Строй-Техника.ру
Строительные машины и оборудование, справочник
Клиновые анкерные устройства предназначены для захвата и закрепления арматурных элементов в виде пучков из высокопрочной проволоки или семипроволочных прядей диаметром 4, 5 и 6 мм при натяжении арматуры на бетон конструкций.
Клиновые анкерные устройства состоят из цилиндрических колодок и конусных пробок (клиньев), запрессованных в колодки домкратами двойного действия после натяжения проволочного пучка.
При необходимости закрепления в анкере не 12 проволок, а, например, 10 вместо недостающих проволок в колодке устанавливают коротыши длиной 20—30 см из той же стали.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Анкерные колодки и пробки выполняют из конструкционной углеродистой стали марки 45. Для пробок используют также конструкционную легированную сталь марки 40Х.
Для надежного закрепления проволок боковую поверхность пробок подвергают обработке путем нарезки треугольного или трапециевидного профиля с последующей термической обработкой—закалкой.
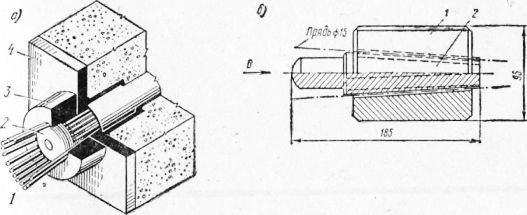
Рис. 1. Клиновые анкерные устройства
а — клиновой анкер для проволочных пучков: 1 — проволока; 2—конусная пробка; 3 —колодка; 4 — упорный лист; б — клиновой трехпазовый анкер для прядей диаметром 15 мм: 1 — корпус; 2 — клин
Клиновые анкерные устройства используются для закрепления на бетон конструкций семипроволочных арматурных прядей диаметром 15 мм и состоят из цилиндрических стальных колодок и конусных клиньев. Клиновые устройства разработаны с учетом закрепления одной, двух и трех прядей. На рис. 1,б приведена конструкция анкерного устройства для одновременного закрепления трех прядей диаметром 15 мм.
Анкерные колодки и клинья выполняют из конструкционной углеродистой стали марки 45. Клинья изготовляют из стали марки 40Х.
Шпоночные анкерные устройства служат для захвата арматурных элементов в виде отдельных стержней или группы проволок при натяжении арматуры на бетон конструкций и на упоры стендов (форм).
Анкерное устройство при натяжении стержневой арматуры на бетон конструкций выполняется в виде приваренного к стержню отрезка круглой стали с резьбой на конце и гайки, посредством которой анкер закрепляется на бетон изделия.
Стыковое соединение стержня с концевым элементом анкера, выполненное электросваркой, и сечение этого элемента с учетом ослабления его резьбой должны быть равнопрочными с основным арматурным стержнем.
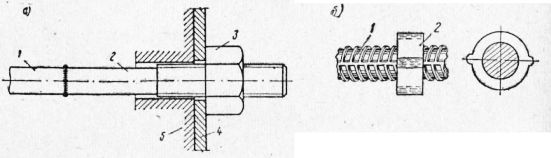
Рис. 2. Шпоночные анкерные устройства для стержневой арматуры
а — анкер с резьбовым наконечником:
1 — арматура; 2 — приваренный наконечник с резьбой; 3 — гайка; 4 — опорный лист; 5 — конструкция; 6 — анкер с обжатой обоймой (муфтой); 1 — арматура; 2 —обойма
Анкерное устройство типа высаженной «головки» на концах горячекатаных арматурных стержней конструктивно образовывается путем горячей осадки конца стержня на стыковых электросварочных аппаратах МСР-75, МСР-100, специально для этого переоборудованных путем установки медного упора вместо одного зажима.
Анкерное устройство типа «обжатая муфта» состоит из втулки, изготовленной из стали марки СтЗ и опрессованной с помощью машины МО-5 на концах несвариваемых горячекатаных арматурных стержней.
Анкерные устройства типа высаженная «головка» и «обжатая муфта» применяют в основном при электротермическом натяжении арматуры.
Групповое анкерное устройство состоит из цилиндрической стальной колодки стаканного типа из стали марки Ст5 с отверстиями для закрепления 12— 13 высокопрочных проволок с высаженными в холодном состоянии на концах этих проволок анкерными «головками» и резьбовой нарезкой для присоединения к гидродомкрату.
Анкерное устройство применяют для захвата арматуры при ее натяжении на упоры стендов (силовых форм) и бетон конструкции с фиксацией достигнутого натяжения арматуры вилочными шайбами.
Обжимные анкерные устройства предназначены для захвата и закрепления на бетон конструкций арматурных элементов, состоящих из группы высокопрочных проволок или одиночных семипроволочных арматурных прядей.
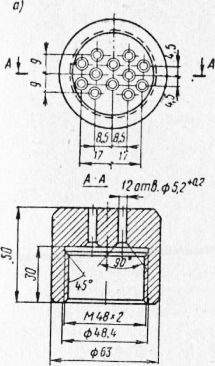
Рис. 3. Анкерное устройство для проволочной арматуры с высаженными головками
а — анкерная колодка; б — высаженная головка на проволоке диаметром 5 мм
Гильзостержневое анкерное устройство состоит из стержня, гильзы и гайки для трех типов проволочных пучков П-1, П-2 и П-3 соответственно для 19—24, 15—13 и 8—14 шт. проволок диаметром 5 мм.

Рис. 4. Обжимные анкерные устройства для проволочной арматуры:
1 — проволочная арматура; 2 —стержень; 3 — гильза; 4 -гайка; б – гильзовый анкер для пряде-вой арматуры: 1 — гильза; 2 — прядевая арматура; 3 — гайка
Стержни анкеров на участке, выходящем из гильзы, имеют нарезку, а внутри нее — кольцевые желобки, вокруг которых размещены проволока и коротыши обжимаемые на стержне гильзой.
Стержни гильзостержневых анкерных устройств изготовляют из конструкционной углеродистой (марок 45 и 40Х) или из конструкционной легированной стали с последующей термообработкой для повышения твердости до НС-35—40 (нагрев при температуре до 350—370 °С, выдержка в течение 30 мин, закалка в масле и отпуск при 400° С в течение 3 ч).
Гильзы изготовляют из мягкой стали (СтО или СтЗ), а гайки — из стали 45.
Анкерное устройство предназначено для захвата и закрепления на бетон конструкций семи-проволочных прядей и состоит из обжатой на арматуре стальной гильзы и гайки. На наружной поверхности гильзы после опрессовки нарезают резьбу для присоединения гильзы к гидродомкрату и образования анкера с помощью гайки. Гильзы изготовляются из стали марки СтЗ.
Полуавтоматические инвентарные зажимы конструкции НИИЖБ (по МРТУ 7-1767) предназначены для захвата при натяжении и закреплении на упоры стенда или формы проволочной, прядевой и стержневой арматуры.
Зажим конструкции НИИЖБ состоит из корпуса, трех клиновидных губок с зубчатой зажимной поверхностью, хвостовика, толкателя и пружины.
Главными рабочими деталями зажимов являются корпус и зажимные губки.
Корпус представляет собой цилиндр с тремя отверстиями, служащими направляющими губок; четвертое осевое отверстие предназначено для пропуска арматуры.
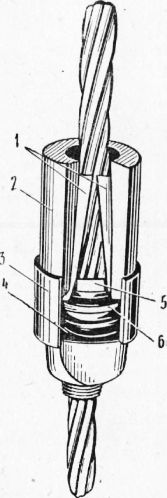
Рис. 5. Полуавтоматические зажимы конструкции НИИЖБ
1 — зажимные губки; 2 — корпус; 3 — хвостовик; 4 — пружина; 5 —толкатель; 6 — шайба
Отверстия для губок расточены наклонно и позволяю: при перемещении губок вперед зажимать арматуру, а при движении назад губки расходятся и освобождают последнюю. Зажимные губки изготовляются сменными, что позволяет использовать зажимы одной модели для зажимных стержней разных диаметров.
На конце хвостовика для соединения с домкратом имеется фасонная головка.
В числителе указан диаметр проволоки, а в знаменателе — пряди.
При эксплуатации зажимов необходимо следить за тем, чтобы поверхности губок не были загрязнены; гладкие поверхности губок зажима смазывают графитовой смазкой при работе в нормальной среде, а при работе в условиях пропарки опорные поверхности зажимных губок покрывают консистентной смазкой № 1—13 (ГОСТ 1631—61).
Профилактический осмотр зажимов, осуществляют через каждые 30 циклов производства.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Анкерные и зажимные устройства"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы