Строй-Техника.ру
Строительные машины и оборудование, справочник
Станки, используемые для гнутья арматуры, сконструированы по одной принципиальной схеме и отличаются лишь числом рабочих дисков и типами редукторов привода.
Выпускаются станки С-146А, СМ-3007, С-564 и С-565 для гнутья стержней диаметром до 90 мм.
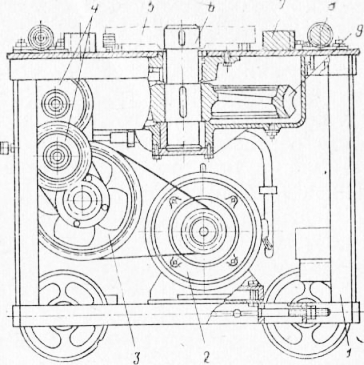
Приводной станок С-146А для гнутья арматуры из стали Ст. 3 диаметром до 40 мм и стали Ст. 5 диаметром до 32 мм состоит из станины, электродвигателя, шкива, клиноременной передачи, цилиндрического и червячного редукторов, рабочего диска, планок (с отверстиями для опорных пальцев) и роликов. Диск закреплен посредством шпонки на вертикально расположенном валу червячного колеса редуктора.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
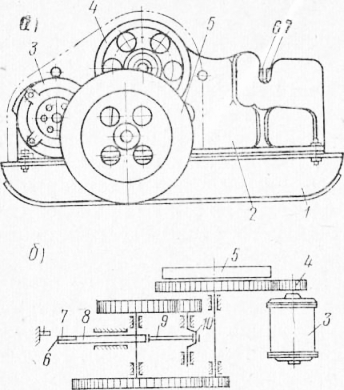
Шестерни редуктора сменные и устанавливаются в зависимости от диаметра и числа одновременно изгибаемых прутков арматурной стали.
Изгибаемый арматурный пруток закладывают между осевым и изгибающими пальцами на рабочем диске до упора его конца в опорный ролик на боковой планке, а затем вращают диск по часовой стрелке. Для снятия изогнутого прутка со станка диск вращают в обратную сторону — против часовой стрелки.
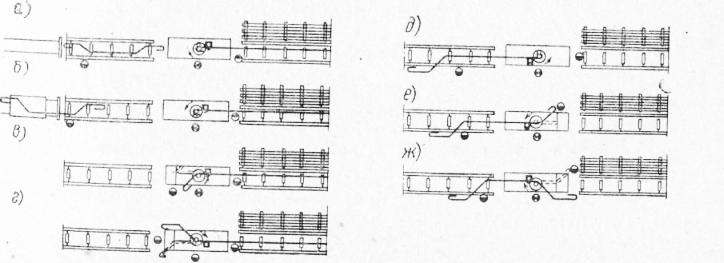
Процесс гнутья арматурного прутка для придания ему необходимой конфигурации (рис.266) состоит из следующих операций:
а — подача прутка на станок и закладка переднего конца в рабочий диск;
б — гнутье крючка;
в — снятие прутка с диска, поворот крюка, продвижение прутка до упора, закладка прутка в рабочий диск, гнутье верхнего угла отгиба;
г — снятие прутка с диска, продвижение прутка до упора, перестановка отгибающего пальца, гнутье нижнего угла отгиба;
д — продвижение прутка и закладка второго его конца в рабочий диск, гнутье крючка;
е — снятие прутка с диска, продвижение прутка до упора, закладка прутка в рабочий диск, гнутье нижнего угла отгиба;
ж — снятие прутка с диска, продвижение прутка до упора, перестановка отгибающего пальца, гнутье верхнего угла отгиба.
У станков С-394, С-395, С-564, С-565 по два рабочих диска: один — для гнутья арматуры диаметром до 40 мм и другой — для больших диаметров.
При работе на станках для заготовки арматуры должны соблюдаться установленные правила техники безопасности. Особое внимание необходимо обратить на выполнение следующих требований.
Вертушки с катанкой на автоматических правйльно-отрезных станках должны быть ограждены. Не разрешается заправлять концы бухт катанки в станки во время вращения правйльного барабана и работать с открытым кожухом барабана.
Резка прутков арматурной стали длиной менее 30 см на приводных станках не допускается.
Запрещается перестановка пальцев и упоров, а также закладка арматурных стержней на ходу гибочного станка.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Станки для гнутья арматуры"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы