Строй-Техника.ру
Строительные машины и оборудование, справочник
Листовую продукцию в ящиках, кипах, щитках ошиновывают стальной лентой. В последние годы все шире взамен стальной применяют ленты из синтетических материалов. Ленты из полипропилена шириной от 10 до 12,5 мм и толщиной 0,4—-0,75 мм имеют разрывное усилие от 1,5 до 4,6 кН, а ленты из найлона шириной 12,5 мм и толщиной 0,4—0,75 мм — 2,4 кН. Ленты из синтетических материалов более гибкие, обладают достаточно высокой прочностью, имеют меньшую массу, не вытягиваются в пределах действующих нагрузок. Концы ленты
крепятся простым замком с закрепительной стальной пластиной, охватывающей ленты, расположенные друг на друга. Синтетическая лента имеет шероховатую наружную поверхность в виде насечки, поэтому ее коэффициент трения о стальную пластину относительно высок. В связи с этим кромки прорезают в пластине на незначительную глубину.
Для обвязки стоп бумаги, коробок, ошиновки рулонов существуют различные ошиновочные инструменты.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На рис. 1 приведена схема простейшей модели ручного инструмента и последовательность операций при ошиновке грузов лентой. После того как обвязываемый груз охвачен лентой, инструмент лапами подводят под ленту. Для полного ввода ленты под ролик нажимают на рычаг для освобождения зажима и подъема ролика. Затем натягивают ленту поворачиванием рычага в переднее и заднее положение. Контрольное натяжение ленты устанавливают рычагом. На ленте сверху накладывают скобу. Специальным инструментом-просекателем скобу сжимают с образованием замка. Конец ленты может быть отрезан. Подобные инструменты находят ограниченное применение, так как имеют низкую производительность.
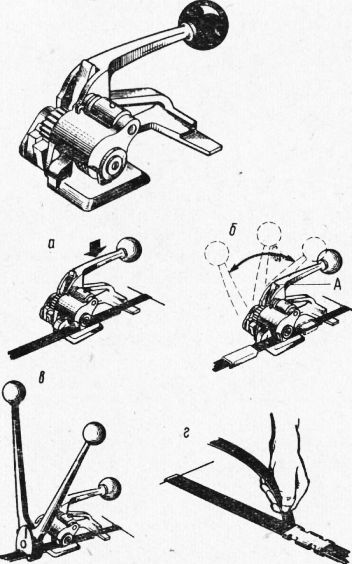
Рис. 1. Общий вид и последовательность работы ручным ошиновочным инструментом
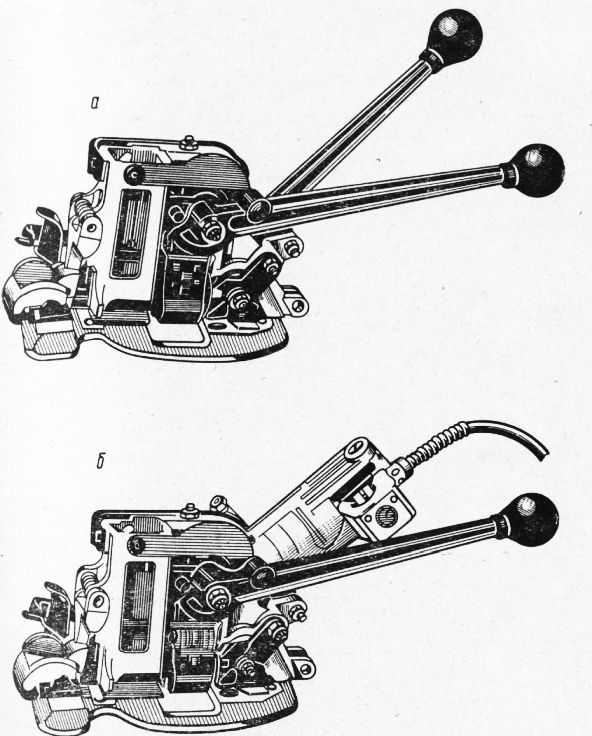
Рис. 2. Ошиновочные инструменты:
а — ручной; б — электрический
Каждый инструмент дает хорошие результаты при использовании его по назначению. При выборе типа инструмента
учитывают размер, массу и форму груза, производительность грузопотока, способ погрузки грузов и их транспортирование.
На небольших предприятиях с незначительным грузооборотом широко используют ручные ошиновочные инструменты. Основной недостаток их заключается в том, что наибольшее натяжение ленты возможно лишь в случае расположения инструмента сверху груза. Для этого при больших размерах груза рабочий должен подниматься на груз, подлежащий ошиновке, что не всегда безопасно.
На многих предприятиях для ошиновки стоп бумаги используют электрические ошиновочные инструменты. Бобины с лентой для ошиновки стоп устанавливаются в любом месте станка.
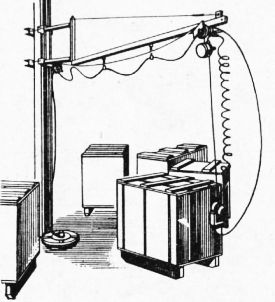
Рис. 3. Подвеска ошиновочного инструмента
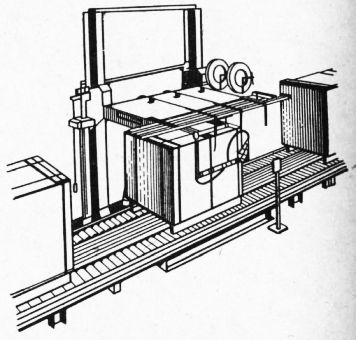
Рис. 4. Упаковка стоп бумаги под прессом
Ошиновочные инструменты изготовляют фирмы «Зигноуд», «Стенли», «Уоркс», «Интерлейк Инкорпорейшн» (США).
Производительность при работе с ручными инструментами в 2—3 раза ниже, чем при работе с электрическими или пневматическими.
Для облегчения работы ошиновочный инструмент часто подвешивают на пружинной подвеске к поворотному кронштейну, что приводит к повышению производительности на 20%. В этом случае стопы бумаги для ошиновки подвозят электротележками к ошиновочному инструменту. Бобины с лентой располагаются у основания колонны-
В последнее время некоторые виды бумаги и картона упаковывают в стопы массой до 1000—2000 кг с двумя щитами. Такие стопы называют скидами. Ошиновку стоп большой массы часто проводят под давлением на прессах, создающих усилие прессования 25—70 кН, в зависимости от формата бумаги.
Пои прессовании бумаги под давлением от 0,1 до 0,5 МПа отопительная деформация стопы бумаги составляет 15—17%, Н зависимости от времени выдержки стопы под нагрузкой. После снятия нагрузки через 10 с относительная деформация снижается до 3,5—5,5%- Через 15—25 с увеличение высоты стопы после снятия нагрузки прекращается.
Исследованиями автора установлено, что подпрессовка стоп чистовой бумаги при давлении от 0,1 до 0,5 МПа дает практически одинаковые результаты. Относительная деформация стопы после снятия нагрузки в исследованном диапазоне давления почти одинакова. При давлении 0,1—0,2 МПа стопа заметно уплотняется, воздух между листами вытесняется, обеспечивается плоскостность стопы. По этим причинам подпрессовка стоп может вестись при давлении, не превышающем 0,2 МПа.
При ошиновке стоп под давлением на прессе устанавливают агрегат, состоящий из двух частей — предупаковочной станции и упаковочного пресса.
К предупаковочной станции по роликовой дорожке поступает на поддоне стопа бумаги. На поддон перед укладкой стопы бумаги укладывается лист оберточной бумаги, выступающие края которого затем загибаются на стопу. На предупаковочной станции вертикально установлен рулон оберточной бумаги, конец которой пропускают через направляющие валики так, чтобы размотанная часть оберточной бумаги расположилась поперек роликовой дорожки.
Как только стопа бумаги на поддоне поступит к станции, оберточная бумага обвивает стопу со всех четырех сторон. После этого раскат оберточной бумаги затормаживается, бумага автоматически обрезается, и стопа поступает к прессу. Завертывание стопы в оберточную бумагу длится не свыше 2 мин. Под прессом, оберточная бумага загибается на верх стопы, вручную сверху стопы устанавливают деревянный щит, и стопа прессуется. Ребристая нижняя поверхность плиты пресса позволяет ошиновывать ётопы в разных местах. Это делают электрические или пневматические ошиновочные машины на подвесках. Углы стопы можно закреплять картонными накладками. На ошиновке стопы занято двое рабочих: каждый из них ошиновывает стопы по узкой или широкой ее стороне. Продолжительность упаковки одной стопы 5 мин; производительность колеблется в пределах от 70 до 150 т/сутки, в зависимости от массы стопы. Общая Длина машины 10—14 м.
Иногда, при ограниченной площади, предупаковочную станцию не устанавливают, стопу обертывают бумагой вручную, а доставляют стопу к прессу и транспортируют ее от пресса погрузчики с вилочным захватом.
При упаковке картона часто стопу не упаковывают в оберточную бумагу и перемещают не на поддонах. В таких случаях под прессом устанавливают поворотный круг для поворота стопы на 90°, чтобы можно было ошнновывать стопы с двух сторон. Упаковочную машину обслуживает один рабочий.
На некоторых предприятиях прессы не устанавливают, так как при большой производительности требуется установка нескольких прессов.
На отечественных предприятиях широко распространена схема механизации упаковки пачек и кип с использованием спаренных подъемных столов с индивидуальными электроприводами. Каждый стол перемещается по вертикали посредством ходовых винтов, получающих вращение от электродвигателя через редуктор. Управление столами кнопочное и педальное.
На левую площадку устанавливают поддон с неупакованной бумагой. Правую площадку поднимают в верхнее положение и на нее устанавливают поддон для упакованных кип. На этот поддон укладывают упаковочные листы для упаковки кипы. На упаковочные листы кладут лист упаковочной бумаги для упаковки пачки бумаги, взятой из стопы, установленной на левом подъемнике. После упаковки пачки на нее укладывают очередной лист упаковочной бумаги и упаковывают следующую пачку. Затем все пачки соединяют в кипу путем обертывания их упаковочной бумагой, подложенной под пачки упаковки.
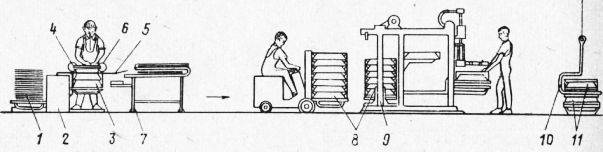
Рис. 5. Механизация упаковки листовой бумаги в пачки, кипы и в щитки:
1 — стопа неупакованной бумаги; 2— сдвоенный электрический подъемный стол; 3 — упакованные кипы; 4 — упакованная пачка; 5 — оберточный лист для упаковки пачки; 6 — завернутый упаковочный лист на пачке; 7 — этажерка для оберточной бумаги; S —штабеля кип; 9 — станок для упаковки кип в щитки; 10 — захват электротали; 11 — упакованные в щитки кипы
По мере упаковки левая площадка поднимается, а правая опускается, создавая таким образом постоянный уровень. После упаковки штабель кип снимается автопогрузчиком и транспортируется на склад, откуда поступает на станок для упаковки в щитки.
При внедрении поточной линии производительность труда возрастает вдвое.
В последние годы для упаковки стоп бумаги применяются подвесные ошиновочные инструменты, которые закреплены на пружинных подвесках поворотного круга. Поворотный круг является частью тележки, перемещающейся на четырех, катках по подвесным путям. На поворотном круге обычно устанавливают четыре подвесных инструмента с бобинами упаковочных лент.
Концы лент свисают сверху из раздаточных устройств, инструменты для ошиновки висят на пружинных подвесках. Рабочие, располагаясь с разных сторон стопы, пропускают ленты внизу через пазы в поддоне, опускают инструмент для ошиновки на стопу и предварительно зажимают концы ленты. После того как пропущены все четыре ленты, рабочие затягивают их одновременно, при этом каждый рабочий обслуживает два инструмента для ошиновки.
Пружинная подвеска инструментов для ошиновки облегчает труд рабочих, так как при этом рабочий практически не ощущает веса инструмента. Крепление инструментов к поворотному кругу позволяет увеличить маневренность упаковки, дает возможность упаковывать стопы, находящиеся под углом друг к другу.
К числу преимуществ описанной системы упаковки следует отнести отсутствие отходов ленты; возможность упаковывать стопы любых размеров; лучшее использование площади отделочного цеха, так ‘как нет конвейеров, установленных на уровне пола; обслуживание стоп подвесным устройством, не загромождающим отделочный цех, облегчает условия труда благодаря расположению ошиновочных инструментов на пружинных подвесках; несколько возрастает производительность по сравнению с производительностью при обычных методах ошиновки отдельными отрезками ленты.
Трое рабочих (двое — на ошиновке, один — на контроле ошиновки и маркировке) одну стопу ошиновывают за 5—6 мин. Подобные установки окупаются в течение 7—8 месяцев.
При упаковке бумаги разного формата в пачки небольшого размера очень трудно придать правильную форму грузу (контейнеру). В тех случаях, когда для упаковки пачек используют Деревянные ящики, объем их используется нерационально.
Для упаковки небольших пачек листовой бумаги в контейнеры большой массы используют сборные картонные коробки. Аакую коробку собирают из восьми угловых накладок.
Благодаря тому, что угловые накладки можно перемещать-в трех направлениях, размеры картонных коробок можно значительно менять по ширине, длине и высоте. Максимальный размер коробки определяется размерами угловых накладок и получается в том случае, когда величина нахлестки листов угловых накладок друг на друга составляет не менее 25 мм. В отдельных случаях при упаковке бумаги в пачках допускают раздвигание углов в картонной коробке друг от друга на расстояние до 100 мм. При сдвигании и раздвигании угловых накладок объем коробки может меняться в 5 раз.
Сравнение деревянного решетчатого ящика и картонной коробки с раздвижными углами для упаковки листовой бумаги показывает, что при внутреннем объеме их, равном 1 м3, наружный объем картонной коробки на 17% ниже, масса коробки на 75% меньше и на 50—55% она дешевле деревянного ящика.
Такие коробки транспортируются погрузчиками с широкими боковыми захватами. Как правило, пачки бумаги, укладываемые в картонные коробки с раздвижными углами, обертываются бумажной лентой шириной 10 см. Предварительно каждую пачку часто укладывают в малые картонные коробки.
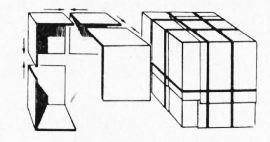
Рис. 6. Сборная коробка для упаковки пачек листовой бумаги
В последние годы резко возрастает производство тарного листового картона, поэтому механизация процессов резки, упаковки и транспортирования картона приобретает исключительно важное значение.
Наиболее типичным решением вопросов механизации и автоматизации транспортирования и упаковки листового картона является работающая линия на Балахнинском КБК производительностью 150 т в сутки листового картона толщиной 0,5-т ~ 1 мм. Листы упаковывают в кипы массой 200 кг. Линию обслуживают 5 чел.
Поточная линия состоит из системы конвейеров, автоматических весов, кантователя, упаковочного станка и штабелера.
На ленте ленточного конвейера самоклад саморезки формирует из листов стопы. Когда стопы достигают заданной высоты, резчик поднимает самоклад и пускает приемный конвейер, с которого стопы картона автоматически передаются на ленточный конвейер и так называемый ломельный конвейер. Гидравлическим толкателем стопа сталкивается на ленточный конвейер, установленный перед весами. Оператор-весовщик нажатием кнопки подает каждую стопу в отдельности на роликовый конвейер весов. После взвешивания оператор накладывает на стопу упаковочную рамку, после чего стопа передается на ленточный конвейер, установленный перед кантователем, и далее, на приемный цепной конвейер. На кантователе стопа поворачивается на 180° и укладывается рамкой вниз. Далее разгрузочным и ленточным конвейером стопа передается на упаковочный станок, где упаковщик накладывает на стопу другую рамку и включает механизм, обвязывающий стопу. Упакованная кипа конвейером подается в штабелер, где из трех-шести кип комплектуется пакет. Затем конвейером пакет перемещается на приводной роликовый конвейер, с которого погрузчиком отвозится на склад.
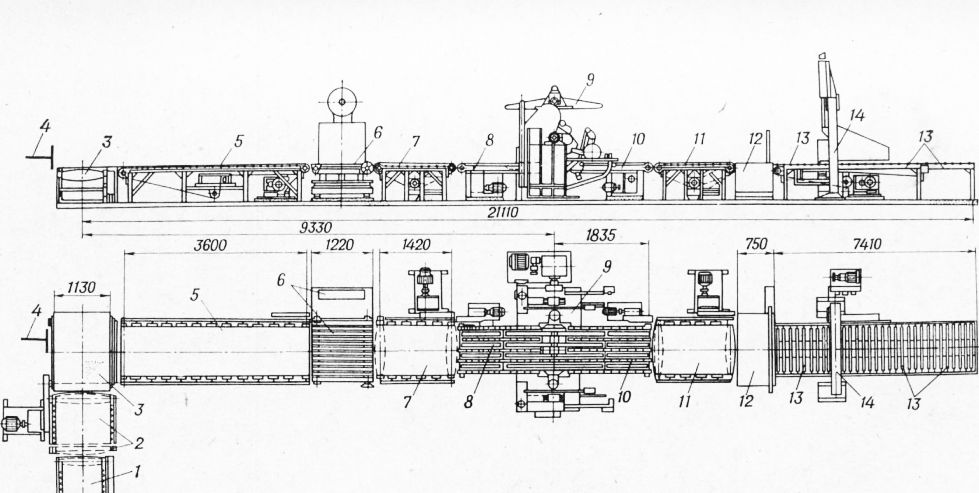
Рис. 7. Схема полуавтоматической линии упаковки листового картона
Ломельный конвейер представляет собой металлическую бесконечную ленту, поддерживаемую роликами. Кантователь имеет пару зажимных плеч, поворачивающих стопу вокруг горизонтальной оси на 180°. При повороте плечи двигаются по направляющим лекалам и зажимают стопу. Поворот зажимных плеч фиксируется конечным выключателем.
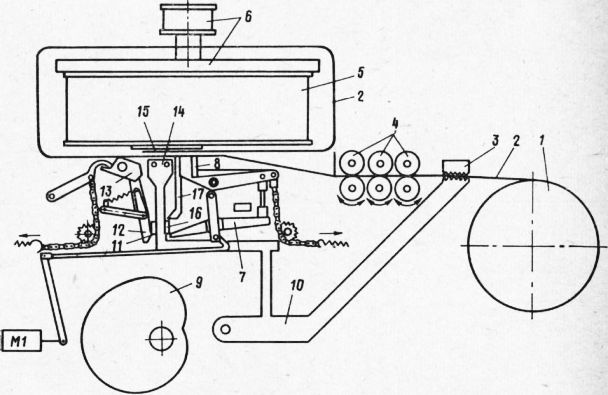
Рис. 8. Кинематическая схема обвязочного станка
Наряду с обвязкой кип проволокой в последние годы получают все большее распространение обвязочные станки, осуществляющие обвязку стоп бумаги и листового картона, как и рулонной продукции, лентой со сваркой концов ленты электроконтактным способом.
На рис. 8 показана кинематическая схема обвязочного станка, осуществляющего подпрессовку стопы и автоматическую обвязку ее стальной лентой с последующим свариванием ленты и отрезанием ее конца. Рулон стальной ленты вставляется в кассету, и лента протягивается через механизм конечной затяжки и заправляется в реверсивные подающие ролики.
Для подготовки станка к работе стальную ленту роликов заправляют в направляющий желоб.
При поступлении стопы в станок планка гидропресса прижимает ее: при достижении заданного давления прессования электромагнит Ml освобождает запирающий рычаг правого чажима, в результате конец заправленной ленты прижимается к плоскости стола. Одновременно приводятся в действие подающие ролики, вытягивающие упаковочную ленту из желоба станка. Лента выпадает из верхней и боковой частей желоба и стопа обвязывается лентой.
Когда вытягивающее усилие, прикладываемое к ленте, достигнет установленной величины, главный вал станка автоматически приводится во вращение. Профильный кулачок, насаженный на главный вал, прижимает качающийся рычаг конечной затяжки и механизмом конечной затяжки стопа окончательно затягивается стальной лентой и оформляется в кипу.
Затем подъемным рычагом освобождается запирающий рычаг левого зажима, которым прижимает второй конец ленты.
Одновременно держатель прижимает нижние электроды к ленте и последнюю к верхним электродам, в результате происходит контактная сварка внахлестку. В это же время подъемным рычагом включается подвижный нож и часть ленты, которой обвязана стопа, отрезается от ленты, идущей от кассеты.
Этим заканчивается процесс обвязки стопы. Поршень гидропресса автоматически поднимает прижимную планку, освобождая готовую упакованную кипу. Упаковщик перемещает кипу на конвейер, и станок готов для повторения цикла упаковки.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Технология упаковки листовой бумаги и картона. оборудование для упаковки"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы