Строй-Техника.ру
Строительные машины и оборудование, справочник
Повреждение кабелей может произойти в результате механического воздействия, влияния открытого огня или сильного местного внешнего нагрева.
К механическим повреждениям кабеля относятся порезы, вмятины от ударов тяжелыми предметами или инструментом, обрывы, пробои гвоздями. Огневые повреждения в виде прожогов кабеля могут произойти от электросварки или газорезки. При повреждениях кабеля может быть нарушена не только наружная защитная оболочка, но иногда и резиновая изоляция и токоведущая жила.
Дефектные кабели в зависимости от их длины, сечения и назначения, а также от размера места повреждения заменяют новыми или ремонтируют. В настоящее время применяют способ соединения токоведущих жил кабелей при помощи холодной опрессовки или сварки с последующей вулканизацией методом свободного обогрева резиновой оболочки в месте соединения.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
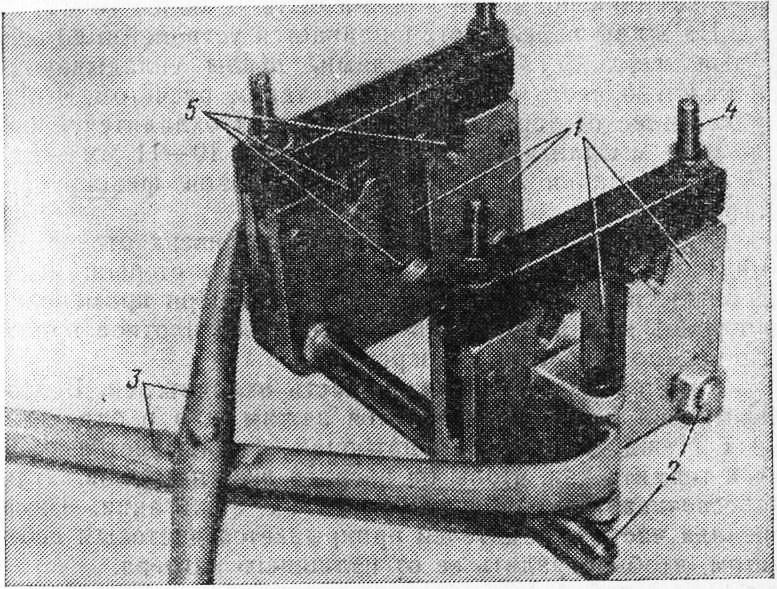
Новатор А. М. Рейзнер разработал и изготовил устройство для одновременной сварки трех жил алюминиевого кабеля. Оно состоит из двух литых охладителей со съемной верхней частью, двух направляющих стержней, обеспечивающих параллельность при сдвиге охладителей, двух ручек для сближения жил кабеля в момент выполнения сварки, стопора, обеспечивающего неподвижность охладителей, и четырех болтовых зажимов. В охладителях имеется по три выреза, которые дают возможность зажимать жилы алюминиевого кабеля сечением от 35 до 120 мм2.
Термитная сварка, выполняемая данным устройством, применима для соединения трех жил алюминиевого кабеля с бумажной изоляцией до 10 кВ.
Сварка жил алюминиевого кабеля производится следующим образом: в соответствии с сечением кабеля выбирают термитные патроны марки АС или А. В каждой патроне марки АС высверливается отверстие диаметром 9 мм и глубиной 3-4 мм для выхода газов.
В кокиль каждого термитного патрона вставляют две втулки из листового алюминия (0,2 мм), по одной с каждой стороны. Длина втулок должна быть на ,1-2 мм больше расстояния от алюминиевого вкладыша до конца кокиля. Жилы кабеля тщательно промывают бензином или ацетоном. На жилы надевают алюминиевые втулки. Поверхность втулки также зачищают металлической щеткой и смазывают тонким слоем флюса.
На жилы одного из концов кабеля надевают термитные патроны. Подтягивают второй кабель и на его жилы надвигают термитные патроны, надетые на концы жил первого кабеля. Концы обоих кабелей сдвигаются, чтобы их торцы плотно прилегали к алюминиевому вкладышу при использовании патронов марки АС, а при применении патронов марки А — точно сходились на середине отверстия патрона. При применении термитных патронов марки А по торцам патрона делается подмотка из шнурового асбеста. Это предупреждает возможность вытекания алюминия во время его расплавления. Ширина подмотки должна быть не более 10 мм.
На жилы кабеля устанавливается устройство со снятыми верхними охладителями. Жилы укладываются в нижнюю часть охладителей с таким расчетом, чтобы расстояние от торцов кокилей до щек охладителей было 8-9 мм для патронов марки АС и 10-11 мм — для патронов марки А. Положение патронов фиксируется стопором.
Термитные патроны устанавливает вверх отверстиями и проверяют точность установки по степени неподвижности их при приложении усилия. При применении патронов марки А должно наблюдаться плотное прилегание жил к середине отверстий.
Устанавливается верхняя часть охладителей. Болтовыми зажимами производится зажим жил в охладителях. Между термитными патронами вкладывается кусочек термита так, чтобы он касался всех патронов. Этим обеспечивается одновременность их зажигания. Внутренняя часть охладителей прикрывается листовым асбестом, чтобы оградить ее от излишнего нагрева.
Для облегчения подтягивания соединяемых кабелей навстречу друг другу во время выполнения сварки устройство с зажатыми в нем жилами поднимается до высоты 400-450 мм от основания котлована, в котором производится сварка. Перед зажиганием кирпичи вынимают, и устройство свободно висит на кабеле.
Термитной спичкой, вставленной в специальный держатель, предохраняющий от ожога, поджигается кусочек термита, вложенный между патронами.
В процессе сдавливания расплавленный алюминий должен заполнить отверстие патронов доверху, чтобы после остывания на жилах не образовались раковины.
Патронам дают возможность остыть до полного потемнения складывают муфели термитных патронов, снимают стальные кокиля, а сваренные жилы вынимают из устройства. Места сварки тщательно очищают от шлака металлической щеткой и промывают бензином или ацетоном. Все неровности зачищают напильником.
На этом операция одновременной сварки трех жил алюминиевого кабеля считается законченной.
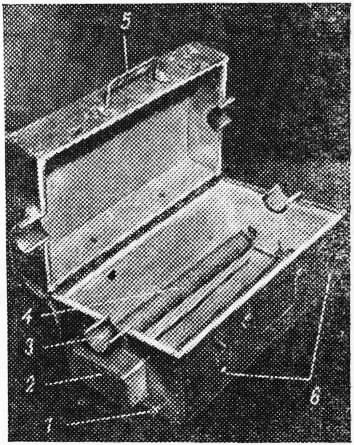
Переносной электровулканизатор. Ремонт резиновых шланговых кабелей передвижных токоприемников, электрифицированных погрузочных кранов, электросварочных трансформаторов и переносных ламп путем наложения изоляционной ленты непроизводителен и, как правило, не обеспечивает надежной изоляции кабеля и механической защиты токоведущих жил.
Новаторы Б. А. Козырев, Г. И. Синицин и А. И. Романов разработали для этой цели переносной электрический вулканизатор. Он изготовлен в виде чемодана из листовой стали. Его внутренняя поверхность оклеена асбестом для уменьшения потерь тепла, а сверху крепится алюминиевый лист.
Внутри электровулканизатора размещены нагревательные элементы, намотанные на фарфоровые изоляторы, и сопротивления из нихрома, выводы от которых выходят на щиток, прикрытый снаружи защитным кожухом 2. В торцовых частях приспособления укреплены подушки для укладки подготовленного к вулканизации кабеля. Вблизи щитка на корпусе электровулканизатора установлен болт с гайкой 1 для подключения заземляющего проводника. Электровулканизатор снабжен двумя запорами и ручкой для переноски.
Потребляемая мощность его составляет 1,2 кВт, рассчитан он на напряжение сети 220 В.
Перед вулканизацией поврежденное место оболочки кабеля срезают на конус и протирают, а затем смазывают резиновым клеем и обматывают сырой починочной резиной так, чтобы диаметр ремонтируемой части кабеля получился несколько больше диаметра оболочки неповрежденной части кабеля. Поверх сырой резины накладывают бумагу и металлические желоба, изготовленные из труб, разрезанных вдоль.
Подготовленный таким образом участок шлангового кабеля закладывают в электровулканизатор, закрывают крышку, заземляют корпус и подключают нагревательные элементы к сети. Сырая резина под действием тепла вулканизируется. Процесс вулканизации длится 20-30 мин, после чего электровулканизатор отключают от сети, открывают крышку и вынимают кабель.
Переносные электровулканизаторы обеспечивают высокое качество ремонта шланговых кабелей и снижают трудовые затраты на этих работах на 30%.
Габаритные размеры: 500X300X260 мм; масса 23 кг.
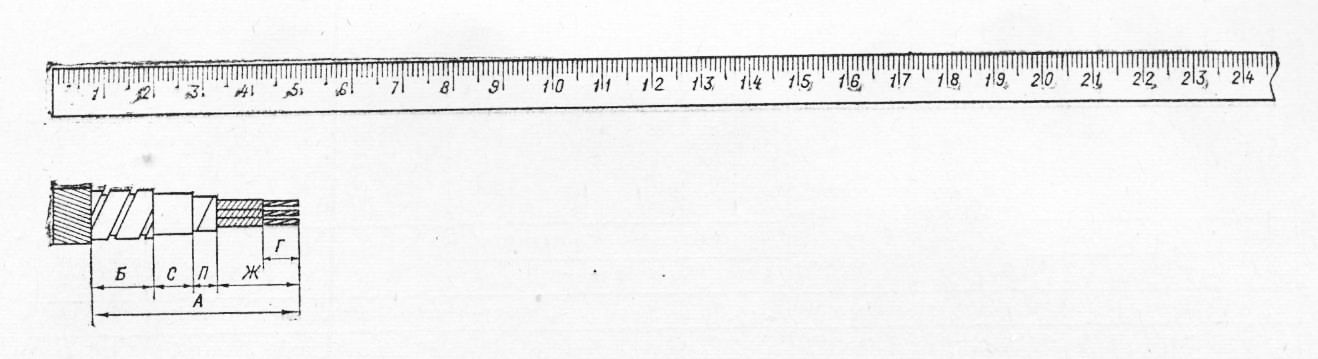
Разметочная линейка кабельщика. Для обеспечения надежной и длительной работы вновь монтируемых кабельных линий высокого и низкого напряжений требуется строгое и тонное соблюдение многочисленных размеров, определяющих разделку жил кабеля при монтаже соединительных муфт.
Новаторы Я. П. Викторович и В. Я — Кузьмин разработали специальную разметочную двустороннюю кабельную линейку (рис. 158), которая содержит необходимые данные для монтажа свинцовых, эпоксидных а чугунных соединительных муфт на кабелях с бумажной и пластмассовой изоляцией на напряжения от 1 до ДО кВ (табл. 2).
При помощи этой линейки можно быстро определить сечение провода заземления в зависимости от сечения жил кабеля, площадь поперечного сечения жил, состав эпоксидного компаунда различных марок и т. д. Для измерения монтажных разделов на поверхности линейки нанесена миллиметровая шкала. Материалом для изготовления линейки могут служить целлулоид, оргстекло и другая прозрачная пластмасса.
Габаритные размеры: 350X55X3 мм.
Расчетная линейка для быстрого определения электрических параметров одножильных кабелей с медными и алюминиевыми жилами и со свинцовой оболочкой. Практика создания опытных устройств для защиты электрифицированного транспорта на подземных сооружениях от блуждающих токов, а также исследование и составление проектов различных видов защит требуют выполнения большою количества вычислений электрических величин.
Для быстрых вычислений наиболее часто встречаемых электрических параметров, связанных с применением одножильных освинцованных кабелей с медными и алюминиевыми жилами марок СБ, АСБ, применяется комбинированная расчетная линейка. Конструкция этой линейки позволяет выполнять просто и быстро расчеты для любой длины и сечения кабелей и включает в себя все необходимые каталожные данные, нужные для вычисления.
Расчетная линейка представляет собой основу плоского коробчатого сечения, исполненную из органического стекла или пластмассы. По внутренним пазам вдоль стенок длинной стороны рамки вдвигаются в основу поочередно три таблицы с цифровым материалом, расположенным по колонкам: для медного одножильного кабеля со свинцовой оболочкой; для алюминиевого бдножильного кабеля со свинцовой оболочкой; для вычислений сечений кольца, сопротивления и падения напряжения свинцовой оболочки кабеля.
При помощи этих таблиц находятся все каталожные данные основных величин кабелей, а также могут быть получены boq расчеты для любой длины кабеля любого сечения с медными и алюминиевыми жилами до 800 мм2: их сопротивления R, падения напряжения ДУ, речения свинцовой оболочки, сопротивления и падения напряжения в ней при различных токах.
По горизонтали fei&pxy линейки для всех трех таблиц расположены значения сечений жил кабеля от 10 до 800 мм2. Ниже расположены диаметры жил кабеля. В колонках таблиц проставлены числа NX Ю-4, пред‘«ставляющие сопротивления в омах или падение напря» женим в вольтах на 1 ампер тока. Слева по вертикали для всех таблиц даны цифры от 1 до 9 включительно, из которых набираются нужные длины кабелей и соответствующие им сопротивления жилы для свинцовой оболочки.
Все операции вычисления сводятся к сложению двух или трех чисел в пределах одной колонки, для чего применен ползунок, двигающийся вдоль линейки, с рамкой по ширине и длине колонки.
Для определения сопротивления жилы алюминиевое го одножильного кабеля марки АСБ сечением 70 мм, при длине его 250 м рамку ползунка передвигаем и ставим прошв колонки с сечением 70 мм2. Напротив сто» ящей слева цифры 2 имеем в колонке 8,28. Но у нас 200 м, следовательно, берем 828. Против слева стоящей цифры 5 имеем в колонке 20,7. Но у нас 50 м, следовательно, берем 207. Складываем числа: 828 + 207=1035, или R = 0,1035 Ом, так как надо отделить справа че«тыре знака запятой.
Проделаем такой же расчет для медного кабеля, Определить сопротивление жилы медного одножилыногй кабеля марки СБ сечением 50 мм2 при длине 470 м.
Во всех справочниках и каталогах дается толщина слоя свинцовой оболочки для разных сечений кабеля.
Однако этого недостаточно, чтобы подсчитать сечение свинцовой оболочки и ее сопротивление. При расчете учтена толщина слоя изоляции жилы медного и алюминиевого кабелей. Сечение свинцовой оболочки кабеля определилось как сечение кольца по формуле:
Все расчеты проделаны для одножильных кабелей с медными и алюминиевыми жилами с поясной изоляцией для подземной прокладки.
Для расчета сопротивления свинцовой оболочки кабеля нужно определить величину сопротивления RCB кабеля при сечении жилы 70 мм2 и длине кабеля 320 м. Рамку ползунка ставим против сечения 70 мм2. Сечение кольца в третьей строчке — 47,3 мм2. Против слева стоящей цифры 3 имеем 140,1. Но у нас не 3, а 300, следовательно, будет 14 010. Против слева стоящей цифры 2 имеем 93,4. Но у нас не 2, а 20, следовательно, будет 934.
Складываем два числа: 14 010 + 934=14 944 и отделяем четыре знака справа — сопротивление Rсв для этих величин будет равно’ 1,494 Ом.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сращивание и ремонт кабелей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы