Строй-Техника.ру
Строительные машины и оборудование, справочник
По своей конструкции и принципам действия сушильные устройства весьма разнообразны. Они различаются формами, размерами, способом теплового воздействия на окрашенную поверхность, режимом работы, видом теплоносителя. Все эти отличия могут иметь разнообразные сочетания, создавая большое количество разновидностей сушильного оборудования.
Наиболее существенным признаком, определяющим характер конструкции и принцип работы сушильных устройств, является способ теплового воздействия на окрашенную поверхность, подвергающуюся сушке.
По этому признаку сушильные устройства разделяют на три вида:
1) конвекционные с обогревом окрашенных изделий горячим «оздухом;
2) индукционные с нагревом индукционными токами;
3) терморадиационные (отражательные) с обогревом тепловой радиацией.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Конвекционные сушильные устройства — наиболее многочисленный вид сушильных устройств, насчитывающий наибольшее количество разновидностей. Нагрев изделий в этих устройствах осуществляется контактной передачей тепла от циркулирующего горячего воздуха к окрашенной поверхности изделия, подвергающегося сушке. Рабочее сушильное пространство изготовляют в виде закрытых камер, огражденных со всех сторон теплоизолирующими поверхностями.
Конвекционные сушильные устройства разделяют на два вида:
а) камерные периодического действия;
б) тоннельные или коридорные непрерывного действия.
Камерные устройства характеризуются тем, что окрашенные изделия загружают в них периодически, причем в течение всего процесса сушки они находятся в неподвижном состоянии. В коридорные сушильные устройства изделия загружают непрерывно и равномерно, причем в процессе сушки они находятся в постоянном или периодическом движении.
Камерные устройства изготовляют в виде небольших сушильных шкафов в виде одно- и многосекционных сушилок; коридорные — строятся в виде одно- и многоходовых коридоров с открытыми проемами для входа и выхода изделий. Камерные сушилки делают проходными или тупиковыми. Окрашенные изделия могут загружаться в них вручную или механически. Коридорные сушилки делают только проходными. Окрашенные изделия могут загружаться в них конвейерами непрерывного или периодического действия.
В качестве теплоносителя во всех сушильных устройствах может применяться пар, горячая вода, топочные газы или электричество.
Ввиду того, что за последние годы в ведущих отраслях машиностроения все шире применяются материалы горячей сушки с температурами (для грунтов порядка 140—160°, для эмалей 120—130°), был разработан новый, более экономичный вид конвекционных сушильных устройств для высокотемпературной сушки — камеры с прямым нагревом топочными газами. Продукты сгорания (газа или жидкого топлива), выйдя из топки, смешиваются с определенным количеством воздуха и направляются прямо в камеру через воздуховоды, разполо-женные в нижней зоне по всей его длине.
Конвекционные сушильные камеры обладают тем преимуществом, что в них обеспечивается высокая степень равномерности нагрева и чистоты воздуха, необходимых для получения декоративного покрытия. Для сушки декоративных покрытий очень важен равномерный доступ горячего воздуха по всем частям узла, детали или изделия. Это особенно хорошо достигается в так называемых турболентных сушильных камерах. Создаваемые турболентные потоки воздуха приводят к периодическому изменению давления в сушилке, что позволяет воздуху подходить ко всем наружным и внутренним поверхностям. Периодическое изменение давления осуществляется с помощью турболентного клапана на нагнетательном воздуховоде вентилятора, который ритмично открывается и закрывается. Такие камеры применяются для сушки крупных изделий железнодорожного и городского транспорта.
Все сушила оснащены автоматическими самозаписывающими приборами, осуществляющими контроль за температурой, а многие — устройствами для автоматического ее регулирования.
Индукционные сушильные устройства в технике сушки окрашенных изделий пока еще не получили широкого применения. Сущность этого метода заключается в нагревании металлических предметов индукционными токами, образующимися в них под влиянием пульсирующего магнитного поля, в котором находятся нагреваемые предметы. Быстро пульсирующее магнитное поле обычно создается внутри контура проводника, через который пропускается ток большой силы и высокой частоты, причем нагреваемые окрашенные изделия помещаются внутри контура. Контурам проводника придают нужные размеры и располагают их последовательно друг за другом. В результате получается большей или меньшей длины сушильный тоннель, внутри которого и нагреваются окрашенные металлические изделия. Индукционные сушильные устройства могут быть периодического и непрерывного действия.
Некоторый практический интерес представляют появившиеся недавно индукционные сушильные устройства с нагревом токами промышленной частоты — 50 пер/сек. Их применение эффективно и рентабельно при сушке окрашенных изделий из листового железа. Если учесть, что температура сушки окрашенных изделий в большинстве случаев не превышает 100—150°, а подогрев листового металла на всю его глубину не требует больших затрат электроэнергии, то есть все основания считать, что этот метод сушки в отдельных случаях может найти промышленное применение.
Терморадиационные сушильные устройства обладают в определенных условиях решающими преимуществами перед конвекционными и приобретают все большее широкое распространение.
Терморадиационная сушка основана на принципе поглощения краской и окрашенным изделием тепловых лучей нагретого тела излучателя. Возникающее в результате этого повышение температуры окрашенной поверхности вызывает быстрое высыхание лакокрасочного слоя, превращающегося в твердую пленку, которая в большинстве случаев приобретает более высокие физико-механические свойства, чем пленка, полученная при обычной печной сушке.
На Горьковском автозаводе внедрен новый прогрессивный способ сушки лакокрасочных покрытий при помощи инфракрасных лучей в терморадиационной установке, позволяющий значительно сократить продолжительность сушки лакокрасочных материалов.
Принцип действия терморадиационной установки основан на особом свойстве инфракрасных лучей: избирательной проникающей способности их через различные среды.
Инфракрасные лучи с длиной волны 4—5 мк способны проникать через воздух и слой краски, практически теряя незначительную часть своей энергии. Основная же часть электромагнитной энергии инфракрасного излучения задерживается и аккумулируется металлом окрашенного изделия, где она переходит в тепловую энергию. Благодаря этому металл приобретает более высокую температуру, чем окружающий воздух (примерно на 30-40°).
Тепло от металла передается краске. Распространение тепла в окрасочном слое идет в направлении от нижних слоев краски, прилегающих к металлу, к наружным слоям. В этом же направлении происходит высыхание краски. На протяжении всего периода сушки пары растворителя могут свободно улетучиваться, так как отвердение верхних слоев краски наступает в последнюю очередь.
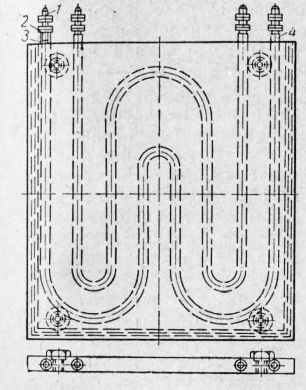
Рис. 1. Схема панельного излучателя закрытого типа с электрообогревом:
1 — стержень; 2 — изолятор; 3 — наполнитель; 4 — трубка.
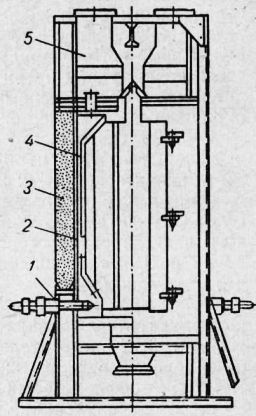
Рис. 2. Схема терморади-ационной сушильной камеры с газовым обогревом.
Сушильная камера установки проходного типа состоит из отдельных секций. Стенки секций камеры коробчатые, выполнены из листовой стали. Полости стенок заполнены шлаковатой.
Количество устанавливаемых плит — 60. Температура на поверхности плиты достигает 350—370°. Включение и выключение излучателей производятся со специального пульта.
Для уравнивания температуры в различных зонах камеры предусмотрено вентиляционное устройство, осуществляющее интенсивную рециркуляцию воздуха. Для отвода части воздуха, загрязненного парами растворителей, предусмотрен воздуховод, соединенный с атмосферой. Кроме того, оборудуется воздуховод для подсоса свежего воздуха. Внутри по всей длине камеры проходит монорельс подвесного конвейера, транспортирующий окрашенные детали со скоростью 0,6—1,2 м/мин.
Следует сказать, что излучатели инфракрасных лучей закрытого типа наряду с положительными сторонами имеют и недостатки: излучатель закрытого типа сложен в процессе производства и изготавливать его каждому заводу затруднительно, кроме того, ввиду одинакового нагрева обеих сторон плиты половина тепла идет не на полезное излучение, а на нагрев стенок камеры, что не экономично.
Более просты в изготовлении и более производительны излучатели инфракрасных лучей открытого типа — рефлекторы с нагревательными элементами в виде стальных трубок, в которых заложен электронагреватель. Камеры с рефлекторами значительно удобнее и экономичнее в эксплуатации, так как все тепло они отдают непосредственно деталям.
Большой интерес представляет излучатель открытого типа конструкции Гипротракторосельхозмаша и НИИтракторосельхозмаша. Панель представляет собой коробку размером 1100 X 350 X 100 мм, открытую с одной стороны. В коробке закреплен экран-рефлектор, изготовленный из полированного электрохимическим способом алюминия. Задняя стенка коробки изолирована асбестовым картоном. Перед экраном по длине коробки установлены три-четыре нагревательных трубчатых элемента (ТЭН) мощностью 1 —1,5 кет, нагреваемые до 400°. Благодаря отражающему экрану вся обращенная внутрь сторона коробки является излучающей панелью и все тепло отражается внутрь камеры.
При наличии промышленного газа более экономичным видом является газовый обогрев панелей. Из имеющихся конструкций крупногабаритных терморадиационных камер наиболее совершенной является терморадиационная крупнопанельная бестопочная сушильная камера с газовым обогревом, разработанная НИИтрак-торосельхозмашем.
Сушильная камера с газовым обогревом представляет собой металлический каркас, закрытый со всех сторон теплоизоляционными щитами, наполненными внутри шлаковатой. Внутри камеры, вплотную к щитам, установлено восемь терморадиационных панелей, которые являются источником излучения инфракрасных лучей. В нижней части панелей установлены газовые горелки.
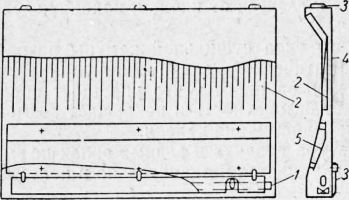
Рис. 3. Схема излучающей панели с газовым обогревом.
Вентилятор отсасывает через верхние короба воздух из камеры и через патрубки из панелей — продукты сгорания.
Для увеличения интенсивности сушки внутренних полостей и экранированных мест детали обдуваются газовоздушной смесью, имеющей температуру 125—130°. Газовоздушная смесь подается через щель в полу камеры тем же вентилятором отсоса.
Панель представляет собой закрытую сварную коробку из листового металла толщиной 3 мм. Основные габаритные размеры панели: длина 2000 мм, высота 1300 мм и ширина 180 мм. Внутри панелей в нижнем выступе установлена газовая горелка, которая нагревает панель до 350°. Обслуживание горелок производится через дверцу. Камера снабжена защитным козырьком.
Ввиду того, что газы по мере движения вверх к выходу из панели охлаждаются, на внутренней стороне излучающей стенки приварены ребра постепенно возрастающей высоты, увеличивающие общую нагреваемую поверхность. Это обеспечивает передачу одинакового количества тепла от каждого участка излучающей панели, а следовательно, и одинаковую температуру стенки по всей высоте.
Для зажигания основных горелок между панелями установлены специальные запальные горелки, которые зажигаются и гасятся от кнопки, находящейся на пульте управления.
Для этого типа сушильной камеры разработана система автоматического зажигания, управления и регулировки режимов работы, что упрощает обслуживание, обеспечивает безопасность и исключает возможность пережога или недосыхания краски.
Температура воздуха в разных зонах по высоте и длине сушила изменяется незначительно и колеблется в пределах 160—180°.
Наиболее эффективным является применение терморадиационной сушки для меламино-алкидных и моче-вино-формальдегидных эмалей. Глифталевые и пента-фталевые эмали в условиях терморадиационной сушки также высыхают быстрее, но несколько медленнее, чем меламино-алкидные и мочевино-формальдегидные эмали.
Это объясняется тем, что терморадиационная сушка, являющаяся высокотемпературной, ускоряет процессы бескислородной полимеризации и конденсации, происходящие путем взаимного насыщения непредельных связей молекул связующего состава. В мочевино- и меламино-формальдегидных смолах в основном происходит именно такая полимеризация. В масляных же эмалях значительная часть молекул укрупняется путем присоединения кислорода.
При высокой температуре этот процесс очень мало ускоряется, поэтому и скорость высыхания этих эмалей меньше.
Продолжительность высыхания по сравнению с сушкой в конвекционных установках сокращается в среднем в 8—10 раз.
Следует учесть, что для крупных узлов сложной конфигурации (особенно большой ширины), в которых расстояние разных участков поверхности от источника излучения колеблется в пределах 300—1000 мм, продолжительность сушки необходимо удваивать. Скорость нагрева деталей и скорость сушки падают при увеличении толщины металла.
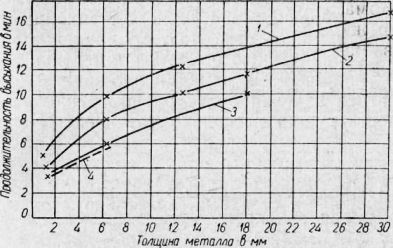
Рис. 4. График зависимости продолжительности высыхания лакокрасочных материалов от толщины металла:
1 — эмаль ФСХ-23; 2 — эмаль ФСХ-15; 3 — грунт № 138; 4 — автоэмаль серая.
На рис. 4 показан график зависимости продолжительности высыхания различных лакокрасочных материалов от толщины металла изделий при температуре панелей 350°.
Радиационно-конвекционная сушка. Наряду с терморадиационными сушильными камерами, которые применяются во всех случаях, когда покрытие наносится методом электроокраски и во многих случаях после окраски распылением, получили применение радиационно-конвекционные камеры, в которых сушка производится как излучением, так и горячим воздухом. Радиационно-конвекционные камеры применяют в основном для сушки последних слоев покрытий. Чисто радиационная сушка требует соблюдения постоянного расстояния между окрашенной поверхностью и излучателем, так как в противном случае могут возникнуть местные перегревы поверхности и изменение оттенка покрытия в этом месте. Таким образом, покрытия на деталях сложной конфигурации с сильно выступающими частями в радиационной сушильной камере будут просыхать неравномерно. Кроме того, часто наружные светлые слои покрытия требуют более «мягких» (низкотемпературных) режимов, которые нецелесообразно создавать в радиационных камерах ввиду снижения их к. п. д. Поэтому радиационные камеры имеют ограниченную область применения.
В комбинированных радиационно-конвекционных камерах нагрев изделия более равномерен, хотя продолжительность сушки несколько увеличена. Излучающей поверхностью в них являются не отдельные панели, а вся поверхность внутренних стен камеры, представляющей собой туннель прямоугольного или круглого сечения с двойными стенками. Отдельно стоящая топка обычно работает на газе.
Продукты сгорания поступают из топки в коллектор, а оттуда в пространство между стенками камеры, нагревая внутреннюю, излучающую поверхность (выполненную из стального листа) до 300—450°. По выходе из излучателей они проходят через теплообменник, где нагревают до нужной температуры воздух, непрерывно подаваемый в рабочую часть сушилки. Схема движения воздуха та же, что и в обычных конвекционных сушильных камерах с частичной рециркуляцией. Радиационно-конвекционные камеры являются нестандартным оборудованием и выполняются по индивидуальным проектам.
Переход на ускоренную сушку деталей позволил:
1) значительно сократить цикл окрасочных работ для всех долгосохнущих лакокрасочных материалов;
2) реконструировать окрасочный участок, увеличить выпуск продукции без расширения производственных площадей;
3) сократить расход электроэнергии по лакокрасочному участку на 50—60%;
4) улучшить качество лакокрасочных покрытий;
5) значительно облегчить труд рабочего и повысить культуру производства;
6) высвободить часть производственных рабочих.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сушка окрашенных поверхностей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы