Строй-Техника.ру
Строительные машины и оборудование, справочник
Параметры стропов и захватных органов грузоподъемных машин и механизмов должны быть взаимно увязаны. Исследования различных конструкций многоветвевых канатных стропов позволили определить их оптимальные параметры.
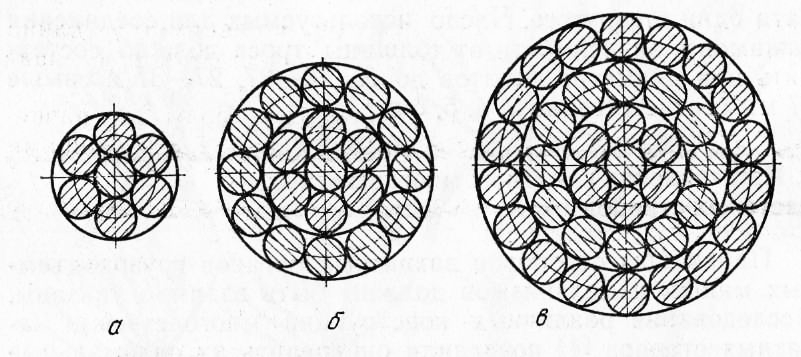
В зависимости от грузоподъемности имеющегося в наличии стального каната плетеный замкнутый строп должен состоять из 14, 38 или 74 ветвей каната; 7, 19, 37 витков каната соответственно. Только такой строп обеспечивает круглую форму поперечного сечения, хорошее заполнение сечения стропа канатом и достаточно стабильное равенство длин отдельных ветвей каната в стропе, а следовательно, и равномерное распределение нагрузки между всеми ветвями каната.
Длина стропа не обусловлена конкретными условиями его применения и вместе с другими параметрами определена основным техническим документом — проектом производства работ (ППР) или технологической картой на производство погрузочно-разгрузочных работ. С целью уменьшения влияния изгиба стропа на его прочность участки, взаимодействующие с захватными органами, должны иметь соответствующую кривизну.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Другими „словами, замкнутый многоветвевой канатный строп плетеной конструкции представляет собой петли переплетенных между собой и плотно уложенных друг к другу витков каната. Так, в стропе из 7 витков каната вокруг центрального витка равномерно уложены в один слой шесть остальных витков каната. В стропе из 19 витков каната на первый слой дополнительно укладывают второй слой, выполненный из 12 оставшихся витков каната. Строп из 37 витков каната имеет дополнительный третий слой из 18 витков каната. По аналогии со стальными канатами конструкции указанных плетеных стропов можно представить как 1+6, 1+6+12, 1+6+12+18.
Угол свивки ветвей каната в стропе (шаг свивки) оказывает существенное влияние на его прочность и срок службы. По результатам экспериментальных исследований шаг свивки каната в стропе в зависимости от его конструкции и диаметра каната должен быть равен 600—850 мм. Средняя величина шага свивки должна быть равна 30dK. При этом величина шага должна быть кратна длине стропа по периметру и соизмерима с длиной дуги огибания стропом поверхности захватного органа. Очевидно, что при этом следует учитывать наименьший по диаметру захватный орган, на котором условия работы стропа при изгибе будут заведомо тяжелее, чем на захватном органе большего диаметра.
Например, наружный диаметр наименьшего захватного органа равен 450 мм. Тогда длина дуги огибания захватного органа стропом составит 450 (я/2) =706 мм. Рассчитываемый строп выполнен из каната диаметром 23,5 мм по ГОСТ 7668—80 и, следовательно, шаг свивки должен быть равен 23,5X30 = 705 мм. Казалось бы, обе определенные величины хорошо согласуются между собой. Однако при заданной в ППР длине стропа по периметру 3000 мм на ней должно разместиться 3000/705 = 4,25 шага свивки (дробное число), что конструктивно невыполнимо. Поэтому необходимо увеличить величину шаги свивки каната в стропе до ближайшего кратного числа в большую сторону. В нашем случае такой шаг будет 750 мм, тогда 3000/750 = 4, что удовлетворяет всем условиям конструктирования стропа.
Плетеные замкнутые многоветвевые стропы по сравнению с полотенчатыми (невитыми) обладают следующими преимуществами:
— инвентарностью конструкции и многократностью ее применения;
— большей компактностью конструкции, в частности в поперечном направлении;
— повышенной прочностью (на 12—15 %);
— меньшей трудоемкостью изготовления стропа;
— сохранением прочности при изменении углов наклона к вертикальной оси при подъеме груза и в процессе транспортирования;
— расширением области практического применения стропов.
Сравнительные испытания экспериментальных образцов замкнутых многоветвевых стропов плетеной и неплетеной конструкции покааали, что при нагружении возрастающей растягивающей нагрузкой с постепенным доведением до разрыва плетеная конструкция обеспечивает более равномерное распределение нагрузки между отдельными ветвями каната в стропе. Так, при разрыве образцов стропов плетёной конструкции одновременно разрушалось до 40 % ветвей каната, а у полотенчатой конструкции только 16—18%.
Изготовление замкнутых плетеных стропов
Замкнутые стропы плетут на специальном кондукторе, обеспечивающем стропу соответствующую форму и размер. До настоящего времени работы по плетению стропов осуществляют вручную силами бригады стропальщиков, Состоящей из 4 человек.
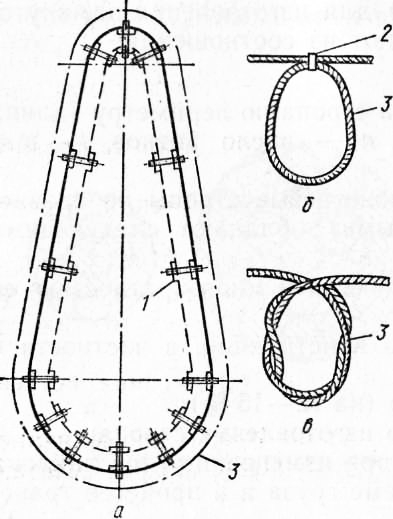
Вначале устанавливают и закрепляют передвижные упоры кондуктора в положение б, чтобы длина первого витка каната соответствовала номинальной длине стропа. Из средней части отрезка стального каната, предназначенного для изготовления стропа, формируют на кондукторе первый виток стропа и фиксируют его зажимом. Второй виток выполняют, обвивая одним из свободных концов каната первый виток с определенным шагом свивки. После укладки
двух витков каната фиксирующий зажим снимают. Третий виток плетут навстречу второму другим свободным концом каната с тем же шагом свивки. Аналогичным образом плетут все остальные витки каната. В процессе плетения третьего и последующих витков каната первого слоя стропа следует осуществлять их плотное, без видимых зазоров, прижатие к центральному и ранее уложенным виткам.
Перед укладкой второго слоя витков каната в стропе необходимо освободить и равномерно сдвинуть к центру (положение в) передвижные упоры кондуктора на расстояние, равное диаметру каната. Плетение двух, а при необходимости и трех концентрических слоев витков стального каната осуществляют аналогичным образом, укладывая канат в канавки между витками ранее уложенных канатов.
С целью обеспечения плотной укладки витков каната в стропе необходимо предварительно руками закручивать канат в направлении, противоположном направлению плетения стропа. После выполнения каждого витка для обеспечения равенства длин отдельных ветвей каната его рекомендуется обтягивать усилием порядка 5—6 кН с помощью ручной рычажной лебедки или другого приспособления. Усилие обтяжки должно быть одинаковым для всех витков каната, поэтому его следует контролировать по показаниям пибора. Для предотвращения закручивания каната необходимо после выполнения каждого витка протягивать через строп весь свободный конец каната.
Оставшиеся после плетения концы каната должны перекрывать друг друга не меньше, чем на длине одного шага свивки стропа. Свободные концы каната крепят к стропу наложением марок из мягкой отожженной проволоки диаметром 1—2 мм или бензельным канатом. Длина каждой марки должна быть не менее 1,5 диаметров каната в стропе. Круто изогнутые участки стропа, взаимодействующие с захватными органами, также следует обмотать плотно уложенной мягкой проволокой, бензельным канатом или узкой стальной лентой.
Каждый вновь изготовленный стальной строп подлежит освидетельствованию с целью проверки:
— правильности круглого поперечного сечения стропа по всей длине;
— диаметр окружности поперечного сечения dc не должен превышать его расчетную величину более чем на 10 % (измеряют штангенциркулем выборочно в трех местах по длине стропа);
— плотного (без видимых зазоров) прилегания ветвей каната друг к другу;
— соответствия шага свивки стропа проектной величине (измеряют с помощью линейки выборочно в трех местах по длине стропа).
После получения положительных результатов освидетельствования строп следует подготовить к эксплуатации путем обтяжки на испытательном стенде или другим путем. Обтяжку выполняют нагружением стропа усилием, равным рабочему или несколько меньшим, в несколько циклов с выдержкой под нагрузкой 5—10 мин и полным снятием нагрузки после каждого цикла нагружения. Обтянутый строп испытывают приложением нагрузки в 1,25 раза большей номинальной при заданном значении угла а и выдерживают под этой нагрузкой не менее 10 мин. Как правило, испытания стропов совмещают с проведением статических испытаний грузоподъемных машин.
После освидетельствования и испытания готовый строп снабжают металлической биркой с указанием инвентарного номера, номинальной грузоподъемности, длины, диаметра поперечного сечения, конструкции (числа ветвей каната в стропе), шага свивки стропа, диаметра каната, его ГОСТа и номера сертификата на данный канат.
Двухпетельный плетеный канатный строп также изготавливают вручную на специальном стенде следующим образом.
Кусок каната необходимой длины складывают пополам, огибая оправку требуемого диаметра (рис. 3, а), и заплетают косу из двух ветвей, обеспечивая их равномерное натяжение (рис. 3, б). Затем сплетенную ветвь снимают с оправки, повторно складывают пополам и, обогнув ту же оправку, снова плетут косу теперь уже из четырех ветвей каната (рис. 3, в). Аналогичным образом плетут строп из восьми ветвей стального каната (рис. 3, г), а при необходимости — из 16 и более.
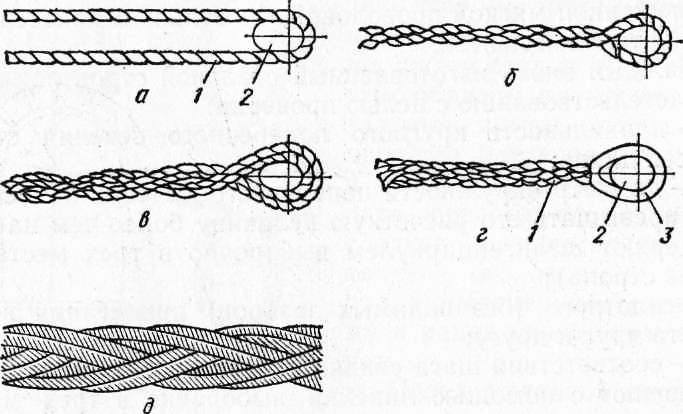
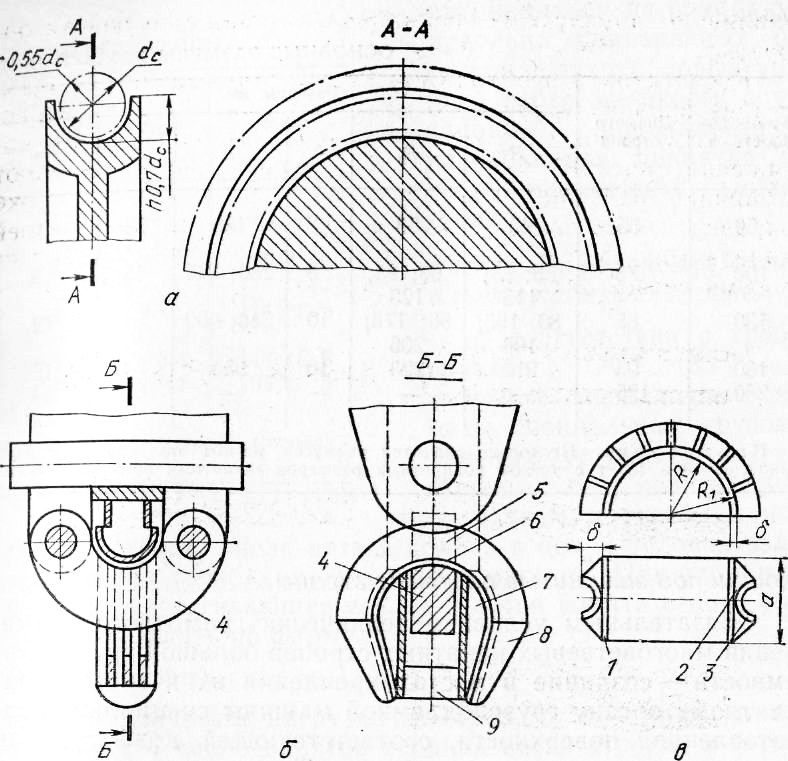
Перед выполнением последней операции заплетай стропа в петлю на оправке необходимо вложить формирующий коуш, снабженный при необходимости стропальным крюком. После заплетки стропа коуш окажется зажатым в петле с усилием натяжения ветвей каната в процессе плетения. После окончания плетения, например, восьмиветвевого стропа семь концевых петель собирают в одну общую петлю, в которую устанавливают второй формирующий коуш. В этот же коуш под изогнутые ветви каната вводят свободные концы каната, после чего оба коуша стропа обжимают поперечным усилием в штампе. В случае изготовления стропа без коушей каждую петлю стропа необходимо обмотать мягкой проволокой или бензельным канатом.
При изготовлении двухпетельных стропов из 6, 12, 24 ветвей стального каната необходимо на первом этапе плетения заготовку каната сложить в три ветви и заплести их в косу на двух оправках одновременно.
При изготовлении двухпетельных канатных стропов указанной конструкции необходимо:
— точно определить длину заготовки каната с учетом собственной длины стропа, числа ветвей каната в стропе, размера и числа петель;
— обеспечивать постоянный шаг заплетки и одинаковые усилия натяжения всех ветвей каната в стропе.
Процесс изготовления канатных многоветвевых плетеных стропов может быть механизирован.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление канатных многоветвевых плетеных стропов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы