Строй-Техника.ру
Строительные машины и оборудование, справочник
1. Удаление забоин
Забоины на плоских и цилиндрических поверхностях зачищают личными или бархатными напильниками, шаберами, мелкозернистыми наждачными или карборундовыми брусками. В зависимости от требуемой чистоты поверхность после зачистки может быть отполирована.
Для удаления забоин винтовой нарезки прорезают резьбу или (при ремонте внешней нарезки) зачищают трехгранным личным или бархатным напильником.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Резьба в отверстиях и на наружных поверхностях (на винтах, валах) после восстановления может иметь размеры: первоначальный и больше или меньше первоначального.
Восстановление резьбы первоначального размера можно выполнить следующими способами:
— отверстие с изношенной винтовой нарезкой рассверливают или растачивают;
— в отверстии нарезают новую резьбу и ввинчивают муфту с внутренней нарезкой первоначального размера;
— отверстия малых диаметров заваривают, сверлят или растачивают под резьбу первоначального размера и нарезают резьбу;
— поврежденную винтовую нарезку в отверстиях больших диаметров заваривают, рассверливают или растачивают под резьбу первоначального размера и нарезают резьбу;
— поврежденную винтовую нарезку на поверхности вала заваривают, протачивают под резьбу требуемого диаметра и нарезают резьбу первоначального размера.
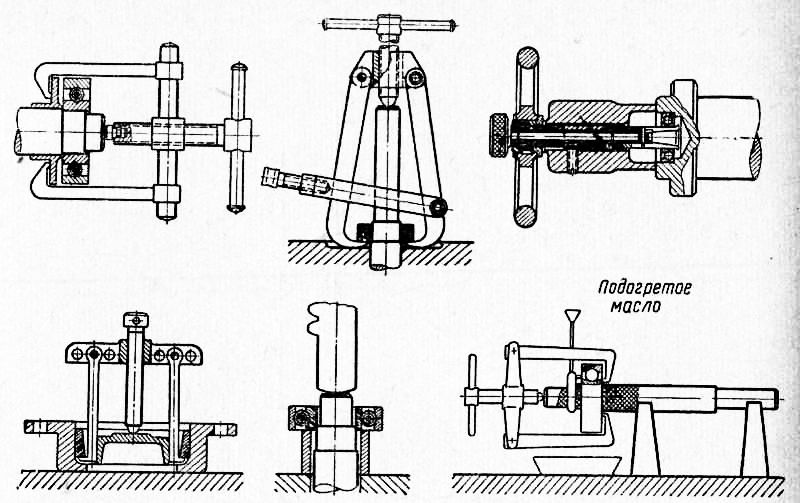
Рис. 1. Съемники для снятия подшипников качения
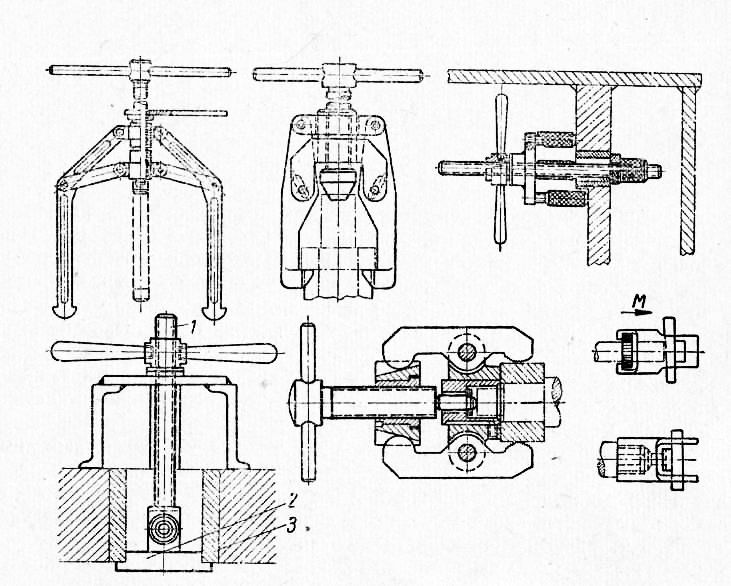
Рис. 2. Съемники, применяемые для снятия шкивов, шестерен, выпрессовки втулок
Восстановление резьбы под размер больше первоначального применяют, когда сопряженную деталь нельзя изготовить с резьбой первоначального размера и когда конструкция детали позволяет увеличить диаметр нарезанной части. Отверстие с поврежденной резьбой в этом случае рассверливают или растачивают, нарезают в нем резьбу, а сопряженную нарезанную деталь ставят увеличенного диаметра.
При восстановлении резьбы под размер меньше первоначального поврежденная резьба заваривается, а затем производится сверление или расточка отверстия и нарезка. В случае повреждения нарезки на валу ее стачивают и нарезают новую, уменьшенного диаметра.
2. Правка вмятин
Правку фасонных деталей из листового металла выполняют на оправках соответствующей формы, правку плоских деталей — на плитах. Детали из тонкого стального листа (до 3 мм) правят без предварительного нагрева, правку деталей из листа толщиной до 1,5 мм рекомендуется производить деревянными или медными молотками. Детали из листа толщиной от 3 до 15 мм правят с предварительным нагревом.
При правке вмятин стальных труб поврежденное место нагревают. Поврежденные части медных и латунных трубок перед правкой отжигают, после отжига охлаждают медные трубки в воде, латунные — на воздухе.
Если место повреждения находится в конце короткой прямой трубы диаметром до 12—15 мм, то с противоположной ее стороны прогоняют стальную оправку с закругленными кромками торца. – Если смятая часть находится далеко от конца трубы, то после нагрева поврежденного места через трубу при помощи талей или лебедки протягивают шар с серьгой для крепления троса. При большой длине поврежденная часть заменяется куском новой трубы, при этом куски медных и латунных труб впаиваются твердым припоем, а стальные ввариваются.
3. Устранение царапин и задиров в деталях машин
При неглубоких царапинах валы шлифуют, при глубоких — протачивают и при необходимости шлифуют.
При этом сопряжения детали должны иметь необходимые ремонтные размеры.
Поврежденные отверстия подшипников растачивают и шабрят. Царапины и задиры на поверхностях цилиндров двигателей и компрессоров устраняют шлифованием, при царапинах большой глубины цилиндры протачивают и шлифуют под ремонтный размер. Таким же способом устраняют и перечисленные дефекты на поверхностях фрикционных муфт и других подобных им деталей.
Царапины и задиры на плоских поверхностях (поверхности золотниковых зеркал, золотников и др.) в зависимости от величины повреждения устраняют опиловкой, строганием, шлифованием и при-шабриванием.
4. Устранение трещин и пробоин в деталях машин
Трещины в теле детали машины можно устранять сваркой, пайкой, металлизацией и заклеиванием специальными клеями.
Трещину в деталях стальных конструкций можно заделать накладками с одной или двух сторон. Если накладку ставят с одной стороны, ее толщина должна быть на 10% больше толщины стенки поврежденной детали. При двух накладках толщина каждой должна равняться половине указанного размера. Накладки должны перекрывать трещину. При постановке накладки на заклепках вдоль трещины размечают и сверлят отверстия,, число и диаметр которых выбирают так, чтобы общее сечение заклепок, расположенных с одной стороны трещины, не было меньше сечения накладки.
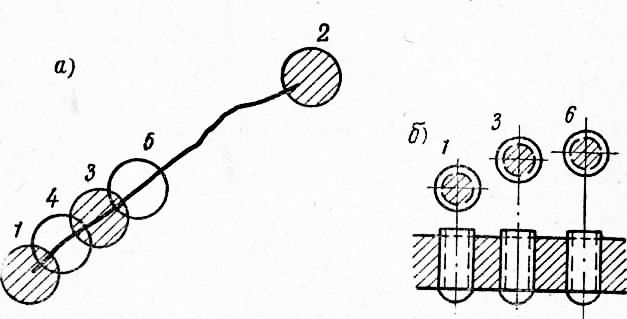
Рис. 3. Устранение трещин штифтованием а—сверление отверстий под штифты; б—разрез детали с установленными штифтами
Трещины длиной не более 100 мм в тонких отливках, например, в теле головки блоков рубашек двигателей и компрессоров, можно заделывать штифтованием. Операции по штифтованию отверстий производят в такой последовательности:
— разметка отверстий диаметром 6 мм, вдоль трещины;
— крайние отверстия должны быть расположены по концам трещины, а промежуточные так, чтобы каждое последующее отверстие покрывало предыдущее на 1/3 диаметра отверстия;
— сверловка крайних отверстий 1—2;
— сверловка промежуточных отверстий в последовательности 3—6 и т. д.;
— нарезка просверленных отверстий метчиком;
— ввинчивание в подготовленные отверстия 1—3—6 и т. д. нарезанного под резьбу отверстий конца из прутка красной меди;
— срезка ножовкой прутка с оставлением над поверхностью концов высотой 1,5 мм для последующей расклепки;
— сверловка отверстий в последовательности 4—5 и т. д.; повторение для отверстий 4—5 и т. д. тех же операций, что и для отверстий 1—3—6;
— расклепывание выступающих частей штифтов.
Пробоины в тонкостенных отливках и в частности в водяных рубашках двигателей и компрессоров заделывают постановкой заплат в такой последовательности:
— зачистка напильником поверхности детали под заплату;
— заготовка свинцовой прокладки толщиной 3—4 мм под заплату;
— пригонка прокладки по месту;
— заготовка заплаты из листовой стали толщиной 0,8—1 мм;
— пригонка заплаты по месту;
— разметка отверстий для винтов по периметру заплаты;
— одновременное сверление отверстий диаметром 4—6 мм в заплате и прокладке;
— разметка отверстий на поверхности детали по заплате;
— сверление отверстий под винты диаметром 6—7 мм;
— нарезание отверстий;
— установка покрытой суриком прокладки и заплаты и привинчивание их винтами к детали.
Кроме, этого способа, заплаты можно вваривать в пробоины. В этом случае края пробоины опиливают и придают ей возможно более простую форму. На пробоину накладывают лист чертежной бумаги, через которую остукивают молотком пробоину по периметру, получая, таким образом, шаблон по форме пробоины. По шаблону вырезают или высверливают и опиливают заплату, которую пригоняют затем по пробоине; далее снимают фаски у заплаты и детали, после чего заплату вваривают. Материал заплаты должен быть по химическому составу близок к материалу ремонтируемой детали. Например, при заделке пробоин блоков двигателей рекомендуется использовать старые блоки таких же двигателей.
Трещины и пробоины в неответственных частях детали можно заклеивать карбинольным клеем или нитрокгеем.
Карбинольный клей и нитроклей применяют при склеивании металла, стекла, мрамора, фарфора, эбонита. Карбинольный клей БФ-2 применяют в случаях, когда к шву предъявляется требование теплостойкости или кислотостойкости, клей БФ-4 — при работе детали в щелочной среде, клей БФ-6—при необходимости получить эластичный шов.
Склеивание производят следующим образом: поверхности металлических деталей перед склеиванием очищают до блеска, затем обезжиривают промывкой бензолом или авиационным бензином. Обезжиривание производят перед самым склеиванием. По концам трещины сверлят отверстия диаметром 2—3 мм на глубину 1,5—2 мм. Трещину с поверхности по всей длине разделывают в виде канавки глубиной 2 мм и шириной 3—4 мм. Канавку промывают бензином или бензолом и заполняют клеем при помощи стеклянной палочки так, чтобы клей заполнил канавку и покрыл поверхность детали вдоль трещины на ширину 20—30 мм (10—15 мм на сторону) и по 10—15 мм от концов. Толщина слоя клея должна быть 2—2,5 мм.
Сушка заделанных клеем деталей производится в течение 16— 24 час. на воздухе при температуре 25—40°.
После затвердения краев клеевого слоя их зачищают напильником и наждачной бумагой так, чтобы поверхность края составила с поверхностью детали угол 30—40°.
При наклейке на пробоины заплат карбинольным клеем в качестве заполнителя применяется цемент. Заплата должна перекрывать лробоину на 10—20 мм по периметру и должна быть хорошо пригнана к поверхности ремонтируемой детали. Поверхности заплаты и детали Должны быть очищены и обезжирены, после чего на них наносят слой клея и заплату накладывают на пробоину так, чтобы ее края перекрывали края пробоины равномерно по периметру; далее прижимают заплату к поверхности детали грузом или струбцинами, затем края заплаты смазывают клеем.
При склеивании металлических деталей шов не теряет механической прочности от нагрева до температуры 60° и достаточно устойчив при смачивании бензином, керосином и минеральными маслами. При Склеивании деталей, изготовленных из пористых материалов, шов хорошо противостоит смачиванию водой, спиртом, кислотами и щелочами.
Расход карбинольного клея — около 0,05 г на 1 см2 склеиваемой поверхности.
Для заклейки применяют также стандартный нитроклей А1-Н, изготовить который можно, растворив целлулоид в ацетоне. Нитроклей не растворяется в масле и в бензине. Перед заклейкой поверхность трещины должна быть очищена до металлического блеска и обезжирена, после чего ей должна быть придана шероховатость. В качестве заполнителя при заклеивании трещин применяют паклю, хлопок, песок и металлические опилки, пропитанные нитроклеем. На поверхность детали накладывают смазанную клеем заплату из прочной ткани или жести. Заплату прижимают и выдерживают до высыхания клея (около 10—25 мин.). При необходимости заклейку испытывают на герметичность.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Устранение дефектов при механических повреждениях деталей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы