Строй-Техника.ру
Строительные машины и оборудование, справочник
Условно различают два вида ремонта двигателя: текущий (гаражный) и капитальный.
Текущий ремонт предназначен для восстановления работоспособности двигателя путем замены или ремонта отдельных его деталей, кроме базовых, к которым относятся блок цилиндров и коленчатый вал. При текущем ремонте могут быть заменены поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, поршни, поршневые пальцы, клапаны и их направляющие втулки, упорные шайбы коленчатого вала и другие детали.
При капитальном ремонте восстанавливают до номинальных значений зазоры и натяги во всех сопряжениях деталей двигателя. При этом двигатель полностью разбирают, а гильзы цилиндров и коленчатый вал обязательно подвергают механической обработке или при наличии оборотных деталей заменяют.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Общую продолжительность службы двигателя определяет износ базовых деталей двигателя. Как текущий, так и капитальный ремонт двигателя надо проводить по потребности. Основанием для ремонта служат неисправности в работе двигателя, появляющиеся в процессе эксплуатации автомобиля. Однако для продления общего срока службы двигателя и увеличения пробега до капитального ремонта рекомендуется притирать клапаны (первый раз после 5000—8000 км и затем через каждые 40 000 — 50 000 км пробега) и заменять поршневые кольца и вкладыши подшипников коленчатого вала (особенно шатунных) после пробега 70 000—90 000 км.
При больших износах цилиндров (0,25 мм и более) замена поршневых колец без замены поршней очень часто не приводит к желаемым результатам.
Предельно допустимые износы
Величины зазоров и износов, приведенные в таблице, получены в результате обмера основных деталей тех двигателей, в работе которых появлялись различные неполадки (увеличенный расход масла или бензина, большой пропуск газов, низкое давление масла, падение мощности, стуки и т. д.).
Ремонтные размеры деталей двигателя
Двигатель ремонтируют на базе готовых запасных частей номинальных и ремонтных размеров, обеспечивающих возможность повторных ремонтов.
Сопряжения деталей двигателя
Зазоры и натяги, которые необходимо выдерживать при ремонте двигателя и его узлов, даны в табл. 6. Уменьшение или увеличение зазоров против рекомендуемых непременно приведет к ухудшению смазки трущихся поверхностей, а следовательно, и к ускоренному износу их. Уменьшение натягов в неподвижных (прессовых) посадках тоже крайне нежелательно.
Для таких деталей, как направляющие втулки и вставные седла выпускных клапанов, уменьшение натягов может привести к ухудшению передачи тепла охлаждаемым водой стенкам головки цилиндров со всеми вытекающими отсюда последствиями: короблением, пригоранием, интенсивными износами, задирами и т. п.
Снятие и установка двигателя
Двигатель снимают вверх через кабину при помощи грузоподъемного устройства. Для облегчения снятия в крыше авто-мобнля имеется люк для троса грузоподъемника. При снятии двигателя с автомобиля, не имеющего люка в крыше кабины, подъемником может служить таль грузоподъемностью 0,5 т без блока на крюке. Таль подвеш-ивают на деревянный брус (или металлическую трубу) длиной 3000 мм, достаточной прочности, пропущенный в дверные проемы и установленный на деревянные козлы высотой 1750 мм.
Перед снятием двигателя на автомобиле, установленном на осмотровой яме, необходимо провести следующие подготовительные операции.
Слить воду из системы охлаждения и масло из картера двигателя.
Снять сиденья и панели капота, воздушный фильтр и катушку зажигания, крышку капота, люк в крышке кабины, брызговики двигателя и приемную трубу глушителя, водяной радиатор, который (после отъединения его ог рамы, двигателя и кузова и снятия вентилятора) вытаскивают в кабину.
Отъединить от двигателя: шланги отопителя и масляных фильтров тонкой и грубой очистки и все электропровода.
Снять краник масляного радиатора, датчик давления масла и тройник фильтра грубой очистки, болты крепления подушек передних опор двигателя вместе с нижними подушками опор (у автомобилей семейства УАЗ-451М отъединить заднюю точку крепления двигателя), распорную тягу, отъединить тягу управления сцепления и снять масленку.
Установить скобу на вторую и четвертую шпильки головки цилиндров, считая от переднего торца блока.
После этого, приподняв немного двигатель подъемником и отъединив от него коробку передач, осторожно вытаскивают его в кабину, а затем по доске спускают на землю. На автомобилях семейства УАЗ-452 коробка передач остается на шасси вместе с раздаточной коробкой. На автомобилях семейства УАЗ-451М коробку передач после отъединения от двигателя снимают с шасси.
Устанавливают двигатель на автомобиль в обратной последовательности.
Двигатель можно также снимать, опуская его вниз. В этом случае его снимают вместе с коробкой передач и раздаточной коробкой. Этот способ значительно сложнее. На грузовых автомобилях УАЗ-451ДМ и УАЗ-452Д при снятии двигателя предварительно снимают кабину.
Разборка и сборка двигателя
При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, устанавливают на свои прежние места, где они приработались. Для обеспечения этого такие детали, как поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели при снятии необходимо маркировать любым из возможных способов, не вызывающих порчи деталей (кернением, надписыванием, прикреплением бирок и т. п.).
При ремонте нельзя раскомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как перечисленные детали обрабатывают на заводе совместно и поэтому они невзаимозаменяемы.
Если картер сцепления заменяют новым, то необходимо проверить концентричность отверстия, служащего для центрирования коробки передач, с осью коленчатого вала, а также перпендикулярность заднего торца картера относительно оси коленчатого вала. Стойку индикатора при проверке закрепляют на фланце коленчатого вала. Сцепление при этом должно быть снято. Биение отверстия и торца картера не должно превышать 0,08 мм.
После разборки двигателя детали тщательно обезжиривают и очищают от нагара и смолистых отложений.
Нагар с поршней, впускных клапанов и камер сгорания удаляют механическим или химическим способом. Наиболее простым способом очистки деталей является ручная мойка керосином или бензином в небольших ваннах волосяными щетками и скребками.
Химический способ удаления нагара заключается в выдерживании деталей в ванне с раствором, подогретым до 80—95 °С, в течение 2—3 ч.
После очистки детали промывают горячей (80—90 °С) водой и обдувают сжатым воздухом.
Промывать детали из алюминиевых и цинковых сплавов в растворах, содержащих щелочь (NaOH), нельзя, так как щелочь разъедает алюминий и цинк.
При сборке двигателя необходимо соблюдать следующие условия.
Детали перед сборкой рекомендуется протереть чистой салфеткой и продуть сжатым воздухом, а все трущиеся поверхности смазать чистым маслом.
Резьбовые детали (шпильки, пробки, штуцеры), если их вывертывали или заменяли в процессе ремонта, ставить на сурике или белилах, разведенных натуральной олифой.
Неразъемные соединения, например заглушку блока цилиндров, надо ставить на нитролаке.
Ремонт блока цилиндров
Все поверхности трения в отверстиях блока, кроме направляющих отверстий толкателей, снабжены сменными втулками: сменные гильзы цилиндров, сменные вкладыши коренных подшипников коленчатого вала, сменные втулки опо,р распределительного вала. Такая конструкция блока делает его практически, неизнашиваемым, а его ремонт в основном сводится к пере-шлифовке или замене гильз цилиндров, замене изношенных втулок подшипников распределительного вала полуобработанными с последующей их обработкой под требуемые размеры, ремонту направляющих толкателей и замене вкладышей коренных подшипников коленчатого вала.
Расточка и смена гильз блока цилиндров
Максимально допустимый износ гильз цилиндров 0,30 мм. При наличии такого износа гильзу вынимают из блока цилиндров и растачивают до ближайшего ремонтного размера с допуском на обработку +0,06 мм.
При обработке гильзу нельзя зажимать в кулачковый патрон, так как неминуема деформация гильзы и искажение размеров после снятия ее со станка.
Закрепляют гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу ставят во втулку до упора в верхний буртик, который зажимают накладным кольцом в осевом направлении.
Чистота поверхности зеркала после обработки должна соответствовать V9. Достигают этого тонкой расточкой или шлифовкой с последующим хонингованием.
Овальность и конусность допускаются до 0,02 мм, причем большее основание конуса должно располагаться в нижней части гильзы. Бочкообразность и корсетность допускаются не более 0,01 мм.
Зеркало обрабатывают концентрично установочным пояскам. Биение этих поясков относительно зеркала должно быть не более 0,01 мм.
Ремонтные размеры гильз равны 92,5; 93,0 и 93,5 мм.
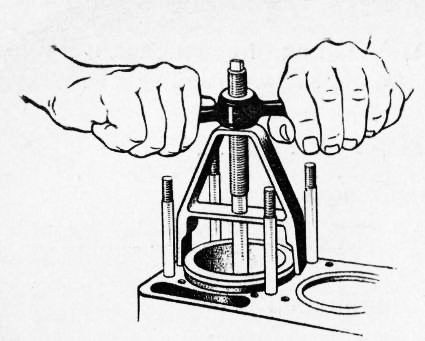
Так как для удаления гильзы из блока необходимо приложить некоторое усилие, то гильзу рекомендуется снимать при помощи приспособления. Удалять гильзу ударами по выступающей в картер нижней ее части нельзя, так как можно повредить стенки гильзы, и тогда она станет непригодной для дальнейшего применения.
Забивать новую гильзу в гнездо блока также нельзя; она должна свободно от руки входить в гнездо.
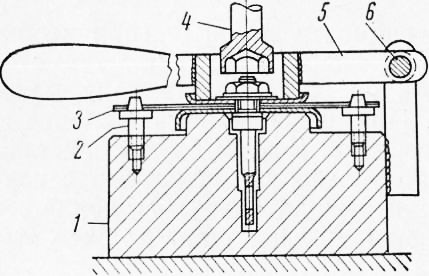
После установки гильз в блок цилиндров необходимо проверить величину выступания верхнего торца гильзы над верхней плоскостью блока, как показано на рис. 43. Величина выступания должна быть 0,005—0,055 мм. При недостаточном выступа-нии (менее 0,005 мм) может пробить прокладку головки цилиндров и неизбежно попадание воды в камеру сгорания из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо. ‘
Чтобы гильзы не выпали из гнезд при дальнейших ремонтных операциях, их закрепляют в блоке при помощи шайбы и втулки, надеваемых на шпильку крепления головки цилиндров.
Изношенные после третьего ремонта (перешлифовки) гильзы заменяют новыми. С этой целью с IV квартала 1966 г. введена поставка в запасные части ремонтного комплекта, состоящего из гильзы цилиндра с поршнем, поршневым пальцем, стопорными и поршневыми кольцами. Номер комплекта по каталогу ВК-21-1000105-А.
Ремонт опор распределительного вала и направляющих толкателей, а также порядок замены коренных вкладышей коленчатого вала изложены в соответствующих разделах настоящей главы.
Ремонт головки цилиндров
К основным неисправностям головки цилиндров, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов.
Непрямолинейность плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм. Незначительное коробление головки (до 0,3 мм) рекомендуется устранять шабровкой плоскости по краске. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать «как чисто». При этом глубину камер сгорания уменьшать более чем на 0,7 мм против номинального размера нельзя.
Ремонт седел и направляющих втулок клапанов см. в разделе «Восстановление герметичности клапанов».
Замена поршневых колец
Необходимость в замене поршневых колец возникает через 70 000—90 000 км пробега автомобиля в зависимости от качества применяемых горюче-смазочных материалов и общих условий эксплуатации автомобиля.
Поршневые кольца ремонтных размеров отличаются от номинальных только наружным диаметром.
Кольца того или иного ремонтного размера предназначены для установки в цилиндры, обработанные под данный ремонтный размер, и для установки в изношенные цилиндры ближайшего меньшего ремонтного размера путем подпиливания их стыков до получения зазора в замке 0,3—0,5 мм.
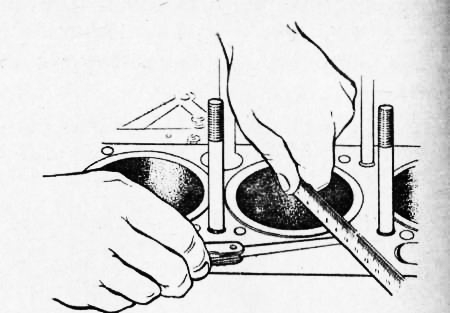
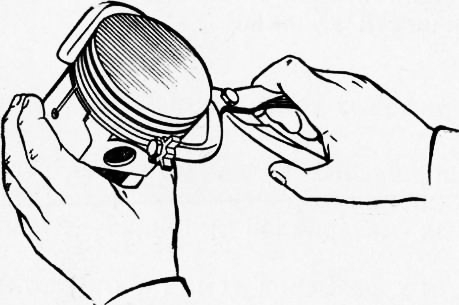
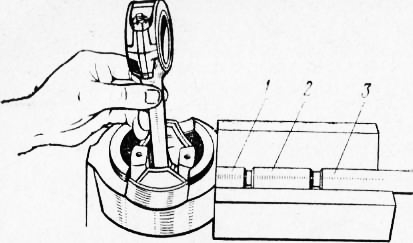
Боковой зазор в стыке кольца проверяют, как показано на рис. 3.
К перешлифованным цилиндрам кольца подгоняют по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливают в цилиндре в рабочее положение, т. е. в плоскости, перпендикулярной оси цилиндра, и продвигают при помощи головки поршня. Стыки колец обязательно надо припиливать так, чтобы плоскости стыков при сжатом кольце были параллельны.
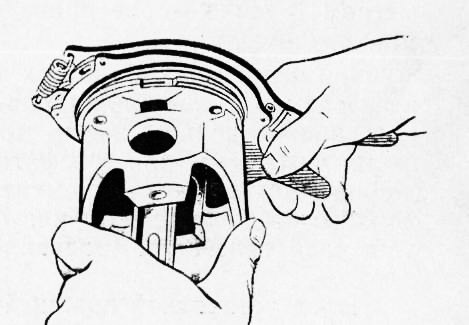
Снимать и надевать кольца на поршень рекомендуется при помощи съемника, как показано на рис. 4.
После подгонки колец по цилиндрам необходимо проверить боковой зазор между кольцами и канавками в поршне, который должен быть: для верхнего компрессионного кольца в пределах 0,050—0,082 мм, а для нижнего компрессионного и маслосъемного — 0,035—0,067 мм. При больших зазорах замена поршневых колец не исключит повышенного расхода масла на угар. В этом случае одновременно с заменой колец надо заменять и поршни (см. раздел «Замена поршней»).
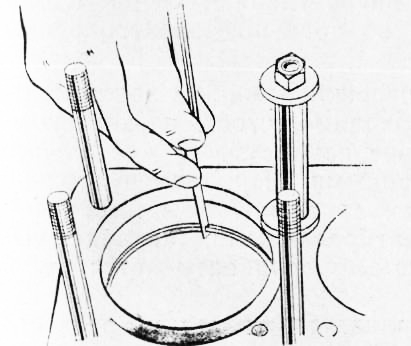
При замене только поршневых колец без замены поршней необходимо удалять нагар с днищ поршней, из кольцевых канавок в головке порш-
ня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок надо удалять осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления, показанного на рис. 5.
Из маслоотводящих отверстий нагар удаляют сверлом диаметром 3 мм, которое приводится во вращение электродрелью или вручную.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромовое покрытие, а остальные были лужеными или фосфатированными. При замене только поршневых колец, без ремонта или замены гильзы, все они должны быть лужеными или фосфатированньши, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры необходимо развести стыки поршневых колец под углом 120° друг к другу.
После смены поршневых колец в течение 1000 км пробега не следует повышать скорость автомобиля свыше 60 км/ч.
Замена поршней
Поршни нужно менять чаще всего вследствиеизноса канавки верхнего порш,невого кольца и реже из-за износа юбки поршня.
При текущем ремонте двигателя в частично изношенные цилиндры, как правило, устанавливают поршни того же размера (номинального или ремонтного), какой имели поршни, ранее работавшие в данном двигателе. Однако желательно подобрать комплект большего размера поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра.
В этом случае зазор между юбкой поршня и зеркалом цилиндра следует проверять в нижней, наименее изношенной части цилиндра.
Нельзя допускать уменьшения зазора в этой части цилиндра ниже 0,02 мм.
К обработанным под ремонтный размер цилиндрам поршни подбирают по усилию, необходимому для протягивания ленты-щупа, вставляемого в зазор между поршнем и гильзой.
Усилие протягивания ленты толщиной 0,05 мм и шириной 13 мм должно быть в пределах 3,5—4,5 кГ. Щуп-ленту располагают в плоскости, перпендикулярной к оси поршневого пальца.
Для обеспечения правильного подбора к цилиндру поршень должен быть обязательно без поршневого пальца, искажающего на холодном поршне истинные размеры его юбки. При этом поршень устанавливают в цилиндр юбкой вверх, как показано на рисунке, иначе при протягивании будет закусывать ленту-щуп юбкой поршня из-за ее конусности.
В запасные части поставляют поршни вместе с подобранными к ним поршневыми пальцами и стопорными кольцами.
На днищах поршней ремонтного размера вместо буквенного обозначения непосредственно выбит размер диаметра юбки поршня, округленный до 0,01 мм. Например 92,5 мм.
Кроме подбора поршней к цилиндрам по диаметру юбки, их подбирают также по весу. Это необходимо для сохранения уравновешенности двигателя. Разница в весе самого легкого и самого тяжелого поршней для одного двигателя не должна превышать 4 г.
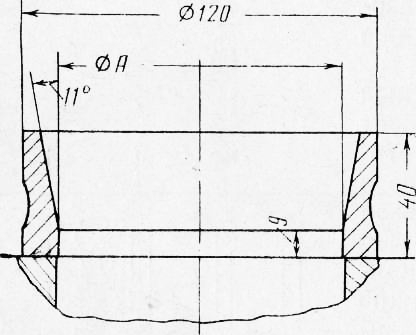
Поршни в цилиндры устанавливают при помощи приспособления, показанного на рис. 7. Внутренний диаметр А кольца делают равным размеру цилиндра (номинальному или ремонтному) с допуском +0,01 мм.
При установке поршней в цилиндры необходимо, чтобы метка «назад», выбитая на поршне, была обращена к маховику.
На всех поршнях ремонтных размеров отверстия в бобышках под поршневой палец делаются номинального размера. Чистота поверхности должна быть V8. Конусность и овальность отверстия допускаются не более 0,005 мм. При обработке должна быть обеспечена перпендикулярность оси отверстия к оси поршня, допускаемое отклонение не более 0,05 мм на длине 100 мм.
Ремонт шатунов
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера.
В запасные части поставляют втулки одного размера, свернутые из бронзовой ленты ОЦС4-4-2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун необходимо обеспечить совпадение отверстия во втулке с отверстием в верхней головке шатуна для обеспечения подачи смазки к поршневому пальцу.
После запрессовки втулку уплотняют гладкой брошью до диаметра 24,3+0’045 мм, а затем уже развертывают или растачивают под номинальный или ремонтный размер с допуском мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть равным 168±0,05 мм; допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях не более 0,04 мм на длине 100 мм; овальность и конусность не должны превышать 0,005 мм. Чтобы выдержать указанные размеры и допуски, развертывать втулку верхнего отверстия шатуна рекомендуется в кондукторе.
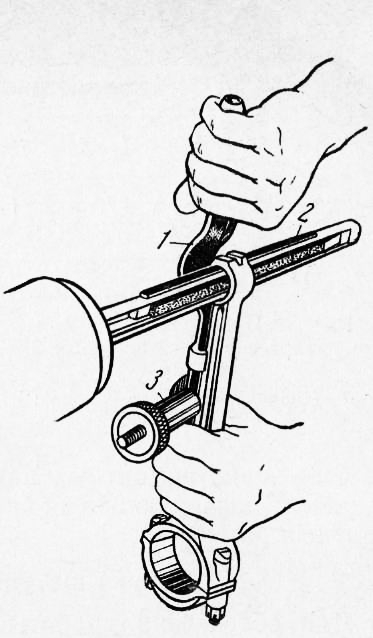
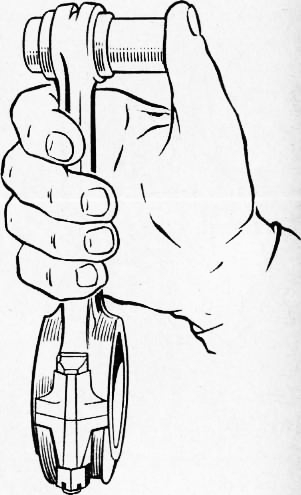
После развертывания отверстия доводят на специальной шлифовальной головке, держа шатун в руках как показано на рис. 8.
Шлифовальные бруски головки устанавливают микрометрическим винтом на требуемый ремонтный размер. Чистота обработки — V8.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, выбраковывают.
Замена и ремонт поршневых пальцев
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяют поршневые пальцы, увеличенные по диаметру на 0,08 мм. Применение пальцев, увеличенных на 0,12 и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна, как описано выше (см. разделы «Замена поршней» и «Ремонт шатунов»).
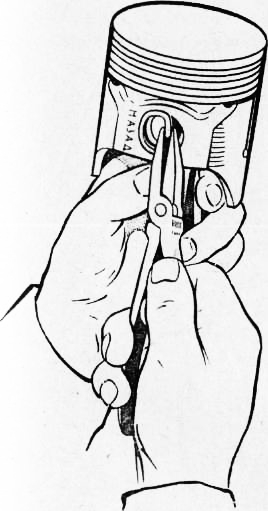
Перед выпрессозкой поршневого пальца из поршня необходимо вынуть стопорные кольца поршневого пальца плоскогубцами (рис. 9). Выпрессовывают и запрессовывают палец в приспособлении, как показано на рис. 10. Перед выпрессовкой пальца поршень нагревают в горячей воде до 70 °С.
Поршневые пальцы ремонтируют перешлифовкой их с больших ремонтных размеров на меньшие или хромированием с последующей обработкой под номинальный или ремонтный размер.
Сборка шатунно-поршневой группы
Для обеспечения работы шатунно-поршневой группы без стуков поршень, поршневой палец и шатун подбирают друг к другу с минимально необходимыми зазорами для нормальной их смазки.
Поршневой палец к верхней головке шатуна подбирают с зазором 0,0045—0,0095 мм. В практике палец подбирают так, чтобы при нормальной комнатной температуре он плавно перемещался в отверстии верхней головки шатуна от легкого усилия большого пальца руки.
В поршень палец устанавливают с натягом 0,0025 — 0,0075 мм. Практически поршневой палец подбирают таким образом, чтобы при нормальной комнатной температуре поршневой палец не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил в него свободно. Поэтому перед сборкой пальца с поршнем поршень необходимо нагреть в горячей воде до 70 °С. Запрессовывание пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Подсборку шатунно-поршневой группы выполняют в том же приспособлении, что и разборку.
Следует иметь в виду, что для обеспечения балансировки двигателя разница в весе установленных в двигатель поршней в сборе с Шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с некоторым натягом. Не рекомендуется применять стопорные кольца, бывшие в употреблении.
Учитывая сложность подбора поршневого пальца к поршню и шатуну (необходимость обеспечения номинальных посадок), в запасные части поршни поставляют в сборе с поршневым пальцем и стопорными кольцами.
Ремонт коленчатого вала
Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, выпускаемых в запасные части.
Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть соответственно в пределах 0,026—0,077 и 0,026—0,083 мм. Перешлифовывают шейки с допуском —0,013 мм. Так, например, при перешлифовке шеек вала под первые ремонтные комплекты вкладышей размеры шатунных и коренных шеек должны соответственно находиться в пределах 57,750—57,737 и 63,750—63,737 мм.
Ремонтный размер шатунных шеек может не совпадать с ремонтным размером коренных шеек, но все шатунные и все коренные шейки следует перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов вала не пригодны для установки вала в центре шлифовального станка. Для этого надо делать съемные центра-стаканы: передний центр напрессовывают на шейку диаметром 38 мм, а задний центрируют по наружному диаметру фланца (122 мм) вала и крепят к нему болтами. При изготовлении переходных центров нужно обеспечить концентричность центрового отверстия с установочным отверстием. При несоблюдении этого условия нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек вал устанавливают по дополнительным центрам, соосным осям шатунных шеек. Для этого можно использовать центра-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46±0,05 мм.
Для переднего конца лучше сделать новый центр-фланец, устанавливаемый на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляемый болтом (храповиком), ввертываемым в резьбовое отверстие.
Перед шлифованием шеек углубить фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была в пределах 0,8—1,2 мм. Делают это при помощи наждачного камня с углом при вершине 60—90°, приводимого во вращение электродрелью.
При шлифовке шатунных шеек следует остерегаться затрагивания шлифовальным кругом боковых поверхностей шеек. В противном случае осевой зазор шатунов будет чрезмерно велик и шатуны будут стучать. Радиус перехода к боковой поверхности выдерживать в пределах 1,2—2 мм. Чистота поверхности шеек после обработки должна быть V9. Шлифование ведут с обильным охлаждением эмульсией.
В процессе перешлифовки необходимо выдерживать:
— расстояние между осями коренных и шатунных шеек в пределах 46+0,05 мм;
— овальность и конусность шеек не более 0,01 мм; угловое расположение шатунных шеек в пределах ±0°10’;
— непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки;
— биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек не более 0,02 мм, шейки под распределительную шестерню —до 0,03 мм, а шеек под ступицу шкива и задний сальник — до 0,04 мм.
После шлифовки шеек коленчатый вал промывают, а масляные каналы очищают от абразивов и смолистых отложений при помощи металлического ерша и керосина. Пробки грязеуловителей при этом вывертывают. После очистки грязеуловителей и каналов вновь завертывают пробки на место и кернят каждую из них для предотвращения самопроизвольного вывертывания.
Очищать масляные каналы следует и при эксплуатационном ремонте двигателя, когда коленчатый вал вынимают из блока.
После ремонта коленчатый вал собирать надо с тем маховиком и сцеплением, которые стояли на нем до ремонта. Устанавливать при этом сцепление на маховик надо по заводским меткам «О», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику.
Перед установкой на двигатель коленчатый вал подвергают динамической балансировке на балансировочном станке. Предварительно необходимо сцентрировать ведомый диск сцепления при помощи ведущего вала коробки передач или специальной оправки.
Дисбаланс устраняют высверливанием металла в ободе маховика на радиусе 158 мм сверлом 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс не более 70 Гсм.
Замена вкладышей коренных и шатунных подшипников коленчатого вала
Вкладыши коренных и шатунных подшипников заменяют при увеличении диаметрального зазора в подшипниках более 0,15 мм. При зазорах, превышающих указанную величину, появляются стуки подшипников, повышается расход смазки и снижается давление масла в масляной магистрали, так как смазка при этом свободно вытекает из подшипников и производительность масляного насоса оказывается недостаточной для поддержания нормального давления.
Расход смазки увеличивается вследствие того, что количество масла, попадаемого на стенки цилиндров за счет разбрызгивания, увеличивается настолько, что поршни и поршневые кольца не справляются с задачей регулирования масляной пленки на стенках цилиндров и пропускают значительное количество его в камеры сгорания, где оно и сгорает.
В результате вытекания смазки из подшипников и снижения давления масла в масляной магистрали нарушается масляная пленка в подшипниках, появляется полусухое трение и, как следствие, повышается интенсивность износа вкладышей и шеек коленчатого вала.
Поэтому своевременная смена вкладышей подшипников коленчатого вала продлит срок службы коленчатого вала и двигателя в целом.
В запасные части поставляют вкладыши коренных и шатунных подшипников номинального и ремонтных размеров. Вкладыши ремонтных размеров отличаются от вкладышей номинального размера уменьшенным на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 и 1,50 мм внутренним диаметром. В продажу вкладыши поступают комплектами на один двигатель.
Вкладыши коренных и шатунных подшипников заменяют без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей необходимо применять вкладыши номинального или в крайнем случае первого ремонтного размера, уменьшенные на 0,05 мм.
Вкладыши второго и последующих ремонтных размеров устанавливают в двигатель только после перешлифовки шеек коленчатого вала.
Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными Для него, то необходимо собрать двигатель с новым валом. Для такого случая в запасные части поставляют комплект ВК-21А-1005014, состоящий из коленчатого вала и комплектов коренных и шатунных вкладышей номинального размера.
Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно в пределах 0,026— 0,077 и 0,026—0,083 мм.
Простой и надежной является проверка зазоров в подшипниках «на ощупь». При этом считают, что пр-и нормальных зазорах шатун без поршня, подсобранный на шейке вала с полностью затянутой крышкой, должен плавно опускаться под действием собственного веса из горизонтального в вертикальное положение. При нормальных зазорах в коренных подшипниках ; коленчатый вал при полностью затянутых крышках, без шатунов, должен проворачиваться вручную за два колена без заметного усилия.
При проверке «на ощупь» коренные и шатунные шейки смазывают маслом, заливаемым в картер двигателя.
При смене вкладышей необходимо соблюдать следующее.
Вкладыши заменять без каких-либо подгоночных операций и только попарно.
Половинки вкладышей коренных подшипников, имеющие посредине отверстия для подвода масла, ставят в постели блока, а половинки без отверстий — в крышки.
Следить, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях.
Одновременно с заменой вкладышей нужно очистить грязеуловители в шатунных шейках.
Шатунные вкладыши можно заменять, не снимая двигателя с шасси автомобиля. Замена коренных вкладышей более трудоемка и поэтому лучше производить ее на двигателе, снятом с шасси автомобиля.
После замены вкладышей двигатель обкатывают, как указано в разделе «Обкатка двигателя после ремонта».
Если двигатель при замене вкладышей не снимали с автомобиля, то на протяжении первых 1000 км пробега автомобиля не следует двигаться со скоростью свыше 60 км/ч.
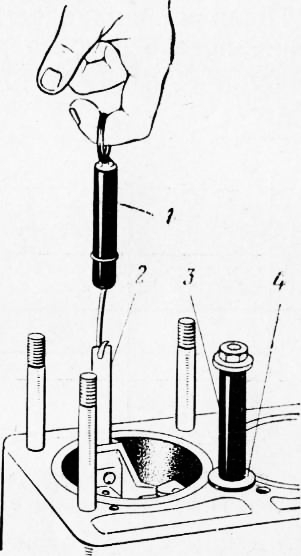
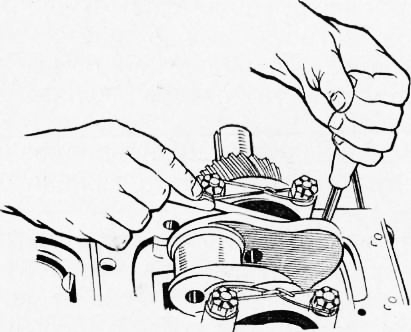
Одновременно с заменой вкладышей необходимо проверить осевой зазор в упорном подшипнике коленчатого вала, который должен быть в пределах 0,075—0,175 мм. В случае, если осевой зазор окажется чрезмерным (более 0,175 мм), необходимо заменить упорные шайбы новыми. Шайбы выпускают четырех размеров по толщине: 2,350—2,375; 2,375— —2,400; 2,400—2,425; 2,425—2,450 мм. Зазоры в упорном подшипнике проверяют следующим образом. Закладывают отвертку (рис. 12) между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжимают вал к заднему концу двигателя. При помощи щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурга первой коренной шейки.
Ремонт распределительного вала
Характерными неисправностями распределительного вала, появляющимися в процессе работы двигателя, являются: износ опорных шеек вала, износ и задиры кулачков и прогиб вала. Указанные неисправности распределительного вала вызывают стуки в клапанном механизме, а увеличение зазоров в подшипниках, кроме того, приводит к падению давления масла в системе смазки.
Зазоры в подшипниках распределительного вала восстанавливают перешлифовкой опорных шеек вала, уменьшая их размер (не более чем на 0,75 мм), и заменой изношенных втулок полуобработанными с последующей расточкой их под размеры перешлифованных шеек.
Перед перешлифовкой шеек распределительного вала углубляют канавки на первой и последней шейках на величину уменьшения диаметра этих шеек, для того чтобы после перешлифовки шеек было обеспечено поступление смазки к распределительным шестерням и к оси коромысел. Шлифование шеек выполняют в центрах с допуском -—0,02 мм. После шлифовки шейки полируют. Выпрессовывать и запрессовывать втулки удобнее при помощи резьбовых шпилек (соответствующей длины) с гайками и подкладных шайб.
Полуобработанные втулки подшипников распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому их запрессовывают в отверстия блока без предварительной обработки.
Для обеспечения достаточной толщины баббитового слоя величина ремонтного уменьшения диаметров всех втулок должна быть одинаковой.
При запрессовке втулок необходимо следить за совпадением их боковых отверстий с масляными каналами в блоке. Втулки растачивают, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм.
При растачивании втулок необходимо выдерживать расстояние между осями отверстий под коленчатый и распределительный валы в пределах 118+0,025 мм. Этот размер проверяют У переднего торца блока Отклонение от соосности отверстий во втулках должно быть не более 0.04 мм, а отклонение от параллельности коленчатого и распределительного валов—в пределах 0,04 мм на длине блока. Чтобы обеспечить соосность втулок в заданных пределах, их обрабатывают одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Устанавливать борштангу надо, базируясь на отверстия для вкладышей коренных подшипников.
Кулачки распределительного вала при незначительных изно-сах и задирах зачищают наждачной бумагой: сначала крупнозернистой, а затем полируют мелкозернистой. При этом наждачная бумага должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка.
При износах кулачков по высоте более чем на 0,5 мм распределительный вал заменяют новым, так как при таких износах уменьшается наполнение цилиндров, а следовательно, и мощность двигателя.
Погнутость распределительного вала проверяют индикатором по затылкам впускных и выпускных кулачков второго и третьего цилиндров. Вал при этом устанавливают в центрах. Если биение вала, замеренное таким образом, превышает 0,03 мм, то вал правят.
Восстановление герметичности клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами (0,25—0,30 мм), а также при исправной работе карбюратора и приборов зажигания обнаруживают по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Герметичность клапанов восстанавливают притиркой рабочих фасок клапанов к их седлам. При наличии же на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, фаски клапанов и седел подвергают шлифовке с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками заменяют новыми.
Клапаны притирают при помощи пневматической или электрической дрели (Чистопольский завод ГАРО выпускает для этой цели пневматическую дрель модели 2213), или вручную при помощи коловорота модели 55832. Во всех случаях притирку ведут возвратно-вращательными движениями, при которых клапан поворачивают в одну сторону несколько больше, чем в другую. На время притирки под клапан устанавливают технологическую пружину с малой упругостью, которая несколько приподнимает клапан над седлом. При легком нажатии клапан должен садиться на седло. Внутренний диаметр пружины около 10 мм.
Для ускорения притирки используют притирочную пасту, составленную из одной части микропорошка М20 по ГОСТ 3647—59 и двух частей масла индустриального (веретенного) по ГОСТ 1707—51. Смесь перед применением тщательно перемешивают. Притирку ведут до получения на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшают содержание микропорошка в притирочной пасте, а заканчивают притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с маслом, применяемым для двигателя.
Для шлифовки рабочих фасок на клапанах можно использовать настольный шлифовальный станок модели 2414 или 2178 Чистопольского завода ГАРО. Стержень клапана при этом зажимают в центрирующем патроне бабки, устанавливаемой под углом 44°30’ к рабочей поверхности шлифовального камня. Уменьшение на 30’ угла наклона рабочей фаски на головке клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовании с головки клапана снимают минимальное количество металла, необходимое для вывода изъянов. При этом высота цилиндрического пояска головки клапана после шлифования рабочей фаски должна быть не менее 0,7 мм, а концентричность рабочей фаски относительно стержня — в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана не должно превышать 0,02 мм. Клапаны с большим биением заменяют новыми. Перешлифовывать стержни клапана на меньший размер нецелесообразно, так как возникает необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуют под углом 45° соосно отверстию во втулке. Ширина фаски должна быть в пределах 1,6—2,4 мм. Для шлифования седел рекомендуется применять приспособление, изображенное на рис. 14. Шлифуют седло до тех пор, пока камень не начнет брать по всей рабочей поверхности и без применения притирочных паст или масла.

После грубой обработки производят чистовое шлифование седла, сменив камень на мелкозернистый. Биение фаски седла относительно оси отверстия втулки клапана допускается не более 0,03 мм. Изношенные седла заменяют новыми. Выпускаемые в запасные части седла клапанов имеют увеличенный на 0,25 мм наружный диаметр по сравнению с диаметром седел, устанавливаемых на заводе. Изношенные седла вырезают из головки при помощи зенкера, изготовленного из твердого сплава. После удаления седла гнездо в головке растачивают до диаметров 38,75 для выпускного клапана и 47,25+°>025 мм для впускного клапана. Перед запрессовкой седел головку нагревают до температуры 170°С, а седла охлаждают в сухом льду. Запрессовку надо выполнять при помощи оправок быстро, чтобы не дать возможности седлам нагреться. После остывания головка плотно охватывает седла. Для увеличения прочности посадки седел их за-чеканивают по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем седла шлифуют до требуемых размеров и притирают.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливают только после замены клапана и его втулки. В запасные части клапаны выпускают только номинальных размеров, а направляющие втулки с уменьшенным на 0,3 мм внутренним диаметром для развертывания их под окончательный размер после запрессовки в головку цилиндров.
Изношенную направляющую втулку выпрессовывают из головки при помощи выколотки (рис. 15).
Новую втулку запрессовывают со стороны коромысел при помощи той же выколотки, до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку надо нагреть до температуры 170°С, а втулку охладить сухим льдом.
После замены втулок клапанов седла шлифуют (базируясь на отверстия во втулках) и затем притирают к ним клапаны. После шлифования седел и притирки клапанов все газовые каналы, а также все места, куда могла попасть абразивная пыль, тщательно промывают и продувают сжатым воздухом.
Втулки клапанов металлОкерамические, пористые. После окончательной обработки и промывки втулки пропитывают маслом. Для этого в каждую втулку на несколько часов вставляют пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смазывают тонким слоем смеси, приготовленной из семи частей масляного коллоидно-графитного препарата (ГОСТ 5262 — 50) и трех частей масла МС20 (ГОСТ 1013 — 49).
Замена клапанных пружин
Основными неисправностями клапанных пружин, появляющимися в эксплуатации, являются уменьшение упругости, обломы или трещины на витках.
Упругость клапанных пружин проверяют при разборках клапанного механизма. Усилие, необходимое для сжатия новой клапанной пружины до длины 46 мм, должно находиться в пределах 28—33 кГ, а до длины 37 мм — в пределах 63—70 кГ. Если усилие сжатия пружины до длины 46 мм менее 24 кГ, а до длины 37 мм менее 57 кГ, то такую пружину заменяют новой.
Пружины с обломами, трещинами и следами коррозии бракуют.
Замена толкателей и ремонт их направляющих в блоке
Направляющие толкателей изнашиваются незначительно, поэтому нормальный зазор в этом сопряжении чаще всего восстанавливают при капитальном ремонте двигателя, за счет замены изношенных толкателей новыми. В запасные части выпускают толкатели только номинального размера. Если же заменой толкателей не удается получить -необходимые зазоры между их стержнями и направляющими в блоке, то направляющие отверстия растачивают до диаметра 30+0,033 лш, запрессовывают в них на сурике или шеллаке ремонтные втулки и затем растачивают их до диаметра 25+0’025 мм. Чистота обработки должна быть не ниже V8.
Ремонтные втулки изготовляют из алюминиевого сплава Д1 ГОСТ 4784—65 со следующими размерами: наружный диаметр ^0+о’ш) мм, внутренний — 24 мм, длина 41 мм.
Толкатели подбирают к отверстиям с зазором 0,040— 0,015 мм.
Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственным весом в гнездо блока и легко проворачиваться в нем.
Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, заменяют новыми.
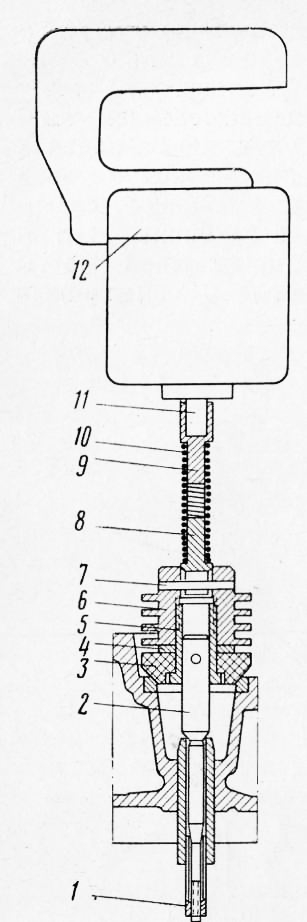
Ремонт привода распределителя
Изношенные детали привода распределителя заменяют новыми или ремонтируют.
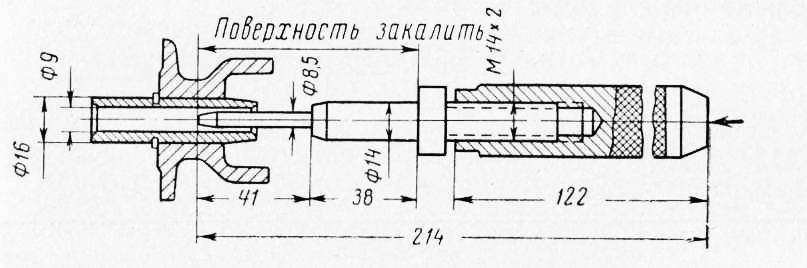
Изношенный по диаметру валик привода распределителя восстанавливают хромированием с последующим шлифованием до размера 13~0’012 мм. При износе паза валика до размера более 3,30 мм и хвостовика по толщине до размера менее 3,86 мм валик заменяют новым.
Шестерню привода распределителя, имеющую обломы, выкрашивания или значительные выработки поверхностей зубьев, а также износ отверстия под штифт до размера (по диаметру) более 4,2 мм, заменяют новой.
Для замены валика или шестерни привода распределителя шестерню спрессовывают с валика, выпрессовав предварительно штифт шестерни при помощи бородка диаметром 3 мм. При спрессовывании шестерни с валика корпус 6 привода устанавливают верхним торцом на подставку с отверстием в ней для прохода валика привода в сборе с упорной втулкой.
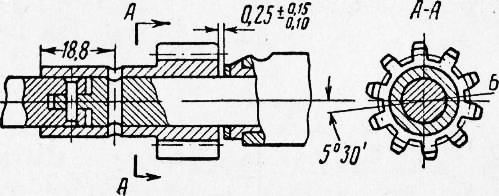
При сборке привода необходимо соблюдать следующее.
При установке в корпус привода распределителя валик привода распределителя (в сборе с упорной втулкой) смазывать индустриальным маслом или маслом, применяемым для двигателя.
При этом середина впадины между двумя зубьями на торце должна быть смещена относительно оси шлица валика на 5°30’ ± 1°, как показано на рис. 16.
В собранном приводе распределителя валик должен свободно проворачиваться от руки.
Ремонт масляного насоса
При большом износе деталей масляного насоса снижается давление в системе смазки и появляется шум. Так как давление масла в системе зависит и от состояния редукционного клапана, то перед разборкой насоса проверяют упругость пружины редукционного клапана. Упругость пружины считается достаточной, если для сжатия ее до длины 40 мм необходимо приложить усилие 4,35—4,85 кГ.
Ремонт масляных насосов обычно заключается в шлифовании торцов крышек, замене шестерен и прокладок.
При разборке насоса предварительно высверливают расклепанную головку штифта крепления втулки на его валике, выбивают штифт, снимают втулку и крышку насоса. После выполнения указанных операций валик насоса вместе с ведущей шестерней вынимают из корпуса насоса со стороны его крышки.
В запасные части ведущая шестерня масляного насоса поступает в сборе с валиком, что в значительной степени облегчает ремонт масляного насоса.
В случае разборки ведущей шестерни и валика штифт высверливают сверлом диаметром 3 мм.
Валик с износом паза на верхнем торце его до размера по шири-не 4,15 мм и более заменяют новым. В случае замены валика насоса новым на него напрессовывают ведущую шестерню, выдерживая размер от торца валика с прорезью до верхнего торца ведущей шестерни 63+0,12 мм. Отверстие под штифт
в шестерне и валике диаметром мм и глубиной 19 ± 0,5 мм сверлят после нап-рессовки шестерни на валик. Штифт должен иметь диаметр 3_о,о4 мм и длину 18 мм.
Ведущую и ведомую шестерни с износом зубьев заменяют новыми. Установленные в корпус насоса ведущая и ведомая шестерни должны легко вращаться от руки при вращении их за ведущий валик.
Если на внутренней плоскости крышки имеется значительная (более 0,05 мм) выработка от торцов шестерен, ее шлифуют «как чисто».
Между крышкой и корпусом насоса устанавливают паронитовую прокладку толщиной 0,3 — 0,4 мм.
Применение шеллака, краски или других герметизирующих веществ при постановке прокладки и постановка более толстой прокладки не допускаются, так как это вызывает уменьшение производительности насоса.
При сборке насоса необходимо соблюдать следующую последовательность.
Напрессовать на ведущий валик втулку, выдержав размер между торцом ведущего валика и торцом втулки 8 мм (рис. 17). При этом зазор между корпусом насоса и другим торцом втулки должен быть не менее 0,5 мм.
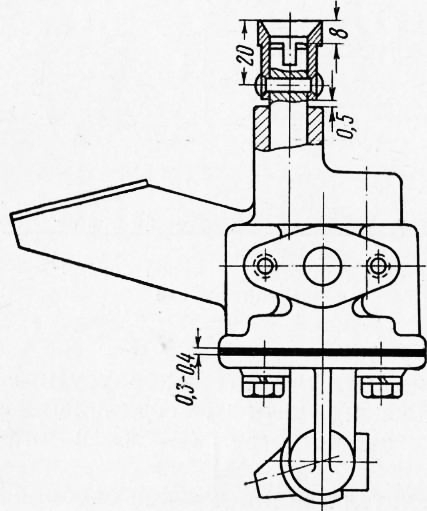
Если работоспособность насоса при помощи ремонта восстановить невозможно, то его нужно заменить новым. Для этой цели в запасные части поставляют комплекты ВК-21-1011100, состоящие из масляного насоса в сборе, уплотнительного кольца трубки маслоприемни-ка и шплинт-проволоки.
Ремонт водяного насоса
Характерными неисправностями водяного насоса являются: течь воды через сальник крыльчатки в результате износа текстолитовой уплотняющей шайбы или разрушения резиновой манжеты сальника; износ подшипников; обломы и трещины крыльчатки водяного насоса.
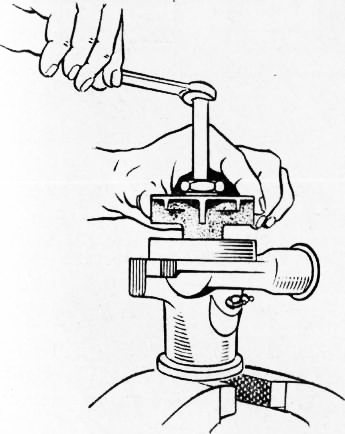
Подтекание воды из насоса устраняют заменой текстолитовой уплотняющей шайбы и резиновой манжеты. Для указанной замены необходимо снять насос с двигателя, отъединив его от кронштейна, снять съемником крыльчатку (рис. 18) и затем вынуть уплотняющую шайбу и манжету сальника. В запасные части поставляют комплект ВК-21-1300101, состоящий из манжеты сальника, уплотняющей шайбы, пружины, обойм пружины и прокладки корпуса насоса.
Сальник крыльчатки собирают в следующей последовательности: вставляют в держатель сальника на корпусе резиновую манжету в сборе, а затем текстолитовую шайбу. При этом часгь валика насоса, сопряженную с резиновой манжетой, перед установкой сальника и напрессовкой крыльчатки смазывают мылом, а торец крыльчатки, соприкасающийся с упорной текстолитовой шайбой, — тонким слоем графитной смазки.
Перед постановкой сальника его торец проверяют на краску. При сжатии сальника до высоты 13 мм отпечаток торца должен иметь не менее двух полностью замкнутых окружностей без разрывов.
Напрессовывать крыльчатку на валик следует на ручном прессе, до упора ее ступицы в торец лыски. При этом насос дол-’ жен опираться передним торцом валика на стол, а нагрузку прикладывают к ступице крыльчатки.
Для замены подшипников или валика насос разбирать в следующей последовательности.
Спрессовать с валика насоса крыльчатку и вынуть уплотняющую шайбу и резиновую манжету, как указывалось выше.
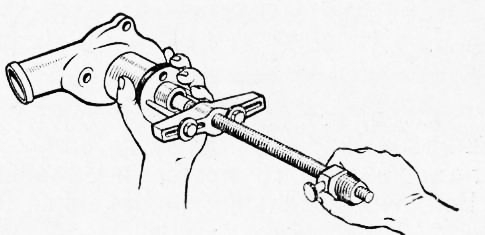
Отвернуть болт крепления ступицы шкива и снять ее при помощи съемника.
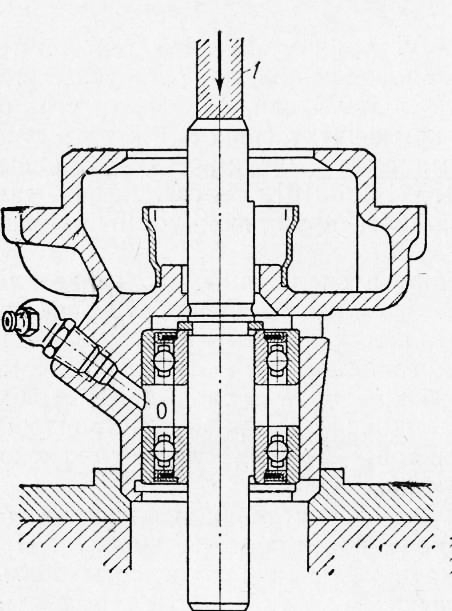
Вынуть стопорное кольцо подшипников из корпуса насоса и медным молотком (или на прессе) выбить валик с подшипниками из корпуса насоса, оперев передний торец корпуса на подставку с отверстием для прохода подшипников.
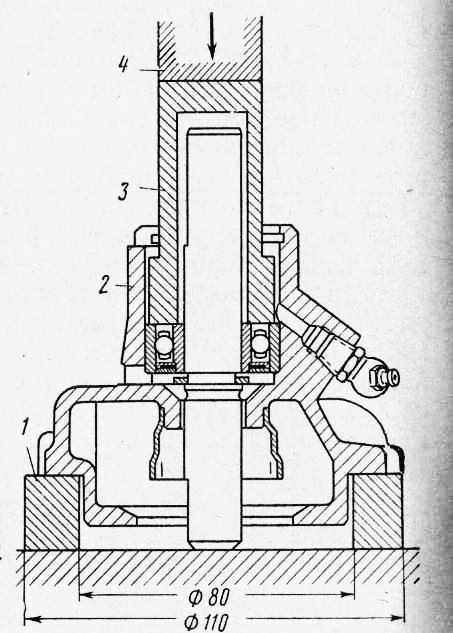
Собирают насос в обратном порядке. При этом новый подшипник запрессовывают на валик и в корпус одновременно при помощи ручного пресса и оправки, как показано на рис. 21. Войлочный сальник подшипника должен быть обращен в сторону стопорного кольца. Надев на валик распорную втулку, запрессовать второй подшипник войлочным сальником на-ружу.
После установки на место стопорного кольца на передник конец валика напрессовывают ступицу шкива, уперев валик в его задний торец. Следует обратить внимание, чтобы при на-прессовке ступицы зазор между подшипником и стопорным кольцом на валике был полностью выбран.
Дальнейшая сборка насоса описана выше.
После сборки водяного насоса полость корпуса между подшипниками заполняют смазкой 1-13 (до появления ее из контрольного отверстия).
При установке собранного водяного насоса на двигатель сменить паронитовую прокладку между корпусом и кронштейном насоса.
Ремонт карбюратора
Неисправности карбюратора приводят к чрезмерному обеднению или обогащению горючей смеси, затруднению пуска, неустойчивой работе двигателя на малых оборотах холостого хода.
При ремонте карбюратора выполняют следующие работы.
Неисправный игольчатый клапан поплавковой камеры карбюратора заменяют вместе с его седлом. Одновременно проверяют легкость поворота поплавка на его оси.
Засоренные топливные жиклеры продувают сжатым воздухом. Если пропускная способность жиклера при проверке на приборе не соответствует данным, приведенным в разделе «Система питания. Карбюратор К-22И», то такой жиклер заменяют.
Перед вывертыванием блока жиклеров необходимо очистить от грязи и промыть резьбовой канал, в противном случае может произойти заедание блока в корпусе. Для облегчения вывертывания блока корпус поплавковой камеры предварительно нагревают, обернув прилив канала тряпкой, смоченной в горячей воде.
Негерметичность соединений карбюратора устраняют заменой уплотнительных прокладок и подтягиванием ослабевших соединений и пробок.
Кроме регулировки уровня топлива и замены (при необходимости) игольчатого клапана с гнездом, проверяют герметичность поплавка погружением его на 30—40 сек в воду, нагретую до температуры 80—90 °С. При неисправном поплавке из него будут выходить пузырьки воздуха. В этом случае поплавок следует запаять оловом, предварительно выдержав его в горячей воде до полного испарения и выхода наружу попавшего в него топлива, или заменить новым. Вес поплавка должен быть 18±0,5 г.
Топливные жиклеры с повышенной производительностью заменяют, а засоренные воздушные жиклеры продувают сжатым воздухом. Неисправный клапан экономайзера ускорительного насоса подлежит замене.
Неполное открытие воздушной заслонки карбюратора устраняют регулировкой привода ее управления.
В результате ремонта карбюратор должен обеспечивать: легкость пуска двигателя; устойчивую работу двигателя на холостом ходу; приемистость автомобиля.
При переходе с одного режима работы на другой (как с нагрузкой, так и без нагрузки) не должно наблюдаться обратных вспышек в карбюраторе и провалов в работе двигателя. Минимально устойчивые обороты коленчатого вала двигателя при работе его на холостом ходу должны быть в пределах 400— 500 об/мин. При проверке карбюратора на легкость пуска двигателя разрешается кратковременное пользование воздушной заслонкой. Во всех остальных случаях воздушная заслонка должна быть полностью открыта.
Работу карбюратора проверяют только на прогретом до нормальной температуры двигателе.
Ремонт топливного насоса
К основным неисправностям топливного насоса относятся повреждение диафрагмы, нарушение герметичности клапанов, снижение упругости пружины диафрагмы, износ приводных рычагов и тяги насоса. Перечисленные неисправности вызывают перебои в работе двигателя или полную его остановку из-за прекращения подачи топлива.
Неисправность диафрагмы обнаруживают по подтеканию топлива через отверстие в корпусе насоса. Неплотность прилегания клапанов вызывает перебои в работе двигателя и затрудняет его пуск. Для ремонта топливный насос разбирают и проверяют состояние его деталей. Поврежденную диафрагму, неисправные клапаны и уплотнительную прокладку стакана отстойника следует заменить.
Упругость пружины 5 диафрагмы считается достаточной, если для сжатия ее до длины 15 мм необходимо приложить усилие в пределах 5,0 — 5,2 кГ. Пружину, неудовлетворяющую этому требованию, заменяют.
Ось рычагов и рычаги при наличии заметного износа их заменяют новыми или восстанавливают наплавкой пружинной стали на изношенную часть с последующей подгонкой по шаблону. В месте наплавки металла рычаг после подгонки нагревают до красного каления и закаливают в воде. Разработанные отверстия в рычагах восстанавливают заваркой с последующим сверлением отверстий или запрессовкой в них втулок с внутренними отверстиями, соответствующими диаметру оси.
После разборки насоса все его детали тщательно промывают в бензине.
Подсборку диафрагмы рекомендуется выполнять в приспособлении, показанном на рис. 22. При завертывании гайки штока ключом все детали зажимают рычагом для предотвращения смещения листов диафрагмы относительно друг друга. В правильно собранной диафрагме прямоугольное отверстие на конце тяги диафрагмы должно находиться в плоскости, проходящей через два диаметра, противоположных отверстиям диафрагмы. Подсобранную диафрагму нужно положить на 12— 20 ч в бензин для размягчения ее листов. Подсобранную диафрагму устанавливают в корпус насоса в следующем порядке.
Поставить рычаг ручного привода в крайнее нижнее положение.
Взять корпус насоса в левую руку и нажать большим пальцем на выступ рычага тяги диафрагмы так, чтобы другой конец рычага поднялся вверх до отказа. Правой рукой, сжимая пружину и слегка поворачивая диафрагму против часовой стрелки, соединить тягу диафрагмы с рычагом ее привода.
Совместить отверстия диафрагмы с отверстиями корпуса насоса, врашая диафрагму против часовой стрелки. Совмещение отверстий поворотом диафрагмы по часовой стрелке может привести к ненадежному соединению тяги диафрагмы с ее рычагом.
При установке всасывающего и нагнетательного клапанов в сборе необходимо подложить под них бумажные прокладки.
При соединении головки топливного насоса с корпусом для предотвращения образования складок на листах диафрагмы рычаг ручного привода насоса следует поставить в крайнее верхнее положение. Вначале необходимо завернуть до отказа два противоположных винта, затем — остальные (крест-накрест), чтобы избежать перекоса диафрагмы. Если эта операция будет выполнена неправильно, диафрагма будет натянута слишком туго, и срок ее службы сократится.
Собранный топливный насос проверяют на начало подачи, давление и разрежение. Подача должна начинаться через 22 сек при 120 об/мин распределительного вала, что соответствует 44 качкам рычага насоса. Насос должен создавать давление 150—210 мм рт. ст. и разрежение 350 мм рт. ст. минимум. Производительность топливного насоса должна быть 50 л/ч при 1800 об/мин распределительного вала.
Для проверки топливных насосов Киевский завод ГАРО выпускает прибор модели НИИАТ-374.
Исправность работы топливного насоса можно проверить непосредственно на двигателе при помощи манометра со шкалой до 1,0 кГ/см2 и ценой деления 0,05 кГ/см2.
Для этого необходимо:
— прогреть двигатель до устойчивой работы на малых оборотах и, отъединив нагнетательную трубку топливного насоса от карбюратора, соединить ее через резиновый шланг с манометром;
— пустить двигатель на оставшемся в карбюраторе топливе и при работе его на малых оборотах холостого хода в течение 2—3 мин проследить за показаниями манометра — они должны находиться в пределах 0,2—0,3 кГ/см2;
— остановить двигатель и по манометру наблюдать за уменьшением давления. За 30 сек давление должно упасть не более чем на 0,1 кГ/см2.
Приработка и обкатка двигателя после ремонта
Долговечность отремонтированного двигателя в значительной мере зависит от его приработки на стенде и режима работы на автомобиле на протяжении первых 3000 км пробега.
В процессе приработки двигателя проверяют качество выполненных ремонтных работ, отсутствие посторонних шумов л стуков, течи или неплотности, уточняют на прогретом двигателе величины зазоров между коромыслами и клапанами; момент установки зажигания, регулировку карбюратора на минимально устойчивых оборотах, а также проверяют давление и температуру в масляной системе и в системе охлаждения двигателя.
В том случае, когда для ремонта двигателя используют детали заводского изготовления, может быть рекомендован следующий режим приработки.
Холодная приработка при 1200—1500 об/мин в течение 15 мин.
Горячая приработка на холостом ходу: при 1000 об/мин 1 ч, при 1500 об/мин — 1 ч, при 2000 об /мин — 30 мин, при 2500 об/мин—15 мин.
Регулировка и проверка при 3000 об/мин.
Для смазки следует применять масло вязкостью 17—28 сст (ВУ50 2,6—4,0) при температуре 50°С.
Во время приработки в масло выделяется большое количество твердых частиц, не улавливаемых фильтром грубой очистки масла. Поэтому для полной очистки масла при приработке применяют отдельную масляную систему, состоящую из масляного бака достаточной емкости, масляного насоса, приводимого от электродвигателя, масляного фильтра тонкой очистки, включенного последовательно в систему и способного пропускать через себя все количество масла, нагнетаемого в двигатель, и системы подогрева и охлаждения масла. Масло подводится в двигатель через сливное отверстие фильтра грубой очистки и свободно сливается через сливное отверстие масляного картера. Далее масло самотеком поступает в масляный бак, откуда после отстаивания направляется насосом через фильтр в двигатель.
Давление масла необходимо поддерживать не ниже 3,25 кГ/см2. а его температуру перед входом в двигатель — не менее 50 °С.
Температура воды на выходе из двигателя должна быть в пределах 70—85 °С, а на входе — не менее 50 °С.
Давление масла в масляной магистрали на прогретом двигателе должно быть при 500 об/мин не ниже 0,6 кГ/см2, при 1000 об/мин — не ниже 1,5 кГ/см2 и при 2000 об/мин — в пределах 2,5—3,5 кГ/см2.
Для завершения приработки деталей двигателя не рекомендуется в течение первых 1000 км пробега автомобиля ездить с превышением указанных ниже скоростей: на прямой передаче— 55 км/ч, на третьей передаче — 40 км/ч.
Также следует избегать перегрузки автомобиля и езды по тяжелым дорогам (грязь, песок, крутые подъемы). Перед гро-ганием с места двигатель необходимо прогреть при 500— 700 об/мин до устойчивой работы его без подсоса. Для смазки в период обкатки на автомобиле применяют масло АС-6 или АС-8 ГОСТ 10541—63. После пробега первых 500 км масло сменить.
Во время последующего пробега автомобиля до 3000 км также не следует перегружать двигатель. Рекомендуется придерживаться умеренных скоростей (до 70 км/ч) и избегать езды по тяжелым дорогам.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт двигателя автомобилей УАЗ"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы