Строй-Техника.ру
Строительные машины и оборудование, справочник
Цель работы. Освоить основные восстановительные, контрольно-испытательные и сборочные операции.
Задание.
1. Ознакомиться с оборудованием рабочего места.
2. Провести контрольно-проверочные измерения деталей и узлов шатунно-поршневой группы,
3. Составить схему технологического процесса восстановления шатунно-поршневой группы.
4. Выполнить восстановительные операции и сборку шатунно-поршневой группы.
Оснащение рабочего места. Шатунно-поршневые группы различных двигателей; верстак; циферблатные настольные весы ВНЦ; стеллаж для деталей; приспособление КИ-040 для определения упругости клапанных пружин и поршневых колец; прибор КИ-724 для проверки шатунов; слесарный молоток; микрометры; индикаторные нутромеры; ленточные щупы;
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
ручной реечный пресс 30000 Н ГАРО-274; приспособлениеОПР-1602 для соединения поршней с шатунами; электронагревательная установка (ЖС-1650для подогрева поршней; приспособление ПИМ-1468-17-030 для снятия и установки поршневых колец; гаечные и динамометрические ключи.
Содержание и порядок выполнения работы. Проверяют и правят изогнутые и скрученные шатуны.
Параллельность образующей отверстия нижней головки шатуна и плоскости ее разъема проверяют на плите индикатором, а перпендикулярность ее торцовым поверхностям — угольником и щупом. Разность между показаниями индикатора на участках а и б и щупа на участке в не должна превышать 0,05 мм. Показания индикатора, соответствующие наибольшим размерам а и б, находят перемещением шатуна или его крышки в направлении, перпендикулярном их оси. Шатуны в сборе с крышками (без вкладышей) проверяют на приспособлении (рис. 60). Для шатунов двигателей всех марок на 100 мм длины (расстояние между контрольными штырями) нормальное значение изогнутости составляет 0,04, а скрученности — 0,06 мм. Предельные значения соответственно равны 0,08 и 0,12 мм.
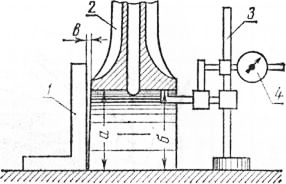
Рис. 1. Проверка параметров отверстия нижней головки шатуна:
1 — угольник; 2 — шатун; 3 — стойка; 4 — индикатор.
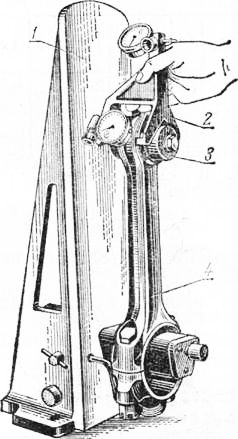
Рис. 2. Проверка шатуна на изгиб и скручивание:
1— контрольная плита; 2 — призма с индикаторами; 3 — палец; 4 — шатун.
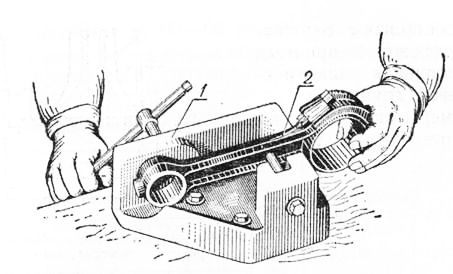
Рис. 3. Правка изогнутых шатунов:
1 — приспособление; 2 — шатун.
Изогнутые и скрученные шатуны правят в специальных приспособлениях. Для снятия остаточных напряжений после правки шатун нагревают в печи до 400— 450 °С и выдерживают при этой температуре в течение 30—60 мин. Затем его медленно охлаждают на воздухе.
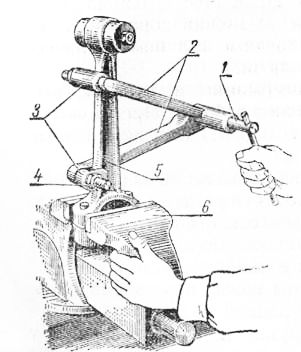
Рие. 4. Правка скрученных шатунов:
1 — разводной! винт; 2 — рычаги; 3 — упорные накладки; 4 — зажимная гайка; 5 — шатун; 6 — слесарные тиски.
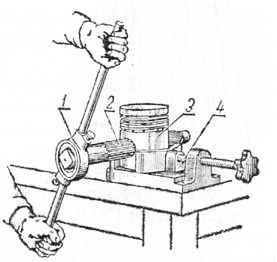
Рис. 5. Развертывание раздвижной разверткой отверстия под поршневой палец:
1 — вороток; 2 — развертка; 3 — поршень; 4 — тиски.
Внутренний диаметр нижней головки измеряют индикаторным нутромером.
Величину отверстия в бобышках поршня под палец определяют индикаторным нутромером и при необходимости развертывают раздвижной разверткой (рис. 5), размер которой устанавливают в соответствии с размером поршневого пальца. После развертывания их проверяют на овальность и конусность, величины которых не должны превышать 0,01 мм.
Поршни, входящие в комплект, должны быть одной размерной группы или одного ремонтного размера с гильзами, устанавливаемыми на данный двигатель.
Обозначение размерной группы новых поршневых пальцев двигателей СМД-7 наносят краской на внутреннюю поверхность пальца. Размерную группу поршня по диаметру отверстия бобышек обозначают у двигателя СМД-7 — на его бобышке (цветная маркировка). Размерные группы новых поршней по диаметру юбки наносят на днища поршней (первая метка сверху), новых гильз— на верхние торцы гильз.
Поверхности отверстий в бобышках после развертывания должны быть чистыми, без рисок и задиров, а их оси перпендикулярны образующим поршней. Неперпендикулярность на длине 100 мм не должна превышать 0,035 мм.
Внешним осмотром выявляют видимые трещины, задиры и царапины на рабочей поверхности поршневого пальца. Находят действительный размер и величину износа рабочей поверхности пальца, замеряя его микрометром в двух взаимно перпендикулярных плоскостях и трех сечениях (крайних и среднем). Упругость поршневых колец проверяют на приборе, показанном на рисунке 64.
Кольцо устанавливают на столик прибора замком в боковую сторону и затем сжимают его до нормального зазора в стыке. Открывают весовой механизм и, перемещая грузы на весовых рычагах, добиваются равновесия. Сравнивая показания механизма с данными таблицы 15, судят об упругости кольца.
Зазор в стыке новых колец, установленных в неизношенную гильзу, для тракторных двигателей должен быть 0,4—0,8 мм, а для автомобильных — 0,2 —0,7 мм.
Поршневое кольцо должно плотно прилегать к стенке цилиндра. Допускаются местные зазоры не более 0,02— 0,03 мм. Их определяют просвечиванием, как показано на рисунке 7.
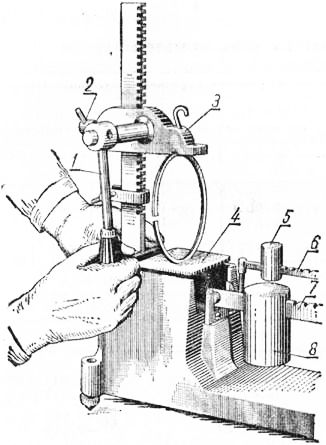
Рис. 6. Проверка упругости поршневых колец:
1 — рукоятка; 2 — зажимной болт; 3 — подвижной упор; 4 — упорная планка; 5 — вспомогательный груз; 6 — вспомогательная шкала; 7 — основная шкала; 8 — основной груз.
Толщину колец измеряют микрометром, а высоту поршневых канавок — новым (контрольным) кольцом и щупом.
Поршни по величине износа канавок рекомендуется выбраковывать шаблонами конструкции ГОСНИТИ, как показано на рисунке 66. Канавку считают негодной, если в нее входит пластина соответствующего шаблона более чем на V4 глубины.
Допускается подгонка поршневых колец по высоте и величине зазора в стыке. Зазор подгоняют, спиливая металл с одной стороны стыка. По неспиленной стороне проверяют (прилеганием) правильность опиловки. По вы-
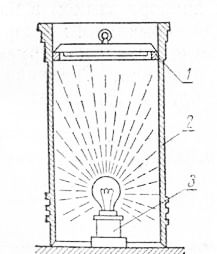
Рис. 7. Проверка плотности прилегания поршневого кольца к цилиндру:
1 — поршневое кольцо; 2— гильза; 3— лампочка.
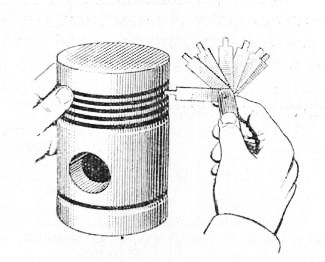
Рис. 8. Измерение высоты поршневой канавки шаблоном.
соте кольца подгоняют мелкозернистой наждачной бумагой на поверочной плите круговыми движениями приспособления с закрепленным в нем поршневым кольцом. Шли-’ фуют кольцо на плите только с одной стороны.
Подбирают комплект шатунов и поршней по массе.
На новых деталях шатунов и поршней выбивают их массу двумя цифрами, первая обозначает сотни, вторая десятки граммов (целые килограммы не указывают).
Масса поршня указана на днище, а шатуна — на боковой поверхности крышки в месте прилива под шатунный болт.
Перед запрессовкой пальца поршень нагревают до температуры 80—90 °С. Запрессовывают его центрирующей конусной оправкой.
Между бобышками поршня и торцовыми поверхностями верхней головки шатуна должен быть зазор 0,6—1,0 мм.
Правильность соединения поршня с шатуном проверяют на приспособлении, показанном на рисунке 9.
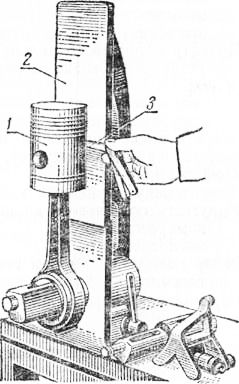
Рис. 9. Проверка правильности соединения поршня с шатуном:
1 — поршень в сборе с шатуном; 2 — контрольная плита приспособления; 3 — щуп.
Неперпендикулярность образующей поршня к оси нижней головки шатуна на длине 100 мм не должна превышать для двигателей СМД-14 и Д-75—0,09; Д-48 — 0,08 мм.
Поршневые кольца должны свободно, без заеданий, устанавливаться в канавки поршней. При вращении поршня в горизонтальном положении вокруг его оси кольца должны плавно перемещаться в канавках и утопать в них под действием собственной тяжести.
Отчет о работе.
1. Заполняют форму.
2. Составляют схему технологического процесса восстановления шатунно-поршневой группы с указанием последовательности выполняемых операций, технических условий, оборудования, приспособлений и инструмента,
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Определение технического состояния шатунно-поршневой группы и восстановление ее деталей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы