Строй-Техника.ру
Строительные машины и оборудование, справочник
Цель работы.
1. Изучить технологический процесс разборки, способы восстановления основных деталей и ремонта узлов пусковых двигателей.
2. Освоить выполнение основных операций по сборке и контролю качества сборки редукторов и пусковых двигателей.
Задание
1. Ознакомиться с оснащением рабочего места.
2. Провести разборку и дефектовку деталей пускового двигателя.
3. Выполнить отдельные операции по восстановлению деталей и ремонту узлов.
4. Провести сборку и обкатку редуктора.
5. Собрать пусковой двигатель из узлов.
Оснащение рабочего места. Пусковые двигатели ПД-10У (ПД-ЮМ) и П-46; стеллаж для деталей и узлов ОРГ-1468-05-300А; слесарный верстак на одно или два рабочих места ОРГ-1468-01-060А или ОРГ-1468-01-070А; установка ОМ-1265 для механизированной промывки деталей; гидравлический пресс 25 т (ГАРО-208М); реечный ручной пресс 3 т (ГАРО-274); схватка ПИМ-481-14 или ПИМ-2340 для подъема двигателя ПД-10; съемник ПИМ-483-140А для снятия шестерни коленчатого вала и половин картера пускового двигателя; универсальный двухлапчатый съемник ПИМ-483-030А; приспособление ПИМ-483-160А для снятия валика промежуточной шестерни и шестерни привода регулятора пускового двигателя ПД-109; приспособление ПИМ-483-130А или ПИМ-2617 для снятия роликоподшипников с полуосей коленчатого вала пускового двигателя ПД-10; приспособление ПИМ-601-500 для разборки коленчатого вала и напрессовки роликоподшипников на шейки пускового двигателя ПД-10 с набором подставок; приспособление КИ-601-100 для проверки амплитуды качания шатуна и биения шеек полуосей коленчатых валов; приспособление для выпрессовки полуосей коленчатого вала без снятия пальца кривошипа; приспособление ПИМ-1357-38 с редуктором для развертывания верхней головки шатуна; приспособление для снятия пружин клапанов двигателей П-46; приспособление ПИМ-1357-44 для снятия и напрессовки распределительной шестерни и шариковых подшипников пускового двигателя П-16; приспособление
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
ПИМ-1468-650 для выпрессовки втулок из опоры в корпусе конической передачи; стенд ОПР-1699 для сборки пусковых двигателей и редукторов; стенд ОПР-6551 для обкатки и регулировки редукторов пусковых двигателей; стенд КИ-2076 для испытания механизма передачи пускового двигателя ПД-10; приспособление ПИМ-601-800 для разборки и сборки пускового двигателя и редуктора; приспособление ПИМ-2831-26-000 для разборки и сборки редуктора пускового двигателя; ванна ОПР-1513 для нагрева деталей; ванна ПМ-0402 передвижная моечная; приспособление ОПР-1659 для выпрессовки штифтов; приспособление ПИМ-2327 для снятия и установки поршневых колец; щипцы ПТ-1468-11-450 для снятия и установки стопорных колец; электрошкаф с терморегулятором; прибор КИ-724 для проверки шатунов и в сборе их с поршнями; приспособление ПИМ-601-200 для запрессовки пальца кривошипа в щели коленчатого вала; приспособление ПИМ-2336 для сжатия поршневых колец при установке поршня в цилиндр пускового двигателя ПД-10; набор наставок и подставок для разборки и сборки пускового двигателя; набор выколоток; набор контрольно-измерительного инструмента и др.
Содержание и порядок выполнения работы. Работа сводится к разборке, дефектовке, выполнению отдельных операций по восстановлению деталей и ремонту узлов, а также к сборке пускового двигателя.
При разборке пусковых двигателей необходимо пользоваться альбомами технологических карт на разборку и сборку двигателей на специализированных ремонтных предприятиях. Разборка проводится в той последовательности, которая предусмотрена этими альбомами. При этом необходимо использовать только исправный инструмент, пользоваться оборудованием и приспособлениями, которые перечислены в оснащении рабочего места по данной работе.
Неисправные и не соответствующие выполняемой работе инструмент и приспособления, а также неправильные приемы разборки могут привести к повреждению деталей пускового двигателя.
Снятые с двигателя агрегаты и узлы системы питания и зажигания ремонтируют на соответствующих рабочих местах. (Содержание и порядок работы при их ремонте приведены в соответствующих лабораторных работах.)
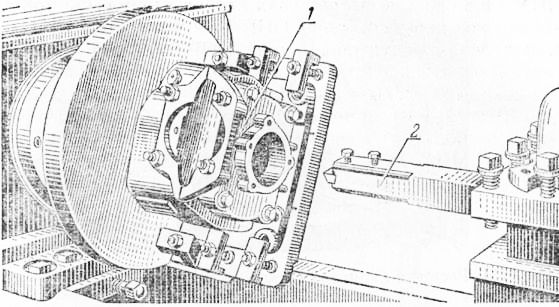
Рис. 1. Расточка отверстий под коренные подшипники в картере пу< скового двигателя на токарном станке:
1 — картер пускового двигателя; 2 — резец.
При дефектовке детали проверяют путем внешнего осмотра и измеряют с помощью приборов и контрольно-измерительного инструмента. При этом пользуются техническими условиями, приведенными в типовой технологии ремонта. Особое внимание следует обращать на дефектов-ку деталей кривошипно-шатунного механизма пускового двигателя.
Для ремонта пусковых двигателей имеется комплект специальных технологических приспособлений.
Базисной деталью двигателя ПД-10У служит картер, а двигателя П-46— блок-картер, так как на этих деталях монтируется кривошипно-шатунный механизм.
У этих деталей изнашиваются посадочные места коренных подшипников коленчатого вала двигателя. Указанные детали изготовлены из чугуна, поэтому в них могут возникать трещины в стенках. Кроме того, наблюдаются из-носы привалочных плоскостей и срыв резьбы в отверстиях.
Изношенные посадочные места коренных подшипников коленчатого вала двигателя ПД-10У восстанавливают расточкой на токарном станке в специальной планшайбе с угольником (рис. 1). В расточенные отверстия запрессовывают переходные кольца, которые затем растачивают под размер наружного кольца подшипника, обеспечивая необходимую посадку в сопряжении.
Другие дефекты базисных деталей устраняют обычными ремонтными операциями.
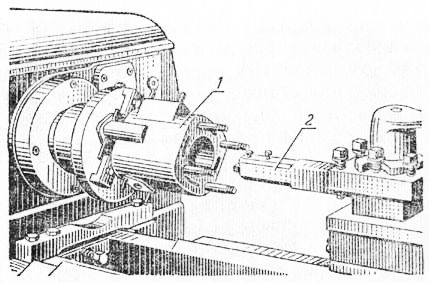
Рис. 2. Расточка цилиндра пускового двигателя ПД-10 на токарном станке: 1 — цилиндр; 2 — резец.
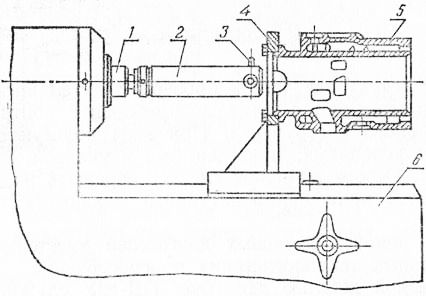
Рис. 3. Расточка цилиндра пускового двигателя ПД-10 на станке
1 — шпиндель; 2 — борштанга; 3 — резец; 4 — стойка для крепления цилиндра; 5 — цилиндр; 6 — станина станка.
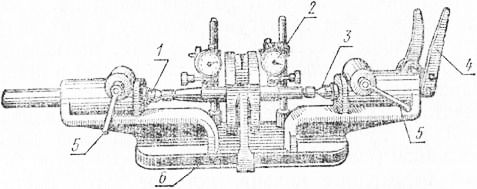
Рис. 4. Приспособление для проверки амплитуды качания шатуна и биения шеек полуосей коленчатых валов ПД-10:
1 — неподвижный центр; 2 — индикатор часового типа; 3 — регулируемый центр; 4 —рукоятка регулируемого центра; 5 — винтовые зажим;-; центров; 6 — чугунная плита (основание).
Цилиндр двигателя ПД-10У восстанавливают расточкой его под ремонтный размер на токарном станке (рис. 114) с использованием планшайбы и оправки для резца, входящих в комплект технологических приспособлений. Расточку можно проводить и на универсально-расточном станке УРБ-ВП (рис. 115), использовать специальную стойку для крепления цилиндра.
После расточки цилиндр хонингуют.
Цилиндры пускового двигателя П-46 растачивают на вертикально-расточ-ных станках с последующим хонингованием до получения соответствующего ремонтного размера.
Коленчатый вал двигателя ПД-10У полностью разбирают (выпрессовыва-ют палец кривошипа и полуоси из щек) в том случае, если амплитуда (размах качания шатуна) более 2,5 мм на расстоянии 175 мм от пальца кривошипа. Амплитуда качания проверяется в плоскости, проходящей через ось вала с помощью приспособления, показанного на рисунке 4. Разборку проводят также при ослаблении посадки обеих полуосей в щеках или при необходимости их замены. Биение посадочных шеек полуосей и торцевое биение щек также проверяют этим приспособлением.
Коленчатый вал разбирают при помощи специального приспособления (рис. 5) и гидравлического пресса. Для этого приспособление устанавливают на опору пресса так, чтобы верхняя плита располагалась перпендикулярно наставке 4. Коленчатый вал должен быть установлен в приспособлении передней щекой вверх. Из верхней щеки через наставку прессом выдавливают палец, снимают шатун, ролики и выпрессовывают палец из нижней щеки. На этом же приспособлении можно выпрессовывать полуоси из щек коленчатого вала. Изгиб и скрученность шатуна проверяют и устраняют приемами, описанными ранее.
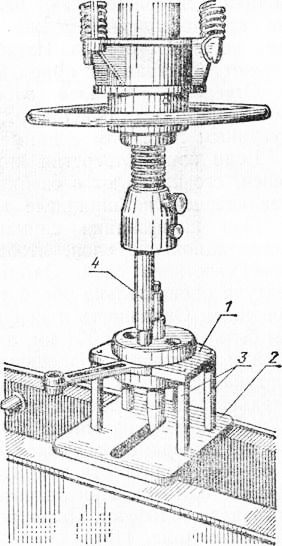
Рис. 5. Приспособление для разборки и сборки коленчатого вала ПД-10:
1 — верхняя плита; 2 — нижняя плита; 3 — стойки; 4 — наставка.
Отверстие в нижней головке шатуна при незначительном износе восстанавливают, обрабатывая его разрезным чугунным притиром с применением пасты или хонингуя.
Если износ отверстия нижней головки шатуна значителен, его шлифуют в специальном приспособлении, устанавливаемом на шпинделе токарного станка.
При шлифовании снимают минимальное количество цементационного слоя, чтобы не уменьшилась твердость поверхностного слоя. Затем отверстие нижней головки шатуна окончательно обрабатывают притиркой или хонин-гованием. Овальность и конусообразность отверстия должны быть не более 0,004 мм, а поверхность должна быть чистой и блестящей. Изношенную втулку верхней головки шатуна развертывают под ремонтный размер. Если втулку верхней головки шатуна заменяют, ее подгоняют по пальцу путем расточки на станке УРБ-ВП. Класс чистоты обработанной поверхности должен быть не ниже V 8 по ГОСТ 2789—59. Овальность и конусообразность не должны превышать 0,01 мм. При значительном износе щеки коленчатого вала шлифуют. Палец ремонтного размера делают ступенчатым.
При комплектовании коленчатого вала двигателя ПД-10У подбирают шатун по размерной группе нижней головки шатуна. Шероховатость поверхности нижней головки шатуна должна соответствовать V 9 поГОСТ 2789—59, овальность и конусообразность допускаются не более 0,004 мм.
Непараллельность осей отверстий верхней и нижней головок шатуна (изгиб) не должна превышать 0,04 мм на длине 100 мм, скручивание допускается не более 0,06 мм на длине 100 мм. Подбирают палец кривошипа и ролики в соответствии с нормальным или ремонтным размером нижней головки шатуна по размерным группам с интервалом через каждые 0,004 мм для роликов.
Правильность подбора пальца кривошипа и роликов по нижней головке шатуна проверяют при помощи технологической обоймы и конусного калибра. Диаметр калибра замеряют на расстоянии 9 мм от роликов.
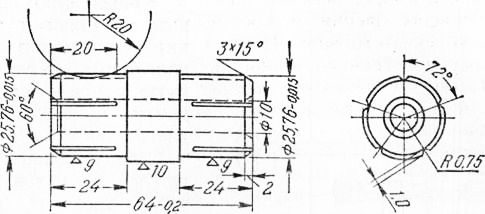
Рис. 6. Палец ремонтного размера.
Щеки подбирают по пальцу кривошипа нормального или ремонтного размера. Размеры отверстий щек под палец, обработанные разверткой, должны обеспечивать натяг в сопряжении не менее 0,08 мм. Перед сборкой коленчатого вала щеки нагревают в электрическом шкафу до температуры 180° С, предварительно навернув гайки на полуоси.
В щеки запрессовывают переднюю и заднюю полуоси, используя гидравлический пресс и подставки под щеки, а также установив между щеками распорные клинья. Затем собирают шатун с подобранными роликами и запрессовывают палец кривошипа в щеки, для чего последние вместе с полуосями нагревают в электрическом шкафу до температуры 180° С и обильно смазывают отверстие нижней головки шатуна солидолом.
Для запрессовки щеки с полуосями устанавливают в приспособление, поставив между ними собранный шатун с пальцем кривошипа и роликами. После запрессовки проверяют амплитуду качания шатуна (она не должна превышать 1,2 мм) и качество сборки коленчатого вала. Торцовый зазор между роликами и щекой должен быть не более 0,08 мм, а между головкой шатуна и щекой — в пределах 0,20—0,35 мм. При толчке рукой шагун собранного коленчатого вала должен совершать не менее двух-трех качаний.
Как отмечалось выше, механическая обработка вновь запрессованных полуосей проводится после сборки коленчатого вала. На собранный коленчатый вал напрессовывают опорные подшипники, предварительно нагрев их до температуры 95—100 °С. Комплектование и сборка поршневой группы пускового двигателя ПД-10У выполняется так же, как и у основного двигателя.
Кривошипно – шатунный механизм и механизм газораспределения двигателя П-46 ремонтируют так же, как и у других четырехтактных двигателей.
Сборку пусковых двигателей из узлов и деталей проводят, руководствуясь типовой технологией сборки, разработанной ГОСНИТИ. До сборки проверяют комплектность деталей и соответствие их техническим условиям. По окончании ее редуктор пускового двигателя ПД-10У подвергают обкатке на специальном стенде ОПР-6551. В корпус редуктора заливают масло АК-15 до уровня контрольного отверстия.
Редуктор обкатывают на следующих режимах: без нагрузки в нейтральном положении рычага при 1300 об/мин шестерни муфты сцепления в течение 1 мин; без нагрузки на первой передаче при 409 об/мин вала редуктора в течение 1 мин.
При обкатке муфгу сцепления редуктора не
обходимо держать включенной с моментом на рукоятке включения 1,2—1,3 Н-м. В конце обкатки проверяют отключение держателя, которое должно происходить при 3250—4250 об/мин вала редуктора. Отключение держателя регулируют путем установки дополнительной шайбы под пружины толкателя.
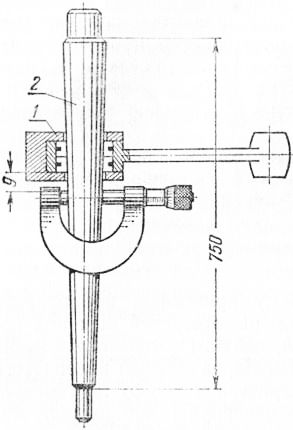
Рис. 7. Определение диаметра пальца кривошипа конусным калибром:
1 — технологическая обойма для удерживэ-ния роликов в отверстии нижней головки шатуна; 2 — конусный калибр.
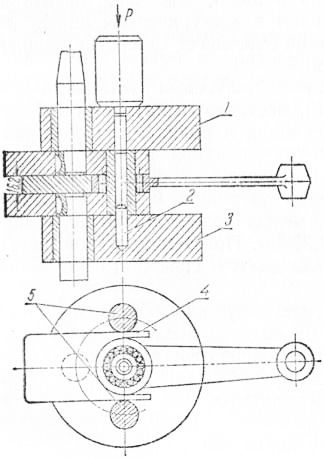
Рис. 8. Сборка коленчатого вала ПД-10:
1 — верхняя подвижная плита; 2 — убирающийся центр; 3 — нижняя неподвижная плита; 4 — ограничитель толщиной 16,2 мм; 5 — направляющие пальцы.
Особое внимание при окончательной сборке пускового двигателя ПД-10У следует обращать на правильность установки распределительных шестерен — в соответствии со схемой. Обращают также внимание на установку магнето пускового двигателя.
При сборке пускового двигателя П-46 перед напрессов-кой на коленчатый вал корпус с передним шарикоподшипником, а также шестерню и задний шарикоподшипник нагревают до температуры 95—100 °С.
Как и у двигателя ПД-10У, при сборке двигателя П-46 особое внимание обращают на правильность установки корпуса распределительных шестерен и магнето.
Отчет о работе.
1. Приводят краткую техническую характеристику основного оборудования, приспособлений и инструмента рабочего места.
2. Составляют схему технологического процесса разборки (дефектовки и восстановления деталей, ремонта узлов и сборки) пускового двигателя с указанием операций и их последовательности, применяемых оборудования, приспособлений и инструмента, а также технических условий. Необходимо дать эскизы деталей.
Рис. 9. Схема установки распределительных шестерен двигателя ПД-10У.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт пусковых двигателей 2"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы