Строй-Техника.ру
Строительные машины и оборудование, справочник
Винипласт при нагревании изменяет свои линейные размеры, т. е. обладает усадкой. Величина усадки зависит от качества исходного сырья, степени нагрева и др. Но ориентировочно можно считать, что после охлаждения заготовок усадка составляет вдоль листа 1% и поперек 2%. При этом толщина листов винипласта увеличивается примерно на 4%. Поэтому перед раскроем винипластовых листов на заготовки для изготовления деталей листы предварительно подвергают тепловой обработке при температуре 130—140 °С. Это позволяет обеспечить нужные размеры заготовок, так как винипласт при повторном нагреве в процессе формования уже не меняется в размерах.
До разметки и раскроя листы винипласта,’ прошедшие тепловую обработку, подбирают по размеру, толщине и в некоторых случаях по цвету. Для проверки качества отобранных листов их осматривают. Если на поверхности листов имеются вздутия, вмятины, а также расслоения по толщине листа, винипласт бракуют.
Размечают листы с помощью измерительных инструментов: метра, циркуля, стальной линейки, угольника. Однотипные изделия, которые изготовляют в больших количествах, размечают по металлическим или картонным шаблонам. Линии резания на листах изделий намечают мелом или мягким карандашом (применение для этих целей металлических чертилок нежелательно). При разметке листов винипласта стремятся обеспечить наиболее полное использование материала с наименьшим количеством сварных швов в заготовках.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Листы винипласта распиливают, как правило, с помощью механических пил и лишь при небольших объемах работ применяют для этой цели ручные инструменты — ножовки, ручные пилы и др.
По прямой линии листы распиливают «а циркульной (дисковой) пиле с диаметром диска 150—200 мм и числом оборотов 2000—2500 в 1 мин. Число зубьев при указанном диаметре диска равно 120—140. Высоту выступающей части пилы в случае необходимости регулируют специальным приспособлением, закрепляемым на раме привода.
По кривой линии листы, при вырезке фасонных изделий распиливают на ленточных станках (пилах) ЛC-40 с полотном, имеющим шаг зубьев до 5 мм, и разводкой, не превышающей половину толщины полотна, или пилах с -бесконечной стальной проволокой диаметром 2—3 мм с насечками.
Станина ленточно-пильного станка ЛС-40 изготовляется из чугуна и имеет коробчатую форму с хоботом для установки верхнего шкива 3. Стол 5 размером 560X630 мм монтируют на поворотном сегменте, укрепленном на станине, с помощью которого стол может быть установлен под углом до 45° к горизонтальной плоскости. Окружная скорость зависит от диаметра шкива пилы и составляет 1000—1500 м/мин. При резании тонких листов толщиной до 1,5 мм и винипластовой пленки (фольги) лучшие результаты получаются при распиливании их ленточными пилами без развода.
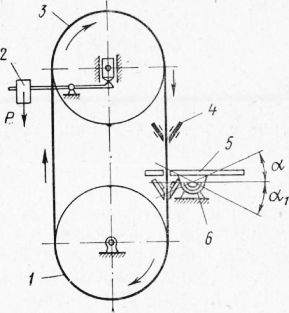
Рис. 1. Ленточно-пильный станок ЛС-40:
1 — нижний пильный шкив, 2 —натяжное устройство, 3 — верхний пильный шкив, 4 — направляющие для полотна, 5 — стол, 6 — устройство для поворота стола; a, cti углы поворота етола, Р — груз
При распиливании листов винипласта соблюдают следующие правила:
— лист материала плотно прижимают к поверхности рабочего стола пилы и равномерно (без рывков и остановок) продвигают по линии разреза;
— скорость подачи материала во избежание размягчения и налипания винипласта не должна превышать 2 м/мин для дисковой пилы и 1,2 м/мин для ленточной пилы;
— при резке толстых листов винипласта стол пилы, наклоняют вбок примерно на 35°, что дает возможность-одновременно с распиливанием подготовить кромку заготовок под сварку.
В процессе резки листов винипласта следует своевременно удалять стружки, которые могут свариваться между собой под действием тепла трения и забивать зазор между пилой и стенками прорези в столе. Прочность и герметичность сварных швов обеспечиваются тщательной подготовкой кромок, подлежащих сварке. Эта подготовка заключается в снятии с заготовок фасок и в удалении с кромок заусенцев. Угол скоса кромок зависит от толщины листов винипласта — при толщине материала до 5 мм фаски снимают под углом 30° к вертикали, при большей толщине листов — под углом 35°.
Фаски снимают с помощью напильника с крупной насечкой, так как мелкая насечка быстро забивается стружкой, обычных столярных рубанков и, что более производительно, электрических рубанков. Снимать фаски можно также с помощью крупнозернистого наждачного круга и шлифовального станка. Для снятия заусенцев применяют рубанки или оп,иловочные станки, а при малых объемах работ — цикли.
При больших объемах винипластовых работ снимают фаски и режут винипласт с помощью специального механизма. Механизм состоит из двух отдельно стоящих частей. Одна из них представляет собой стол, на крышке которого прижимами закрепляются обрабатываемые листы винипласта. Стол перемещается в горизонтальном направлении. Другая часть станка — опорная рама 3— оборудована режущим инструментом, который может устанавливаться с наклоном под любым углом к обрабатываемому материалу и перемещается в вертикальном направлении. Режущий инструмент приводится в движение электродвигателем мощностью 1,7 кет с 2850 обIмин.
К механической обработке винипласта на стационарных, циркульных и ленточных пилах, а также на других станках допускаются лишь рабочие, прошедшие специальную подготовку и сдавшие соответствующий экзамен по технике безопасности.
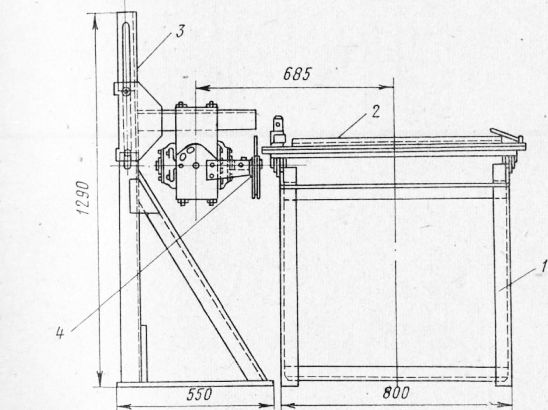
Рис. 2. Механизм для снятия фасок и резки винипласта:
1 — стол, 2 — винипласт, 3 — опорная рама, 4—режущий инструмент
Нельзя распиливать и обрабатывать винипласт в помещениях, где в это же время ведутся работы, связанные с образованием взрыво- и огнеопасных газов (склеивание винипласта, намотка стеклоткани с промазкой клеями), так как при трении металла о винипласт (при больших скоростях) образуются искры, способные выз-ватьвзрыв газовоздушной смеси.
Механическая обработка винипласта при температуре ниже 5 °С не допускается. Рабочие места у станков должны быть оборудованы местной, вытяжной вентиляцией для удаления пыли и паров хлористого водорода, образующегося в результате разложения винипласта при его обработке на станках.
Так как жесткость винипласта незначительна по сравнению с другими материалами, необходимо винипластовый лист плотно прижимать к столу циркульной пилы вблизи от режущего диска или ленты. Для этой цели используют прижимной ролик.
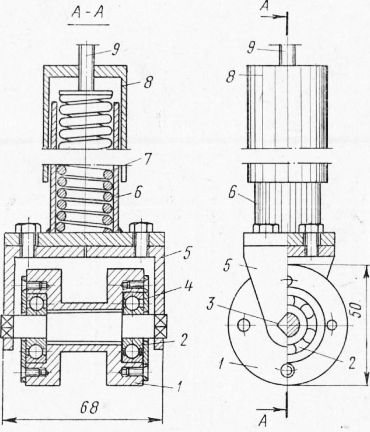
Рис. 3. Прижимной ролик к циркульной пиле:
1 — ролик, 2 — шарикоподшипник, 3 — ось, 4 — крышка, 5 — обойма, б — нижний стакан, 7— пружина, 8 — верхний стакан, 9 — винт
Ролик представляет собой цельноточеную металлическую катушку с отверстием для оси и углублениями для установки шарикоподшипников. Шарикоподшипники установлены на оси и закрыты крышками с картонными прокладками, исключающими попадание в шарикоподшипники винипластовой крошки.
Ролик с шарикоподшипниками установлен в обойму и четырьмя болтами соединен с нажимным устройством. Нажимное устройство состоит из нижнего подвижного и верхнего неподвижного стаканов. Верхний стакан прикреплен к столу циркульной пилы с помощью консольной стойки из профильного материала.
Давление осуществляется пружиной, усилие нажатия которой регулируется винтом. Схема креплений прижимного устройства к циркульной пиле представлена на рис. 4.
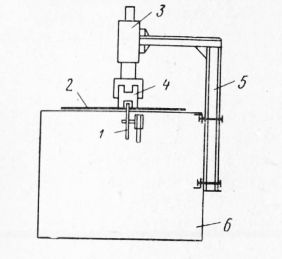
Рис. 4. Схема крепления прижимного устройства к циркульной пиле: 1 — рабочий орган циркульной пилы, 2 — лист винипласта, 3 — нажимное устройство, 4 — прижимной ролик, 5 — стойка с консолью, 6 — стол циркульной пилы
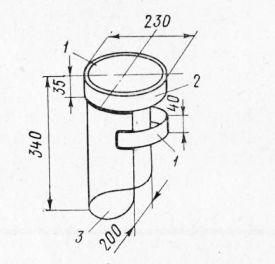
Рис. 5. Защитная маска:
1 — прокладочный пластикат, 2 — винипласт толщиной 5 мм, 3 — органическое стекло толщиной 5 мм
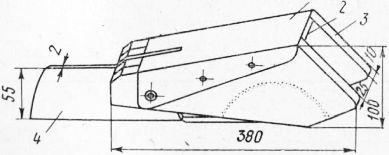
Рис. 6. Ограждение дисковой пилы:
1 — жесть, 2— винипласт, 3 — плексиглаз, 4 — сталь
При работе с листами защищают лицо от случайных ударов винипластовыми кусочками и крошками маской.
На диск пилы надевают ограждение, чтобы предохранить рабочих от травм.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Разметка и раскрой листов винипласта"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы