Строй-Техника.ру
Строительные машины и оборудование, справочник
Технологический процесс сборки кузовов обычно состоит из сборки до окрашивания и общей сборки после окрашивания. Принципиально процесс общей сборки после окрашивания кузова при его ремонте ничем не отличается от сборки нового кузова, меняются лишь организационные формы сборки и соотношения трудоемкости отдельных видов работ. Сборка кузова после капитального ремонта должна производиться в той же последовательности и с той же тщательностью, что и сборка нового кузова.
Характерная особенность сборки состоит в том, что здесь обнаруживаются все основные недостатки предыдущих технологических операций. Если они выполнены с отступлением от технических условий, то производят дополнительную обработку, подгонку и разного рода доделки, влияющие на трудоемкость и качество сборки.
При сборке кузовов серьезное внимание уделяют выбору инструментов и приспособлений. Помимо универсальных инструментов и приспособлений, которые могут быть использованы на любой операции, соответствующей их назначению (гаечные клкгаи отвертки и др.), широко применяют и специальные инструменть предназначенные для выполнения одной вполне определенной операции. Применение специальных приспособлений или инстру ментов упрощает и облегчает процесс сборки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Сборку любого кузова нельзя осуществлять в произвольной последовательности. Последовательность сборки определяется прежде всего конструкцией собираемого узла, а также требуемым
разделением сборочных работ. Сборочные схемы принято для наглядности изображать так, чтобы соответствующие узлы и детали были поставлены в порядке их введения в технологический процесс сборки.
В зависимости от качества ремонта, точности изготовления отдельных узлов и деталей кузова и количества пригоночных работ различают три основных вида сборки: по принципу полной взаимозаменяемости, по принципу индивидуальной пригонки и по принципу ограниченной взаимозаменяемости. Сборку по принципу полной взаимозаменяемости применяют преимущественно в массовом и крупносерийном производстве. В мелкосерийном производстве и тем более в единичном производстве принцип полной взаимозаменяемости экономически не оправдан и потому применяется он лишь в отдельных случаях. Сборка по принципу индивидуальной пригонки, назначение которой придать детали точные размеры или ту или иную геометрическую форму, осуществляется пригонкой соединяемых деталей друг к другу. Эта операция обычно очень сложная и трудоемкая, поэтому на передовых авторемонтных заводах сборка по принципу индивидуальной пригонки постепенно вытесняется более совершенной сборкой по принципу ограниченной взаимозаменяемости.
Наиболее распространенными видами пригоночных работ при сборке кузова являются работы, связанные с постановкой деталей и узлов, снятых с кузова и подвергшихся ремонту или вновь изготовленных; опиливание; сверление и развертывание отверстий по месту; нарезание резьбы; зачистка; гибка. Механизация пригоночных работ при сборке осуществляется главным образом за счет применения универсальных и специализированных инструментов с электрическим и пневматическим приводами.
Сборка кузовов до окрашивания обычно связана со значительным объемом пригоночных работ и производится на участке ремонта кузова. На кузова легковых автомобилей до окрашивания устанавливают предварительно загрунтованные двери, передние и задние крылья, капот, облицовку радиатора, брызговики, крышку багажника и другие детали, подлежащие окрашиванию вместе с кузовом.
Сборку кузова после окрашивания производят в последовательности, обратной разборке кузовов. Основные сборочные работы выполняют на окрашенном кузове и поэтому их следует оводить аккуратно.
Приклеивание губчатого уплотнителя. На многих легковых автомобилях («Москвич», «Волга») и кабинах грузовых автомобилей уплотнение дверей осуществляется с помощью губчатых резиновых профилей, которые приклеивают на двери автомобилей и в проем двери клеем 78-БЦСП, обеспечивающим работоспособность клеевого соединения от —50 до +90 °С. Для надежного приклеивания используют клей, как правило, с вязкостью в стадии поставки 40 — 60 с (по ВЗ-4); в случае превышения этой вязкости клей разбавляют смесью бензина с эти-лацетатом в соотношении 1:2 по массе; губчатый уплотнитель, предназначенный для приклеивания, обезжиривают бензином БР-1 «Галоша»; нанесение клея и склеивание производят при 18 — 25 °С и относительной влажности не более 75%; на склеиваемую поверхность губчатого уплотнителя с помощью кисти наносят равномерный слой клея и сушат на воздухе 10—15 мин; допускается хранение уплотнителя с нанесенным клеем до 6 — 8 ч; на окрашенную поверхность металла с помощью кисти наносят первый равномерный слой клея и сушат его 3 — 5 мин, а затем второй слой клея, который сушат 0,5—1,5 мин; уплотнитель плотно прижимают руками, а затем прикатывают его роликом.
Выдержав указанные режимы, обеспечивают надежное приклеивание с высокими показателями на отрыв и отслаивание. Для этих целей можно использовать и клей 88-НП, но он обладает более низкой термостойкостью — до +60 °С.
Установка ветрового и заднего стекол. Ветровое и заднее стекла на кузовах, ветровые стекла на кабинах устанавливают в проемы, как правило, в сборе с уплотнителем. Для монтажа стекол применяют различные конструкции уплотнителей, поэтому различны технологии и последовательность сборки уплотнителя со стеклом и постановка стекла в проем кузова или кабины.
На автомобилях ГАЗ-24 «Волга» применяют трехпазовый уплотнитель (паз для стекла, паз для декоративного молдинга, паз для установки в проем кузова); на автомобилях «Москвич »— четырехпазовый уплотнитель с дополнительным пазом Для распорного резинового вкладыша круглого сечения, обеспечивающего плотное прилегание лепестков уплотнителя к стеклу и фланцу проема кузова.
Предварительный монтаж стекла до постановки его на кузов производят в такой последовательности. В уплотнитель продевают вспомогательный шнур для облегчения установки ветрового стекла на кузов. Затем надевают уплотнитель на диски специальной установки и наносят уплотняющую мастику в пазы для стекла и под фланец кузова. В качестве уплотняющей мастики используют мастику 51Г7. Установка состоит из двух вращающихся по часовой стрелке дисков, на которые надет уплотнитель. В оба паза уплотнителя вставлены сопла. Через сопла под давлением поршней пневматических цилиндров и через шнек выдавливается мастика Мастика укладывается равномерно и без разрывов. Затем надевают уплотнитель на стекло и, уложив его на подставку, вкладывают в паз декоративную рамку. Стекло в сборе с уплотнителем, декоративной рамкой-молдингом и его вспомогательным шнуром подготовлено для постановки на кузов. Концы вспомогательного шнура не заправляют в уплотнитель, а оставляют свободными. Вытягиванием вспомогательного шнура отгибают лепесток уплотнителя и устанавливают стекло в проем кузова.
В течение последних лет автомобильные фирмы США и Западной Европы («Ауди», «Вольво», «Порше» и др.) применяют для установки ветрового стекла специальную клеящую пасту резинового уплотнителя. Технологический процесс установки екла таким способом включает предварительную обработку стекла специальным раствором для обеспечения адге-ии грунтовки, грунтование кромки стекла для усиления адгезии клеевой пасты, нанесение специальной клеящей пасты в виде жгута шириной 8 мм и высотой 10 мм, установку стекла в проем кузова и отверждение. К преимуществам данного способа крепления стекол относят значительное повышение герметичности, снижение массы автомобиля, повышение жесткости кузова, больший диапазон колебаний допусков на установку.
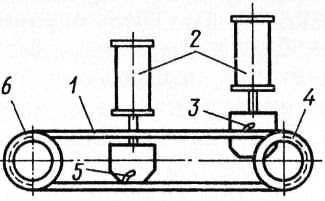
Рис. 1. Схема установки для нанесения уплотняющей мастики:
1 — уплотнитель стекла, 2 — пневматические цилиндры, 3, 5 —сопла, 4, 6 — диски
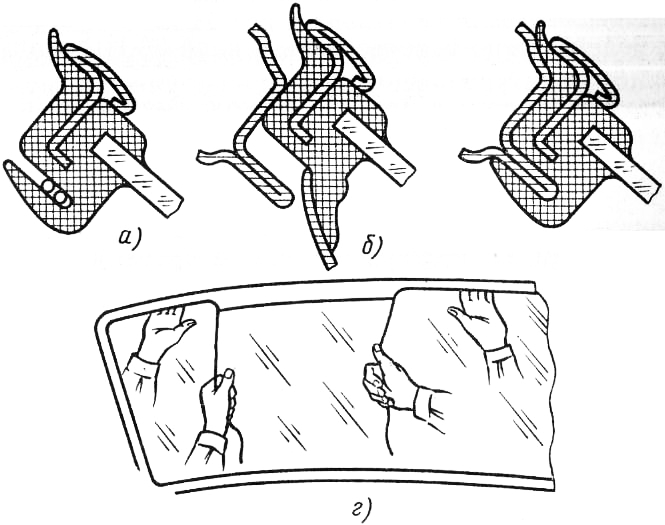
Рис. 2. Схема установки стекла с трехпазовым уплотнителем:
а — стекло в сборе с уплотнителем и молдингом и вспомогательным шнуром, б — стекло с уплотнителем в проеме кузова, в — стекло с уплотнителем, установленное в проем кузова, г — вытягивание шнура
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сборка кузова"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы