиболее компактной и удобной в работе является подставка (рис. 1) конструкции В. П. Коненкова, которая состоит из основания, стоек, полочки, лотка, соединительных стержней, двух держателей, ножек и углубления для канифоли. Приспособление, обеспечивающее размещение припоя и канифоли, представляет собой горизонтальное основание с двумя кюветами и стойкой между ними.
В большей кювете размещается канифоль. Стойка имеет по бокам две прорези, в которых прижимными Бинтами крепятся стержни припоя. На стойке со стороны меньшей кюветы имеется металлическая щетка для очистки жала паяльника. Меньшая кювета предназначена для отходов при зачистке жала электропаяльника. Крючок, помещенный на стойке, служит для упора электропаяльника. Габаритные размеры: 180X80X75 мм; масса 0,2 кг.
Дозатор для нанесения флюса. Дозатор используется электромонтажниками и работниками ОТК и предназначен для нанесения спирто-канифольного флюса, флюса ЛТИ-120 и специальной краски на место пайки определенными порциями.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
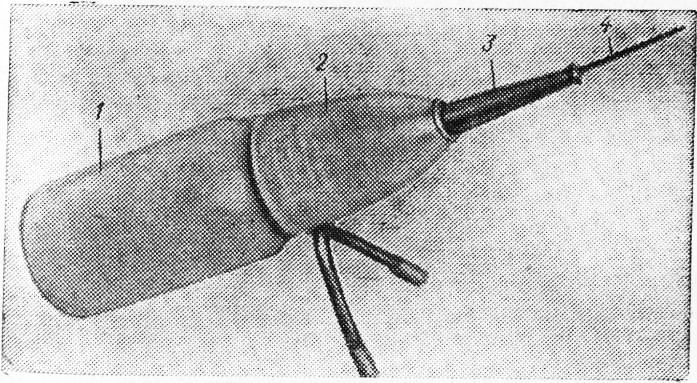
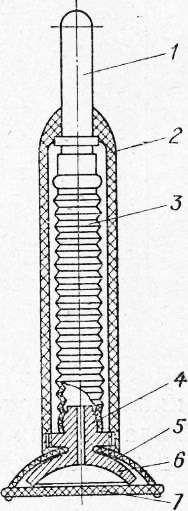
Основными деталями дозатора (рис. 2) служат полиэтиленовые баллон емкостью 40 см3 и наконечник, укрепленный в горловине баллона накидным колпачком. Внутренний конец наконечника удлинен за счет хлорвиниловой трубки малого диаметра. На внешний конец наконечника насажена обычная инъекционная игла от медицинского шприца. Наиболее подходящими являются иглы № 0415 и 0625, у которых острый конец иглы закругляется. Стойки служат подставкой и обеспечивают наклонное положение дозатора, что исключает вытекание флюса. Заполнять баллон флюсом рекомендуется на 3U его объема. Система соединения баллона с накидным колпачком обеспечивает достаточную герметичность, а также исключает вытекание флюса.
Во избежание повреждений дозатора его не следует размещать вблизи нагревательных приборов. При выполнении электромонтажных работ применение дозатора значительно улучшает качество пайки, сокращает расход флюса и способствует повышению культуры производства.
Прибор монтажника. Электрический монтаж является важнейшим и одним из наиболее трудоемких технологических процессов при производстве радиоаппаратуры, средств автоматики и вычислительной техники.
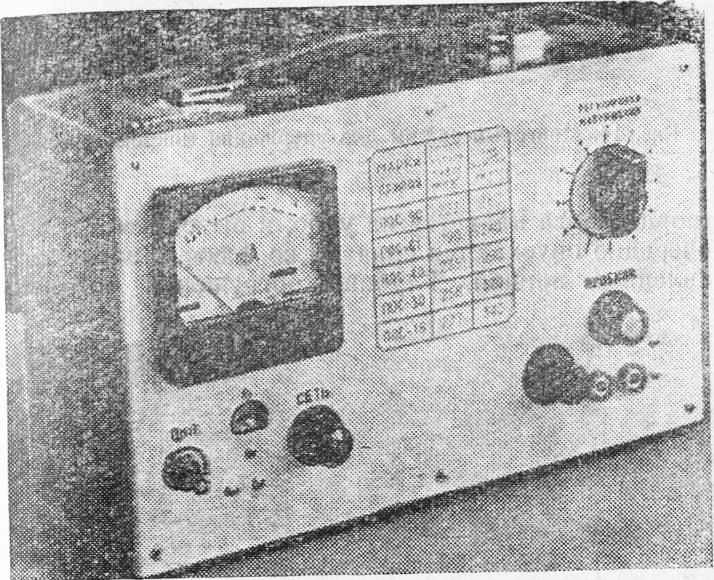
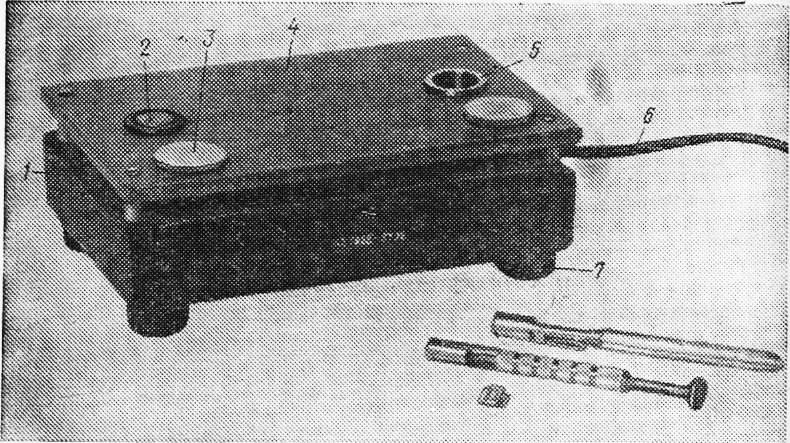
При выполнении электромонтажных работ целесообразно использовать специальный прибор монтажника (рис. 3). Прибор смонтирован на шасси, закрытом кожухом. На лицевой панели размещены измерительный прибор, гнезда включения электропаяльников на различные напряжения, злектронож, пробник и т. и.
Применение в схеме прибора термопары позволяет регулировать температуру нагрева паяльника, не допуская его перегрева. Питание прибора осуществляется от сети переменного тока. На боковой стенке корпуса прибора закреплен рычажный механизм, предназначенный для укладки электроножа для снятия изоляции методом обжига.
При помощи переключателя монтажник может регулировать прибор на необходимое напряжение. При внедрении в производство прибора монтажника повышается надежность и качество монтажа.
Приспособление для пайки микросхем. Одной из наиболее распространенных операций в мелкосерийном производстве является ручное лужение припоем выводов микромодулей. При этом не исключается возможность повреждения микросхем вследствие перегрева выводов. Новатор И. А. Федоров разработал приспособление, которое исключает перегрев выводов микросхем в процессе их лужения и дает возможность повысить производительность труда при выполнении этой операции. Приспособление состоит из устройства для смачивания выводов микросхем флюсом и расплавленным припоем, а также цангового зажима, который обеспечивает интенсивный отвод тепла от выводов микромодуля и удобное удержание микросхемы в руках в процессе лужения выводов.
Устройство цангового зажима представлено на рис. 4. Цанговый зажим состоит из корпуса, зажимов, удерживающих модуль за выводы, пружины зажимов, штока, нагревающих штифтов, ограничителя хода, кнопки, муфты и пружины штока. Для установки микросхемы шток вдвигают между зажимами. В образовавшийся зазор вставляется микросхема. После отпускания штока микросхема надежно удерживается приспособлением.
Конструкция приспособления для смачивания выводов микросхем флюсом и расплавленным припоем изображена на рис. 5. Оно состоит из стакана Для флюса, крышки, плиты из асбоцемента, тигля из нержавеющей стали, основания, амортизатора, шнура, электронагревателя в миканитовой изоляции, стакана электронагревателя, скобы, специального винта и упора. Цанга кладется на упор, и выводы микросхемы поочередно опускаются сначала во флюс, а затем в расплавленный припой. Глубина погружения устанавливается заранее регулировкой упоров. Кратковременное погружение в расплавленный припой обеспечивает надежное лужение концов выводов, причем от той части выводов, которая входит в модуль, массивный залуш обеспечивает надежный отвод тепла, предохраняя тем самым модуль от повреждений.
Применение приспособления дает возможность повысить производительность труда при выполнении данной операции в несколько раз.
Устройство для транспортировки плоских деталей. Известные устройства для транспортировки плоских деталей, снабженные эластичной диафрагмой, ограничивающей вакуумную полость, имеют сложную конструкцию.
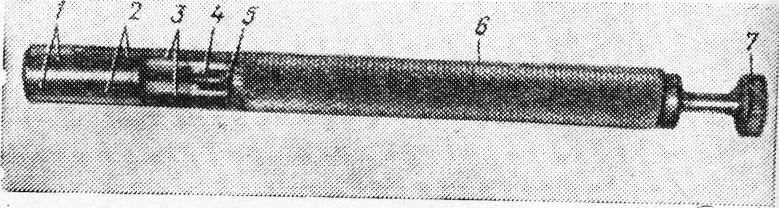
Новатор Ю. В. Богданов разработал устройство упрощенной конструкции (рис. 6), которое состоит из пластмассового корпуса, нажимной кнопки, резинового сильфона, металлической полусферы, снабженной штуцером, резиновой диафрагмы 6 и подвески диафрагмы. Нажатием кнопки уменьшают объем сильфона. Устройство подносят к подложке до соприкосновения с диафрагмой и отпускают кнопку. Сильфон принимает свой первоначальный объем, создавая разрежение в полости полусферы. Резиновая диафрагма, втягиваясь своей средней частью в сторону полусферы, создает разрежение между подложкой и своей средней частью, обеспечивая прижим подложки к основанию полусферы за счет наружного давления. Последующим нажатием кнопки снимают подложку с устройства.
Такое устройство весьма эффективно в работе и может быть изготовлено собственными силами любого предприятия.
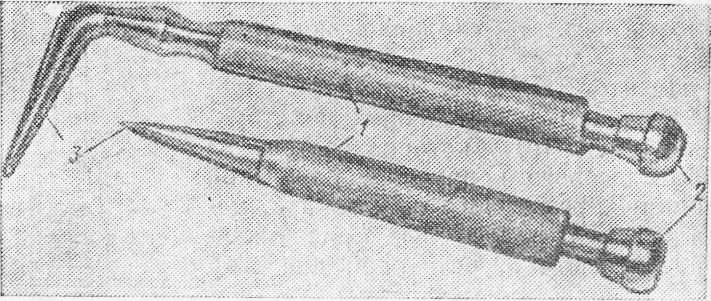
Самозажимные пинцеты. Для электромонтажных и сборочных работ новатором Н. И. Ивановым предложена новая конструкция пинцета (рис. 7). В корпусе пинцета установлены губки — зажимы, соединенные с подпружиненным стержнем. При нажиме на торец стержня губки перемещаются по оси корпуса и образуют зазор. Под действием пружины стержень соединяет губки, осуществляя зажим. Пинцет может быть углового типа. В корпусе рукоятки пинцета установлены подвижная и неподвижная губки. Подвижная губка соединена со стержнем. Предлагаемые пинцеты просты в изготовлении и удобны в работе.
Приспособление для проколки мелких отверстий. Новатор В. А. Чуйков разработал специальное приспособление в виде плоскогубцев для прокола мелких отверстий различной формы на пластинчатых деталях, изготовленных из мягких материалов толщиной до 0,5 мм (рис. 8). Плоскогубцы представляют собой два рычага, подвижно соединенные на конце осью. На одной стороне рычага крепится матрица, на другой раздельно крепят пять различных пуансонов. Пуансоны и матрицы сменные и позволяют получать отверстия различного профиля. С боковой стороны рычагов закреплены матрица и пуансон, позволяющие прокалывать отверстия с боковых сторон на деталях типа втулок, трубок, имеющих диаметр не менее 7 мм.
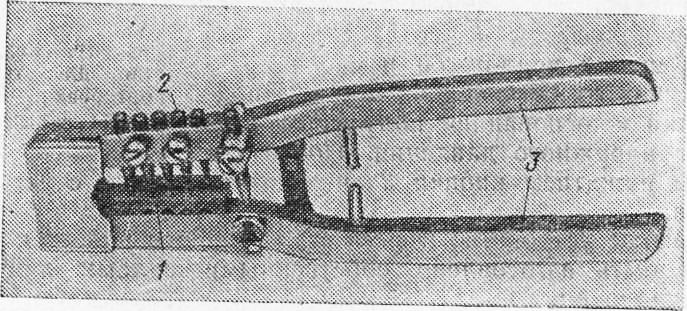
Пуансон и матрица сменные. При необходимости могут быть изготовлены наборы несколько иных размеров по наружным габаритам и профилю прокалываемого отверстия.
Специальные плоскогубцы можно изготовить на любом механическом участке. Для широкого их использования необходимо заранее предусмотреть и изготовить несколько типов сменных пуансонов и матриц, наиболее применимых в данном производстве. Габаритные размеры: 40Х.150Х30 мм; масса 0,15 кг.
Приспособление для монтажа кабелей и проводов в штепсельных разъемах (рис. 9), разработанное новатором А. С. Приписновым, представляет собой переносную конструкцию, выполненную из алюминиевого сплава.
Держатель приспособления состоит из телескопической трубы, захвата и угольника, поворачиваемого в различных направлениях. На одном конце угольника крепится зажим для кабелей, а на другом — зажим для штепсельных разъемов.
При разделке и пайке жил в штепсельных разъемах их устанавливают в специальные держатели приспособления, а само приспособление закрепляют на месте монтажа. Приспособление достаточно просто в изготовлении, повышает производительность труда и способствует улучшению качества и надежности напайки штепсельных разъемов.
Тигель для лужения. Чтобы обеспечить хорошую механическую прочность и электропроводность паяного контактного соединения, спаиваемые поверхности предварительно облуживают. Для этой цели необходимо иметь устройство, позволяющее выполнять эту работу качественно при соблюдении всех требований техники безопасности. Обычно на предприятиях имеются стационарные установки для лужения концов, но они трудоемки в изготовлении и их применение целесообразно в массовом или крупносерийном производстве.
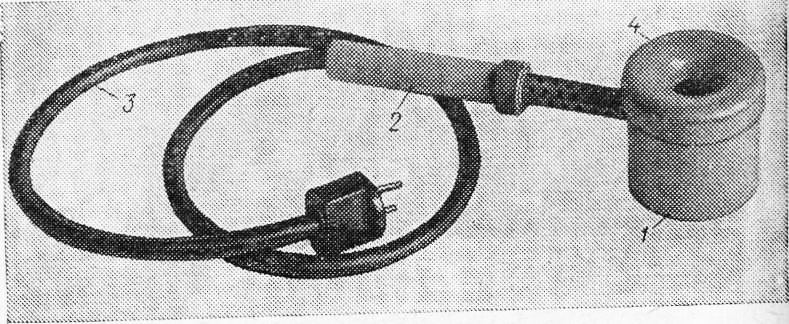
Новаторами В. Г. Мельниковым и А. П. Филипповым разработан специальный переносной электротигель (рис. 10), удобный в эксплуатации и простой в изготовлении.
Корпус тигля представляет собой цилиндр, изготовленный из стали, внутри которого помещен стакан. Между корпусом и стаканом находится заключенная в бусы спираль. Рукоятка с проведенным внутри него шнуром крепится к корпусу. Тигель имеет коронку, которая крепится винтами к стакану и предохраняет расплавленное олово от случайного выливания.
Разогрев производится в течение 10-15 мин от сети напряжением 36В. Наличие теплоизоляционных прослоек предохраняет корпус тигля от нагревания и тем самым защищает поверхность кожи рук от ожогов при случайном прикосновении. Использование такого устройства повышает производительность труда и улучшает эргономические показатели рабочего места электромонтажника.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ппринадлежности, приспособления и инструменты для пайки контактных соединений"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы