Строй-Техника.ру
Строительные машины и оборудование, справочник
Цель работы.
1. Ознакомиться с режимом и выбрать параметры наплавки.
2. Изучить способы регулировки процесса наплавки.
3. Выявить влияние одного из параметров наплавки на качество и твердость слоя.
Задание.
1. Ознакомиться с оборудованием для вибродуговой наплавки.
2. Проверить работу наплавочной головки, токарного станка, переоборудованного для вибродуговой наплавки, охлаждающего устройства, источника тока и других узлов установки.
3. Провести наплавку валика из малоуглеродистой стали при изменении одного из параметров (амплитуды качания мундштука, скорости подачи электродной проволоки, частоты вращения детали, продольной подачи головки, напряжения и силы тока).
4. Проверить качество и твердость наплавленного слоя.
Оснащение рабочего места. Головка для вибродуговой наплавки типа ГМВК-1; механизм вибрации, устанавливаемый на изоляционных прокладках на суппорт токарного станка; токарный станок с редуктором; медное кольцо с меднографитовыми щетками, устанавливаемое на патрон станка; источники питания при наплавке (агрегат АНД, выпрямители ВСГ-ЗМ, ВСГ-ЗА или ВАГГ-15-600); дроссель от сварочного трансформатора СТЭ-34 (СТЭ-24) или специально изготовленный дроссель, обеспечивающий стабильность процесса; охлаждающая жидкость в виде 3—4%-ного раствора кальцинированной соды или Ю—20%-ного водного раствора технического глицерина (последний дает лучшие результаты); сварочная проволока марки Св-08 или пружинная класса II диаметром 1,5— 2,0 мм; металлическая щетка; обдирочно-шлифовальный станок; валики из малоуглеродистой проволоки диаметром 50 мм; лупа 10—20-кратного увеличения; твердомер типа ТП-3; штангенциркуль 0—125 мм.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
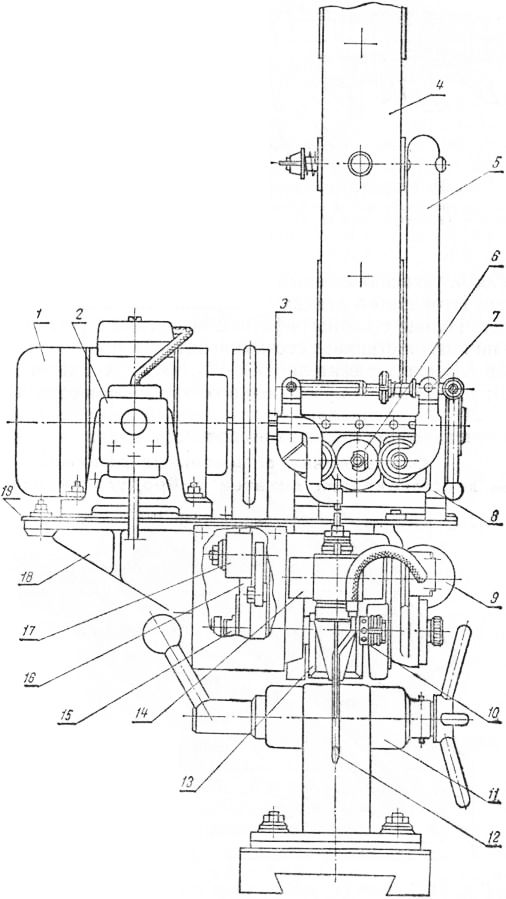
Рис. 1. Схема наплавочной головки ГМВК-1:
1 — электродвигатель; 2 — кнопочный выключатель; 3 — муфта; 4 — кассета (катушка) для проволоки; 5 — стойка кассеты; 6 — сменный ведущий ролик; 7 — прижимное устройство механизма подачи проволоки; 8 — редуктор механизма подачи проволоки; 9 — регулировочный вентиль; 10 — эксцентриковая втулка; 11 — механизм подъема; 12 — мундштук; 13 — шатун; 14 — коромысло механизма вибрации; 15 — эксцентриковый вал; 16 — ремень привода механизма вибрации; 17 — натяжной ролик; 18 — кронштейн; 19 — верхняя подвижная плита.
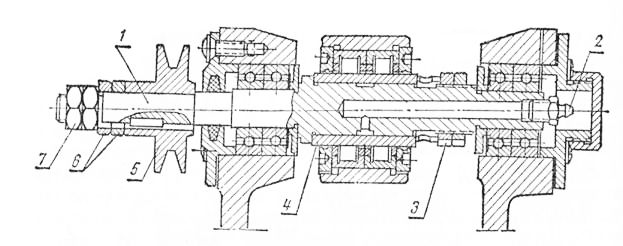
Рис. 2. Устройство механизма вибрации головки ГМВК-1:
1 — эксцентриковый вал; 2 — пресс-масленка для смазки подшипников; 3 — гайка; 4 — эксцентриковая втулка; 5 — шкив; 6 — регулировочные шайбы; 7 — гайка.
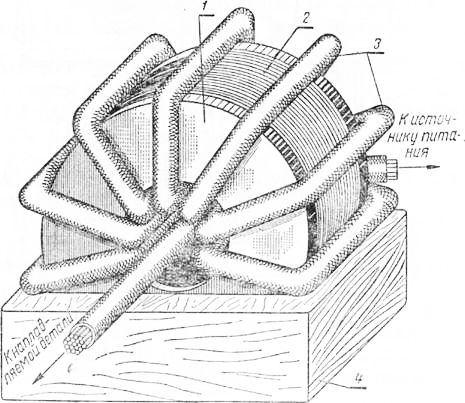
Рис. 3. Устройство дросселя для вибродуговой наплавки:
1 — катушка; 2 — стальная проволока, намотанная на катушку; 3 — витки сва> рочного кабеля; 4 = деревянная подставка.
Содержание и порядок выполнения работы. Марку электродной проволоки выбирают применительно к материалу детали и ее поверхностной твердости, а ее диаметр в соответствии с толщиной наплавки, которую устанавливают в зависимости от износа детали и припуска на обработку.
Продольная подача головки при диаметре электродной проволоки d=l,2-f-2 мм составляет 1—3 мм за один оборот детали. Величину продольной подачи подбирают в зависимости от конкретных условий наплавки. Если подача слишком велика, между наплавленными валиками могут остаться просветы — незаплавленные места. При слишком малой подаче слой может не сплавиться с деталью.
Вылет электрода должен находиться в пределах 5—10 мм.
Рабочее напряжение рекомендуется 16— 20 В. С увеличением напряжения процесс протекает более стабильно, но снижается твердость наплавленного слоя.
Сила тока в сварочной цепи устанавливается автоматически. При постоянном напряжении сила тока зависит от диаметра электродной проволоки, скорости ее подачи, сопротивления токопроводящих проводов и контактов. Для скорости подачи 1,2—1,7 м/мин электродной проволоки диаметром 1,6 мм сила тока в процессе наплавки должна составлять около 150—220 А. Сечение сварочного кабеля должно быть не менее 72 мм2.
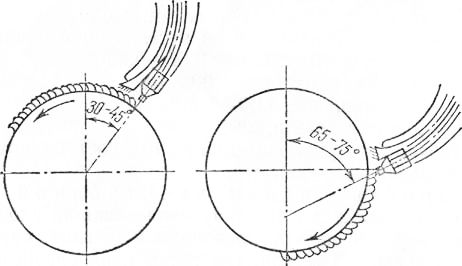
Рис. 4. Варианты расположения мундштука относительно вертикальной плоскости при наплавке головкой ГМВК-1.
Индуктивность влияет на процесс наплавки. Чем больше толщина наплавляемого слоя, тем большее количество витков дросселя включается последовательно в сварочную цепь. При толщине слоя 0,5—1,0 мм в цепь включается 2—4 витка РСТЭ-34 или 3—6 витков РСТЭ-24, при толщине 1,0—3,0 мм количество витков РСТЭ-24 увеличивается до 6—8. Если в качестве индуктивного сопротивления применяют катушку (дроссель), то индуктивное сопротивление регулируют изменением числа витков (10—14) рабочего сварочного кабеля, пропущенного через центральное отверстие катушки.
Включение индуктивности сокращает количество распиливаемого металла, повышая коэффициент полезного использования проволоки до 85%.
Амплитуду вибрации электрода устанавливают в зависимости от толщины наплавляемого слоя и величины напряжения источника питания; она должна находиться в пределах 1,6—2,2 мм.
С увеличением амплитуды вибрации электрода увеличиваются потери электродной проволоки на разбрызгивание и ускоряется износ вибратора. При слишком малой амплитуде в отдельные моменты не происходит разрыва контакта между электродом и наплавляемой деталью, стабильность процесса наплавки резко снижается, одновременно иногда наблюдается налипание на наконечник мундштука большого количества металлических брызг.
Стабильность процесса наплавки контролируют по показаниям амперметра и вольтметра и по равномерности шума процесса наплавки. При нормальном ходе наплавки стрелки амперметра и вольтметра стоят на месте или слегка отклоняются. Если стрелки приборов отклоняются значительно и совершают резкие колебания, значит, процесс протекает нестабильно, и в этом случае необходимо изменить режим работы. В первую очередь проверяют работу вибратора и количество подаваемой жидкости.
Порядок выполнения операций по наплавке: ставят деталь на станок; проверяют состояние токопроводящей сети; устанавливают на станке нужную частоту вращения шпинделя и подачу суппорта; подводят конец мундштука к наплавляемой поверхности; проверяют угол между концом мундштука и вершиной детали; проверяют работу вибратора и амплитуду вибрации мундштука; включают источник питания; заправляют в механизм подачи и мундштук электродную проволоку; включают вибратор; включают электродвигатель станка; регулируют подачу охлаждающей жидкости в зону наплавки.
Количество жидкости, подаваемой в зону наплавки, должно быть строго определенным. Если ее подают слишком мало или много, стабильность процесса наплавки резко ухудшается. Пои низком пабо-
чем напряжении наплавки (12—15 В) подают 0,6—1,0 л/мин охлаждающей жидкости. При напряжении на дуге 15—18 В количество жидкости увеличивают до 1,5 л/мин. Делают это при помощи вентиля. Охлаждающую жидкость подают отдельно на деталь и на наконечник мундштука, чтобы к нему не приваривались брызги расплавленного металла.
Отрегулировав подачу жидкости в зону наплавки, включают подачу проволоки и суппорта и проводят наплавку. Закончив наплавку, выключают подачу проволоки и, перемещая суппорт, быстро отводят конец мундштука от детали на 20—30 мм. После этого выключают вибратор, прекращают подачу жидкости и останавливают станок.
Проверяют качество и твердость слоя при изменении одного из параметров вибродуговой наплавки.
Качество наплавки определяют, обдирая этот слой абразивным кругом и осматривая поверхность через лупу. В наплавленном слое при помощи магнитного дефектоскопа проверяют качество сплавления основного металла с наплавленным. Трещины и раковины не допускаются, так как они значительно снижают усталостную прочность детали.
В процессе вибродуговой наплавки при охлаждении раствором наплавленный валик закаливается, но последующий валик отжигает часть предыдущего (рис. 5), и твердость наплавленной поверхности получается неодинаковой.
Твердость наплавленного валика замеряют на приборе ТП-3 в трех местах по длине, а в каждом месте — не менее чем в трех точках по ширине валика.
При построении графических зависимостей берут средние значения твердости и приводят пределы изменения параметров наплавки.
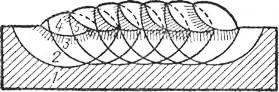
Рис. 5. Схема взаимного термического влияния соседних валиков друг на друга и на деталь:
1 — деталь; 2 — зона термического влияния на детали; 3 — зона вторичной закалки наплавленного слоя; 4 — зона закалки наплавленного слоя; 5 — зона отпуска наплавленного слоя.
Отчет о работе.
1. Составляют принципиальные электрическую и кинематическую схемы установки для наплавки.
2. Записывают параметры наплавки: материал, диаметр и частоту вращения детали; марку, диаметр и скорость подачи электродной проволоки; продольную подачу головки; вылет и амплитуду вибрации электрода; углы подвода электрода к детали; напряжение и силу тока; величину подачи охлаждающей жидкости.
3. Указывают последовательность выполнения операций при работе на установке.
4. Строят одну или две (по указанию преподавателя) графические зависимости:
а) толщины наплавленного слоя h мм от шага наплавки S мм/об;
б) площади поперечного сечения наплавленного слоя hS мм2 от шага наплавки S мм/об;
в) твердости наплавленного слоя от отношения скоростей подачи проволоки и вращения детали;
г) твердости наплавленного слоя от скорости наплавки
д) твердости наплавленного слоя от расхода охлаждающей жидкости Q л/мин;
е) твердости наплавленного слоя от шага наплавки S мм/об.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Определение оптимальных режимов при восстановлении деталей вибродуговой наплавкой"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы