Строй-Техника.ру
Строительные машины и оборудование, справочник
Процесс разрушения и отделения материала с поверхности твердого тела или накопления его остаточной деформации при трении, проявляющейся в постепенном изменении размеров или формы тела, называют изнашиванием, а износом — результат изнашивания, определяемый в установленных единицах (длина, объем, масса и т. п.).
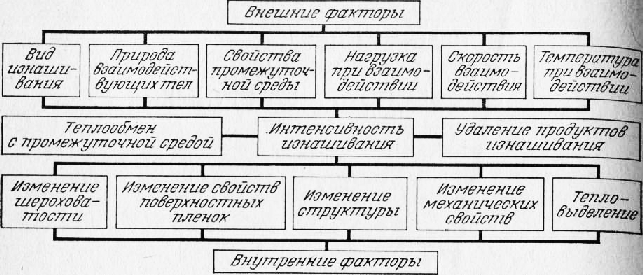
Изнашивание — это сложная совокупность явлений, обусловленных физико-механическим и химическим взамодействием поверхностей деталей одной с другой и с окружающей средой. Его интенсивность зависит от внешних и внутренних факторов, действующих в области контакта. Чем интенсивнее внешнее воздействие и чем менее стоек материал деталей, тем больше износ.
В большинстве случаев изнашивание происходит при трении. При этом различают нормальное изнашивание, характеризующееся состоянием динамического равновесия при механохимичес-ком разрушении и восстановлении поверхностной микроструктуры, и повреждаемость — резко выраженное изнашивание, сопровождающееся изменением макрогеометрических характеристик, структуры и свойств поверхностных слоев. Конечный результат изнашивания — изменение размеров, формы и свойств материала деталей.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
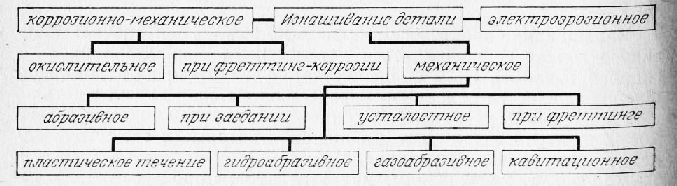
Изнашивание практически никогда не бывает однозначно: абразивное может сопровождаться усталостным, кавитационное — гидроабразивным. Но в большинстве случаев один из видов изнашивания является основным, определяющим срок службы детали.
Различают три группы: механическое, коррозионно-механическое и электроэрозионное изнашивания, которые в свою очередь Делят на несколько видов.
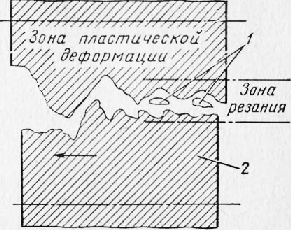
Абразивное изнашивание характеризуется процессами пластической деформации и резания, происходящими в микроскопических объемах поверхностных слоев материала. При взаимном скольжении двух тел происходит внедрение абразивных частиц в поверхности трения, смятие и срезание ими наружных слоев с этих поверхностей. При этом абразивные частицы могут попадать на поверхности трения извне, быть частью поверхности трения (более твердые гребешки неровностей одной из поверхностей) или же возникать при трении как результат процесса резания.
Глубина зоны пластической деформации колеблется от 0,0005 до 0,05 мм. Она уменьшается при увеличении скорости скольжения и растет при повышении давления в месте контакта.
Для повышения износостойкости деталей, подверженных абразивному изнашиванию, трущиеся поверхности упрочняют, их разделяют слоем смазочного материала, защищают зоны трения от попадания абразивных частиц и эффективно удаляют продукты износа.
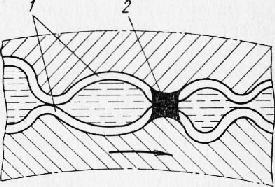
Изнашивание при заедании происходит в процессе трения в результате схватывания, глубинного вырывания материала, переноса его с одной поверхности трения на другую и воздействия образовавшихся неровностей на сопряженную поверхность.
В настоящее время существует несколько теорий о возникновении заедания.
Согласно, поверхности трения имеют защитные слои, образованные в результате механической обработки, силового взаимодействия поверхностей между собой, с окружающей средой и со смазочным материалом. Слои состоят из окисных пленок и твердого раствора кислорода в металле. При трении в местах соприкосновения защитные слои разрушаются и вновь восстанавливаются, предохраняя микронеровности поверхностей от молекулярного контакта. В случае, когда разрушительный процесс становится превалирующим, происходит оголение внутренних слоев, сопровождающееся схватыванием, образованием «мостиков сварки», их разрывом и захватом металла. При дальнейшем развитии процесс заедания развивается лавинообразно, в результате чего на поверхностях образуются задиры и даже возможно заклинивание трущихся поверхностей.
Для повышения износостойкости при заедании следует увеличивать вязкость смазочных материалов, уменьшать скорости скольжения и удельные нагрузки. Большое значение имеет также правильный выбор материала пар трения.
Усталостное изнашивание возникает под воздействием циклических нагрузок и проявляется как результат усталости материала, под которой понимается процесс постепенного накопления повреждений, приводящих к изменению его свойств, образованию трещин, их развитию и разрушению Детали.
При развитии усталости различают 3 периода. В начальный период энергия, подводимая к Детали при циклическом нагруже-нии, вызывает в металле волны пластической деформации, кото-Рая в свою очередь воздействует на кристаллическую решетку. От приложенных сил в ней возникают локальные напряжения, Достигающие при достаточно большом числе циклов нагружения критических значений. В этом случае значения модуля упру, гости, твердости и предела прочности металла соответствуют его состоянию при нагреве до температуры плавления. Возникает ползучесть кристаллической решетки, сопровождающаяся ее раз. рушением и образованием микротрещин.
Во втором периоде происходит развитие микротрещин усталости. Подводимая энергия расходуется на разрушение межатомных связей.
В третьем периоде микротрещины развиваются в макротрещины. В дальнейшем процесс может идти по пути образования сетки трещин, отслоений и выкрашивания металла либо по пути образования единичных достаточно протяженных трещин. Последний более опасен, так как имеет скрыто протекающую и трудно диагностируемую стадию накопления остаточных результатов взаимодействия и часто сопровождается разрушением детали. Подобным образом разрушаются детали металлоконструкций.
Усталостное изнашивание возникает при различных способах циклического нагружения: при действии нормальных нагрузок, изгибающих или крутящих моментов (в металлоконструкциях и в деталях машин) при упругой деформации, распространяющейся в виде волн вдоль поверхности трения (на поверхностях трения, качения или скольжения).
Сопротивление усталости определяет деформация кристаллических решеток. Поэтому для повышения износостойкости деталей необходимо: увеличивать поверхностную твердость путем специальной механической, термической или химико-термической обработки; выбирать рациональные конструкцию и технологию изготовления детали, чтобы избежать концентраторов напряжения на поверхности и внутри материала (пор, раковин, термических напряжений в сварных швах); улучшать условия работы деталей (предотвращать возникновение резонансных колебаний, уменьшать коррозионное воздействие среды).
Изнашивание при фреттинге по физической картине аналогично абразивному и усталостному, протекающим одновременно, но в отличие от них происходит при малых колебательных перемещениях поверхностей (шпоночных и шлицевых соединений). Износ при фреттинге ввиду малых относительных скоростей перемещения и отсутствия посторонних абразивных частиц существенно ниже. Однако отрицательным фактором является невозможность удаления продуктов износа из мест трения.
Пластическое течение материала возникает в результате действия сил трения при взаимном перемещении деталей. В месте контакта на поверхностях образуется упругая волна деформации, распространяющаяся в направлении относительного скольжения. При недостаточной твердости поверхностного слоя материала она вызывает его перемещение. В результате при большом числе циклов нагружения, например при обкатывании зубчатых колес, постепенно изменяется форма поверхности.
Гидроабразивное изнашивание — это результат абразивного действия твердых частиц, взвешенных в жидкости и перемещающихся относительно изнашиваемого тела. Характер изнашивания и размер износа зависят от количества абразивных частиц в потоке их размеров, твердости и скорости потока. Износостойкость деталей может быть повышена путем уменьшения скорости потока, применения плавных переходов в трубопроводах и увеличения радиусов поворота, а также использования дополнительных защитных устройств, например бронедисков в грунтовых насосах.
Газоабразивное изнашивание по характеру аналогично гидроабразивному, однако его интенсивность ниже, так как твердость частиц перегружаемого материала (зерна, цемента) существенно меньше по сравнению с частицами пульпы.
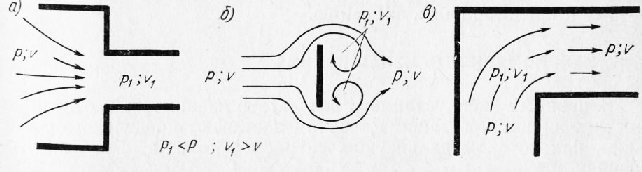
Кавитационное изнашивание возникает при движении твердого тела относительно жидкости. Течение жидкости характеризуется неравномерным давлением в потоке. Если оно упадет до некоторого критического значения рi (рис. 38), равного давлению насыщенных паров, в макрообъемах жидкости возникают условия для ее испарения и выделения растворенного газа, а следовательно, и для образования кавитационных пузырьков или каверн. Такие условия возникают при резком увеличении скорости течения из-за сужения сечения потока, при вихреобразовании — в центре вихря, при крутом изменении направления скорости потока.
Обычно оба процесса — испарение и выделение растворенных газов происходят параллельно. Но поскольку процесс выделения газов протекает относительно медленно, в практике приходится сталкиваться преимущественно с паровой кавитацией.
При кавитации поток жидкости становится двухфазным, что само по себе ухудшает условия работы машин (снижает к. п. д. трубопроводов, насосов). Однако главным является разрушающий эффект кавитации, заключающейся в том, что при последующем повышении давления в жидкости (при уменьшении скорости потока) пузырьки разрушаются, вызывая появление микрогидравлических ударов, бомбардирующих и разрушающих поверхности, которые обтекает жидкость.
Кавитационному изнашиванию подвержены все детали, работающие в среде движущейся жидкости. Уменьшить вредное влияние кавитации можно путем улучшения условий обтекания: придания деталям плавной формы, уменьшения шероховатости поверхностей и т. п.
Коррозионно-механическое изнашивание является результатом механического воздействия, сопровождаемого химическим взаимодействием материала со средой.
Окислительное изнашивание возникает на поверхности трения и протекает следующим образом. Взаимодействие трущихся поверхностей вызывает микропластическую деформацию поверхностного слоя металла, в который из окружающей среды диффундирует кислород. В результате образуется легкотекучий тонкий слой металла, который выдавливается и удаляется из контактной зоны в виде продуктов износа.
На следующей стадии после предельного насыщения металла кислородом образуются его окислы, обладающие высокой твердостью и хрупкостью. В связи с отсутствием пластичности возникший корковый слой легко разрушается, вызывая сопутствующее абразивное изнашивание.
Стойкость к окислительному изнашиванию зависит от твердости металла и его химической стабильности. Поэтому для ее повышения необходимо упрочнять поверхности, применять стойкие к окислению металлы или насыщать поверхность детали инертными элементами.
Изнашивание при фреттинг-коррозии — это изнашивание при фреттинге, происходящее в окислительной среде, вследствие чего интенсивность его увеличивается, так как возникающие в результате окисления и отколовшиеся твердые частицы коркового слоя сами являются абразивным материалом, ускоряющим процесс.
Электроэрозионное изнашивание возникает на поверхности контактов в результате воздействия разрядов при прохождении электрического тока. При размыкании образуется электрический разряд, в результате чего контакты в пределах сечений, через которые протекает ток разрыва, кратковременно интенсивно нагреваются и расплавляются, происходит рассеивание и перенос с одной поверхности на другую частиц металла. При этом уменьшаются площади поверхности контактов, что в свою очередь ведет к росту переходного сопротивления и искрообразования. Изменяется форма контактов, их поверхность постепенно выгорает и становится пористой.
Для уменьшения электроэрозионного изнашивания необходимо следить за чистотой контактов, своевременно восстанавливать их форму и предотвращать вибрацию.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Причины и виды изнашивания деталей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы