Строй-Техника.ру
Строительные машины и оборудование, справочник
Цель работы.
1. Изучить процесс гальванического электронатирания, его преимущества и недостатки по сравнению с электролитическим наращиванием металлов.
2. Получить практические навыки по выполнению операций технологического процесса восстановления детали гальваническим электронатиранием.
3. Установить оптимальное значение плотности тока, обеспечивающее высокую производительность процесса и получение высококачественных покрытий.
4. Выяснить технологические возможности процесса.
Задание.
1. Ознакомиться с оснащением рабочего места и технологическим процессом восстановления деталей гальваническим электронатиранием.
2. Выбрать режим процесса и провести наращивание детали.
3. Рассчитать выход металла по току.
4. Исследовать влияние плотности тока на скорость осаждения металла, микротвердость осадка и выход по току. Определить оптимальную величину плотности тока.
5. Сделать заключение о технологических возможностях процесса.
Оснащение рабочего места. Устройство для привода детали (с изолированным патроном и задней бабкой). Привод должен иметь коллекторно-щеточное устройство для подвода тока к детали.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Источник питания ВСА-6М постоянного тока напряжением до 30 В и силой тока 40 А; аноды специальной конструкции (рис. 36 и 37); стеклянные ванны с электролитами, ванны для сбора электролита, для электрохимического травления, для венской извести, для холодной и горячей воды; волосяная кисть; микрометр 0—25 мм; штангенциркуль 0—125 мм; секундомер СМ-60; прибор типа ПМТ-3 для определения микротвердости; образцы из стали 45, имеющие три пояска одинаковой геометрической формы.
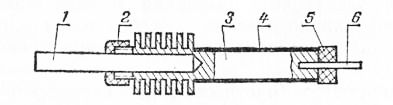
Рис. 1. Анод для гальванического электронатираиия:
1 — анодный стержень; 2 — пластмассовый колпачок; 3 — алюминиевый корпус с охлаждающими пластинами; 4 — резиновая оболочка; 5 — пластмассовая гайка; 6 —гнездо для клеммы.
Содержание и порядок выполнения работы. Процесс электронатирания как способ восстановления деталей обеспечивает получение высококачественных осадков с большой скоростью осаждения, позволяет уменьшить количество подготовительных операций и контролировать качество и размер осадка в процессе наращивания.
Подготовка поверхности детали к нанесению покрытия включает операции: шлифовку до выведения следов износа; обезжиривание венской известью в течение 1—2 мин; промывку в горячей воде; травление поверхности детали химическим или электрохимическим путем; промывку в холодной воде.
Химическое травление ведут в растворе 150 г/л серной кислоты и 50 г/л сернокислого натрия в течение 1—3 мин. Электрохимическое травление выполняют в 3-процентном растворе серной кислоты при обратной полярности и плотности тока DK= —100 А/дм2 в течение 1 мин. Материалом второго электрода служит анодный тампон. Детали из меди и ее сплавов травлению не подвергают.
Состав электролита выбирают в зависимости от конструктивно-технологических особенностей и условий работы детали, а также эксплуатационных свойств покрытия.
Режим процесса (плотность тока и скорость перемещения электродов) устанавливают в зависимости от состава электролита, геометрических размеров детали и конструкции анода. Следует иметь в виду, что при данном процессе плотность тока является отношением силы тока к контактной площади одного анодного тампона.
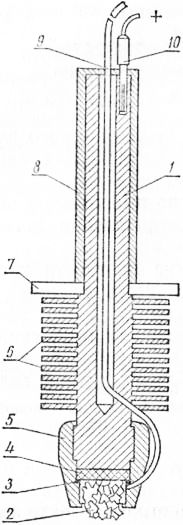
Рис. 2. Анод специальной конструкции:
1 — алюминиевый корпус; 2 — тампон; 3 — резиновое кольцо; 4 — графитовый диск; 5 — эбонитовый наконечник; 6 — охлаждающие ребра; 7 — предохранительное кольцо из диэлектрика; 8 — резиновая оболочка; 9 —трубка для подвода электролита; 10 — штеккер.
С увеличением силы тока происходит значительный нагрев электролита и анода. Чтобы уменьшить это явление, применяют указанные выше аноды специальной конструкции.
Для электронатирания применяют электролиты следующих составов.
Кислотность электролитов проверяют индикаторной бумагой типа «Мультифан».
Перед нанесением покрытия реостатом установки уменьшают приблизительно в 2 раза максимальную плотность тока. Частоту вращения детали также снижают примерно в 2 раза. После наложения анодного тампона (под током) на катод включают подачу электролита, параметры процесса доводят до номинальных значений и наносят на поверхность детали покрытие.
Отношение контактной площади анодного тампона к общей площади катода для большинства процессов 1 : 5.
Чтобы исследовать влияние плотности тока на скорость осаждения металла, микротвердость осадка и к. п. д. процесса за одинаковый промежуток времени, наращивают три пояска образца, имеющие одинаковую геометрическую форму.
Каждый поясок наращивают при разной плотности тока, постоянной скорости вращения образца и скорости перемещения анода. После наращивания проводят 3-кратный замер твердости и толщины покрытия каждого пояска образца. Микротвердость замеряют на приборе ПМТ-3, предварительно отполировав участок наращенного слоя. Для каждого значения плотности тока по средней величине толщины покрытия рассчитывают скорость осаждения и выход металла по току.
Отчет о работе.
1. Проверяют схему процесса электронатирания.
2. Перечисляют подготовительные операции перед наращиванием, указывают состав электролита и режим процесса.
3. Заполняют форму на основе полученных данных.
4. Строят графики зависимостей и анализируют их.
5. Дают заключение о технологических возможностях процесса электронатирания.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изучение технологических возможностей восстановления деталей гальваническим электронатиранием"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы