Строй-Техника.ру
Строительные машины и оборудование, справочник
Подшипники скольжения могут иметь следующие виды износа: потеря отверстием подшипника цилиндрической формы; потеря рабочей поверхностью необходимой чистоты; в подшипниках, залитых баббитом, выработка и повреждение слоя баббита.
1. Ремонт глухих подшинникой
В изношенном глухом подшипнике растачивают отверстие и запрессовывают в него втулку, отверстие последней после запрессовки растягивают или развертывают под размер цапфы с учетом требуемого зазора. Смазочные канавки изготовляются после выполнения предыдущих операций.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Изношенные чугунные втулки при ремонте заменяют новыми.
Для втулок диаметром до 20 мм заготовкой служит прутковый материал; для втулок большего размера — отливки и поковки.
Наружную поверхность втулок строительных машин обрабатывают по второму и третьему классам точности, внутренню — по второму, третьему и ниже.
Разработанные бронзовые втулки глухих подшипников подвергают осадке, которую производят, если диаметр отверстия в результате износа увеличился до 1% от первоначального размера. Осадку можно производить 3—4 раза.
При осадке уменьшается длина втулки. Если уменьшение длины втулки при последующих осадках не дает возможности применять втулку по ее первоначальному назначению, она может быть использована при ремонте других узлов машин.
Осадку производят на прессе. Для равномерной осадки отверстие втулки перед началом операции развертывают. Затем в отверстие втулки вставляют стержень, обеспечивающий при осадке необходимый размер диаметра отверстия,
2. Заливка подшипников баббитом
При ремонте строительных машин для заливки подшипников применяют главным образом свинцовистые баббиты.
Основные операции при заливке подшипников баббитом:
— промывка;
— выплавление старого баббита;
— обезжиривание;
— травление;
— нанесение на поверхность детали флюса и лужение;
— подготовка баббита для заливки;
— заливка подшипников;
— расточка подшипников и изготовление масляных канавок и холодильников;
— подгонка подшипников по шейкам вала и регулировка.
Промывка производится в керосине. Для обезжиривания подшипники в течение 10 мин. кипятят в 10% -ном растворе каустической соды и промывают в горячей воде.
Выплавление старого баббита производится: погружением промытого и нагретого до 120—150° вкладыша в тигель с расплавленным баббитом (450—270° для баббита БН) или нагреванием тыльной стороны вкладыша паяльной лампой до расплавления полуды под слоем баббита;
удаление баббита с поверхности вкладыша осуществляется встряхиванием. Первый способ рекомендуется только для безоловянистых баббитов, так как при его применении происходит обогащение баббита свинцом за счет расплавляемой с поверхности вкладыша полуды.
3. Лужение
После выплавления баббита поверхность, подлежащую лужению, необходимо протереть асбестовой щеткой или паклей для удаления остатков старого баббита.
Места, не подлежащие лужению, покрывают раствором: 4 стакана мела, 1 л воды, 0,5 л столярного клея (или жидкого стекла). После нанесения раствора вкладыш сушат при температуре 150-180°.
Места, подлежащие лужению, покрывают флюсом (водный раствор хлористого цинка — травленная цинком соляная кислота). При этом вкладыш с тыльной стороны нагревают до температуры 180—220°.
Лужение должно следовать непосредственно за покрытием поверхности детали флюсом. Производится лужение третником (ПОС-33). Температура начала плавления третника 183°, конца плавления 235°.
Лужение осуществляется одним из двух способов: расплавление палочки припоя на поверхности вкладыша, нагретого с тыльной стороны до температы 240—270°, и распределение полуды по поверхности вкладыша при помощи посыпанной нашатырем лудильной лопатки и пакли;
погружение вкладыша, нагретого до 150—180°, в ванну с расплавленным третником (350°), поверхность которого во избежание окисления посыпается нашатырем.
Толщина слоя полуды вкладыша 0,1—0,2 мм. Луженая поверхность должна быть серебристого цвета и не иметь темных пятен.
Плавку баббита следует для уменьшения его окисления вести в глубоких тиглях малых диаметров с шамотными или керамиковыми крышками.
Потребное количество баббита плавят непосредственно перед заливкой. Смешивать при плавке разные сорта баббита запрещается. При составлении шихты должны использоваться отходы.
Таблица 1
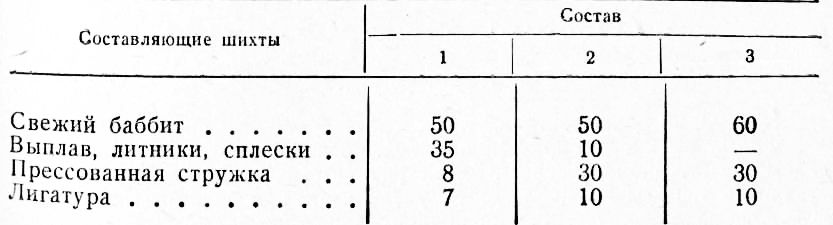
Свежий баббит плавится кусками весом 1,5—2 кг; выплав (старый баббит), литники, сплески и капли — слитками весом 1—1,5 кг. Для получения слитка сплески и капли заливают в ванночке остатками расплавленного в тигле баббита.
При отсутствии термометра температуру баббита можно приближенно определить, опуская в баббит сухую сосновую лучинку сечением 15X2,5 мм; при 400° лучинка через 8—10 сек. слегка обугливается; при 450° через 8—10 сек. полностью обугливается; при 490— 500° через 1—2 сек. вспыхивает.
Нагрев баббита ведут как можно быстрее. Для уменьшения окисления поверхность расплавленного баббита покрывают слоем толщиной 25—30 мм из кусочков (10—15 мм) сухого древесного угля.
Отходы баббита вводят в расплавленный свежий баббит под слой угля и шлака.
После расплавления производят рафинирование баббита нашатырем. Нашатырь помещают в ложку (рафинировальник) с крышкой, дно ложки и крышка имеют ряд мелких отверстий. Расплавленный баббит перемешивают рафинировальником. Продукты разложения нашатыря вызывают бурление баббита и всплывание окислов на поверхность.
Свинцовистые баббиты для выравнивания состава надо помешивать перед заливкой каждого очередного подшипника.
Качество заливки проверяют осмотром и пробой на звук. Чистый металлический звук указывает на хорошее приставание баббита; дребезжащий или глухой — на неполное. Наличие желтых пятен и пленок на залитой поверхности указывает на то, что заливка была произведена при холодной полуде. Черные пятна — результат некачественного облуживания. При качественной заливке поверхность баббита имеет матово-серебристый цвет.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт подшипников скольжения"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы