Строй-Техника.ру
Строительные машины и оборудование, справочник
Рабочие клапаны цилиндров служат для открытия и закрытия их полостей во время всасывания и нагнетания. Применяют следующие типы самодействующих пластинчатых клапанов: кольцевые, дисковые и полосовые. В холодильных компрессорах, а также в большинстве газовых и воздушных компрессоров применяют прямоточные клапаны, в которых полосовые пластины расположены вдоль потока газа, что значительно снижает потери напора. Пластины, примыкающие к седлу клапана, слегка изгибаются, когда пропускают газ, и почти не меняют его направления.
Всасывающие и нагнетательные пластинчатые клапаны комплектуют из одинаковых деталей. Различие заключается в расположении и креплении седла и ограничителя (упора) подъема пластины. При монтаже клапанов необходимо обеспечивать плотное прилегание пластин к седлам и герметичность их при работе в периоды закрытия.
После расконсервации все обработанные поверхности деталей, особенно седел и пластин, подвергают тщательному осмотру. В местах уплотнений устраняют возможные забоины, следы коррозии и поперечные риски, которые впоследствии при работе могут дать утечки газа. По контрольной плите проверяют возможную деформацию пластины. Для этого пластину укладывают плотно на плиту и слегка ударяют по пластине рукой. Покачивание пластины свидетельствует об искривлении ее поверхности.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для обеспечения плотности прилегания на пластину устанавливают груз весом примерно равным усилию пружины клапана в рабочем состоянии. Деформированные пластины дополнительно обрабатывают на плоскошлифовальном станке, так как поверхность их подвергается закалке.
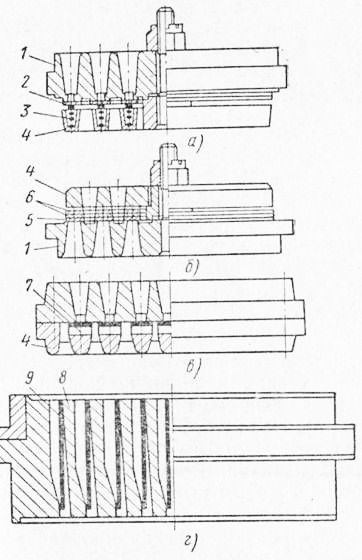
Рис. 66. Кольцевой (а), дисковый (б), полосовой (в) и прямоточный (г) рабочие клапаны:
1, 8 — седло; 2 — пластина кольцевая; 3 — пружина; 4 — ограничитель подъема; 5 — пластина дисковая; в — пластина буферная; 7 — пластина полосовая; 9 — пластина
При сборке клапана следят за тем, чтобы пластины поднимались свободно по направляющим упора, и все пружины входили в свои гнезда на упоре. В кольцевых клапанах для одновременного подъема всех колец без перекосов и заеданий пружины упора должны иметь одинаковую жесткость, а пластины кольцевых клапанов должны быть подогнаны по направляющим упора. После укладки пружин и пластин упор плотно прижимают к седлу, для этого затягивается до отказа и стопорится гайка. Работу пластин проверяют, нажимая на них прутком, проходящим через паз, или двух-, трехрогой вилкой, которой нажимают на пластину.
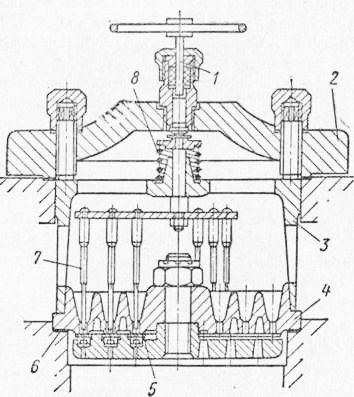
Рис. 67. Клапан с отжимным приспособлением:
1 — шпиндель; 2 — крышка; 3 — фонарь; 4 — седло; 5— пластина; 6 — прокладка; 7 — отжимная вилка; 8 — пружина
После сборки клапан устанавливают в соответствующее гнездо (клапанную коробку) цилиндра (рис. 67). Между клапаном и гнездом ставят паронитовую или медную прокладку. Прокладка должна очень точно входить в расточку, чтобы не было пропусков газа, а также перекосов клапана. Кольцевую прокладку из паронита толщиной 3—4 мм вырезают вначале по внутренней окружности, а затем по наружной, во избежание коробления прокладки. Медная прокладка из отожженной проволоки (диаметром 3—4 мм) должна иметь спаянный стык.
Клапан прижимается к прокладке фонарем, в противоположный торец которого упираются нажимные винты крышки клапана. Нажимные винты затягивают равномерно, чтобы не было перекоса клапана. Затянутые нажимные винты стопорятся глухими гайками, которые одновременно предохраняют выступающую часть резьбы винтов от повреждения. Под крышку также устанавливают прокладку.
При установке прямоточных клапанов в гнезда цилиндра выдерживают зазор не менее 1 мм между внутренней кромкой фонаря и стяжным кольцом клапана. При отсутствии зазора и опирании фонаря на кольцо возможен перекос и повреждение клапана. При ревизии нельзя отжимать клапанные пластины.
Всасывающие клапаны первой ступени компрессоров снабжены приспособлением для ручного или автоматического отжима пластин при пуске компрессора. Это необходимо для того, чтобы в первый период работы не создавать давления в цилиндре и тем самым разгрузить электродвигатель. В многоступенчатых компрессорах в зависимости от схемы регулирования таким приспособлением для отжима пластин снабжают также все последующие ступени или только четвертую ступень.
Ручной отжим состоит из шпинделя, ввернутого в резьбу крышки клапана и уплотненного в ней сальником. На шпинделе закреплена отжимная вилка, зубцы которой заходят в соответствующие пазы и отверстия седла до соприкосновения с пластинами. Вращая маховичок шпинделя, опускают или поднимают вилку, отжимая при этом полностью или частично пластинку от седла.
При монтаже проверяют уплотнение сальника шпинделя. Уплотнение (асбест, пропитанный графитом) укладывают в гнездо. Следует предусмотреть возможность подтягивания сальника (запас по высоте). При монтаже выравнивают по длине зубцы вилки. При установке вилки на контрольную плиту зубцы должны прилегать к ней без зазоров. При наличии зазора (измеряемого щупом) между плитой и одним из зубцов на величину этого зазора спиливают остальные зубцы.
Пневматический отжим пластин осуществляется автоматически при работе компрессора, когда потребление газа непостоянное и необходимо регулировать поступление его в цилиндр. Пневматический отжим выполняется с помощью небольшого регулятора; он установлен на крышке всасывающего клапана и действует при изменении давления на линии нагнетания. При повышении давления нагнетания поршень, связанный со шпинделем отжимной вилки, опускается, пластина отжимается и всасывание в цилиндр прекращается. При выравнивании давлением нагнетания пружина возвращает шпиндель и отжимную вилку в исходное положение, при котором всасывающие клапаны вновь начинают работать. В регуляторе проверяют по карандашным штрихам притирку клапанов и подвижность пружин, а также плотность пригонки поршня, перемещающего отжимную вилку. Приспособление для отжима (ручное или автоматическое) и клапаны устанавливают одновременно перед испытанием компрессора.
При монтаже комбинированного клапана, в котором для упрощения отливки и обработке совмещены все всасывающие и нагнетательные клапаны данного цилиндра, особое внимание обращают на установку прокладок между гнездом и клапанной плитой, корпусом и крышкой, где в связи со значительным периметром часто возникают пропуски газа из-за плохой взаимной пригонки. При установке всасывающих и нагнетательных клапанов необходимо проверять их расположение по чертежу.
При монтаже клапанов с полосовыми пластинами проверяют подвижность каждой пластины в пазу ограничителя и прилегание пластин к седлу. Концы пластин не должны защемляться между седлом и упором, последние соединяют двумя винтами, которые затем стопорят. Перед сборкой дисковых клапанов проверяют работу буферных пластин, соединенных с основной дисковой пластиной.
До продувки межступенчатых трубопроводов и аппаратуры и испытания под нагрузкой клапаны в сборе укладывают на деревянные стеллажи.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Установка всасывающих и нагнетательных клапанов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы