Строй-Техника.ру
Строительные машины и оборудование, справочник
Кантовальные площадки. Для кантования грузов кранами устраивают специальные участки с амортизацией поверхностью — кантовальные площадки. Они необходимы для смягчения ударов при падении переворачиваемых грузов и предохранения деталей от поломки. Кантование груза на обычном деревянном, каменном, асфальтовом или другом полу нежелательно, так как поверхность его разрушается и возникают выбоины.
Типы и размеры кантовальных площадок определяются размерами и массой переворачиваемых грузов, а также состоянием поверхности пола, плотностью расстановки оборудования, шириной проходов и проездов, наличием свободных площадей и др. В цехах обработки и сборки тяжелых и крупных деталей кантовательные площадки устраиваются непосредственно на технологических линиях, недалек от металлорежущих станков, в местах, не опасных при случайном падении груза.
Устройство кантовальных площадок несложно, их можно организовать в каждом цехе без больших материальных затрат. Кантовальную площадку делают в виде деревянного настила из досок толщиной 60—70 мм. Между собою доски скрепляют строительными скобами. В нескольких местах настил пришивают к полу. На таких площадках можно кантовать детали с сосредоточенной массой до 800 кг и корпусные детали массой до 3 т. Площадки этого типа могут быть устроены даже в проходе, в проезде, между станками. Для кантования деталей среднего габарита массой 4—6 т применяют насыпные площадки. Их окаймляют деревянными брусьями сечением 180Х Х180 или 200×200 мм, связанными между собой строительными скобами. Раму в нескольких местах штырями пришивают, к полу. Амортизационный слой из мелкого щебня насыпают на 100—150 мм выше уровня брусьев. От ударов груза о щебень, последний постепенно размельчается и уплотняется, поэтому его нужно по мере необходимости пополнять так, чтобы он всегда доходил до уровня брусьев.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Детали массой 6—10 т можно кантовать на бревенчатом настиле, собранном из брусьев сечением 250—300 мм.
Между собой брусья скрепляют скобами. Бревенчатый настил можно укладывать на любое основание.
Ямозасыпная кантовальная площадка предназначена Для кантования деталей массой 50—100 т. Устройство ее подобно насыпной. Амортизационный материал засыпают в яму глубиной 500— 600 мм, края которой окаймляют деревянными брусьями сечением 200×200 мм. Над уровнем пола брусья должны выступать на 60—70 мм. Между собой их скрепляют скобами, Гранитный или другой щебень насыпают на 100—150 мм выше уровня брусьев, а по мере необходимости пополняют.
Кантовальная площадка с виброгасительным поясом служит для переворачивания деталей массой более 100 т. Глубина засыпной части площадки 500—600 мм. Яма площадки имеет бетонное основание с железобетонным бруствером. Деревянные брусья, окаймляющие площадку, крепят анкерными болтами, замоноличенными в бруствер основания. Болты располагают друг от друга на расстоянии 1500— 1600 мм. Брус сечением 200×200 мм выступает над уровнем пола на 60—70 мм. Яму засыпают щебенкой. Вокруг железобетонного бруствера на глубину немного ниже основания ямы по всему периметру из щебня насыпают виброгасительный пояс шириной 500—600 мм под общий уровень пола. Назначение траншеи — гасить вибрации, возникающие от ударов переворачиваемых грузов. Виброгасительный пояс необходим тогда, когда вблизи работает точное оборудование, проводится сборка точных машин и т. п.
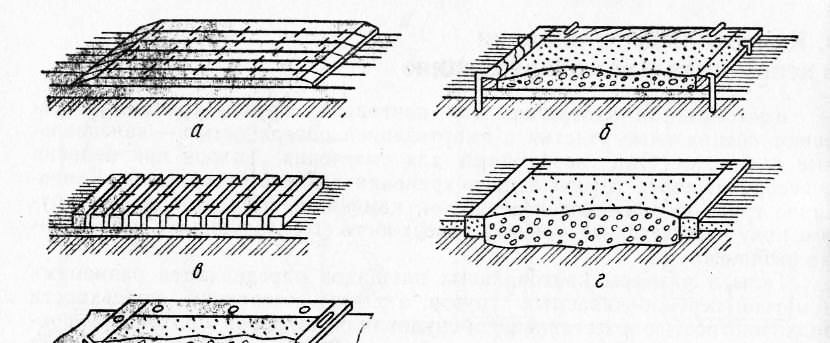
Кантовальные площадки, как правило, не имеют ограждений, так как практика показала, что ограждения мешают работать, а иногда сами служат причиной несчастных случаев. Ограждения площадки необходимы только с наиболее ответственных сторон, при этом они должны быть достаточно прочными, чтобы выдерживать случайные удары кантуемых деталей. Все кантовальные площадки должны быть по ширине на 1—3 м больше соответствующего габарита детали, а по длине вдвое превышать его.
Вспомогательные кантовальные приспособления. На кантовальных участках (площадках), кроме стропов, должны быть один — два угольника, несколько различных по высоте подставок и призм, одна—две балки для крепления угольников. Литые или сварные двутавровые балки (подставки) по высоте делают от 500 до 1500 мм. Для удобства транспортирования и облегчения их изготавливают с отверстиями. Подставки могут быть и без отверстий, но с цапфами для крепления строп, коробчатыми пустотелыми. Коробчатые подставки изготавливают размером 200—1000 мм. Литой угольник предназначен для упирания кантуемых деталей, его высота 2500 мм. Литая монтажная балка необходима для крепления угольника. На площадке ее чуть выше уровня полй заливают бетоном. В верхней части балки простроган Т-образный паз, в который вставляют болты, закрепляющие угольник.
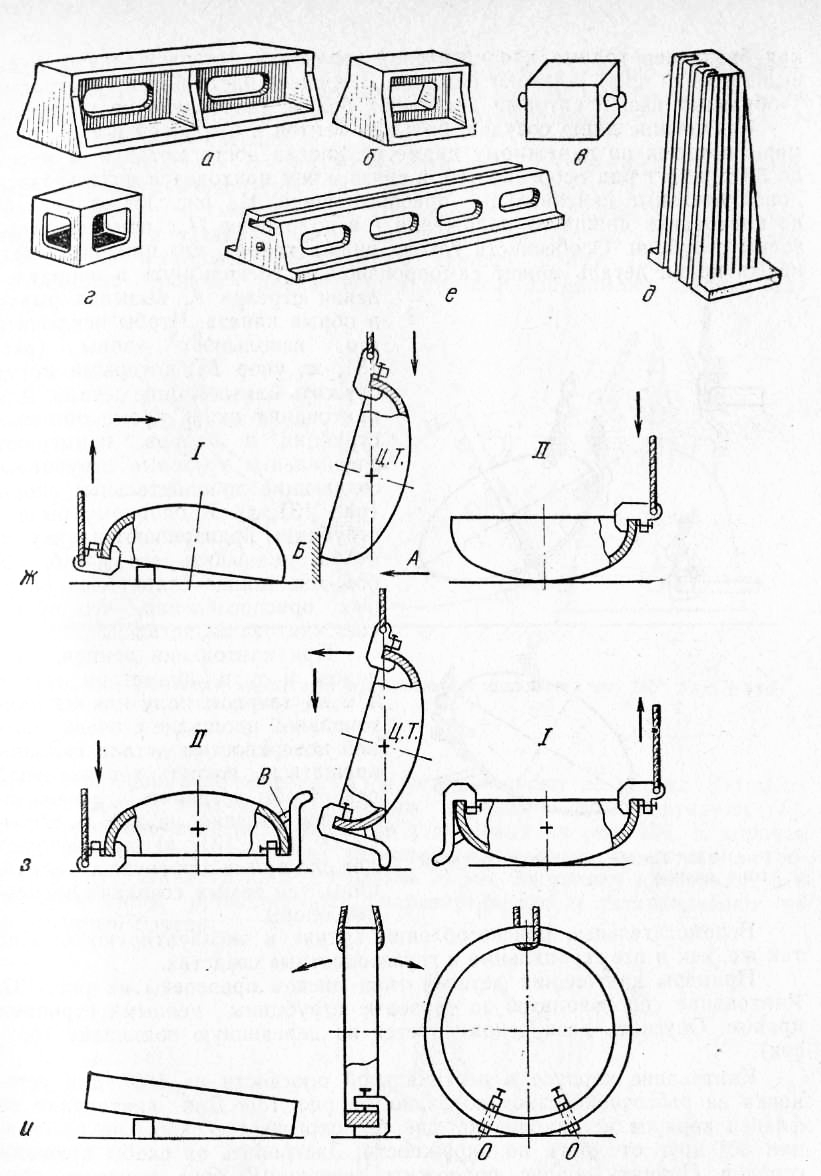
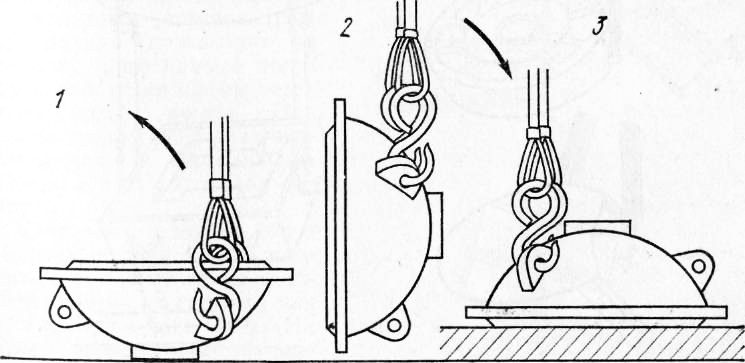
Кантование днищ сосудов, больших вентов и бандажей и т. п., размеры которых по наружному диаметру иногда достигают 5 м, а масса до 30 т, имеет ряд особенностей, в связи с чем приходится использовать дополнительные кантовальные приспособления. На рис. 2, ж показано кантование днища из положения / в положение // с помощью грузовых струбцин. Особенность такого днища такова, что при опускании крюка крана деталь может самопроизвольно соскользнуть в направле-
лении стрелки А, вызывая рывки и обрыв каната. Чтобы исключить это, используют упоры, которыми могут служить близлежащие детали. Для кантования днищ, кроме обычных струбцин и упоров, применяют специальные грузовые струбцины, создающие дополнительные опоры. К опорному рычагу струбцины приваривают планку В, чтобы уменьшить его изгиб. На большие днища ставят два опорных приспособления, что облегчает кантование деталей.
При кантовании венцов, бандажей и т. п. диаметром свыше 2 м на твердом полу или на кантовальной площадке с очень плотиной поверхностью детали склонны вращаться вокруг вертикальной оси. Чтобы устранить это нежелательное явление, на деталь в точке О прикрепляют две слесарные или грузовые струбцины, тем самым создавая временные опоры.
Вспомогательные приспособления хранят и эксплуатируют обычно так же, как и все стропальные и грузозахватные средства.
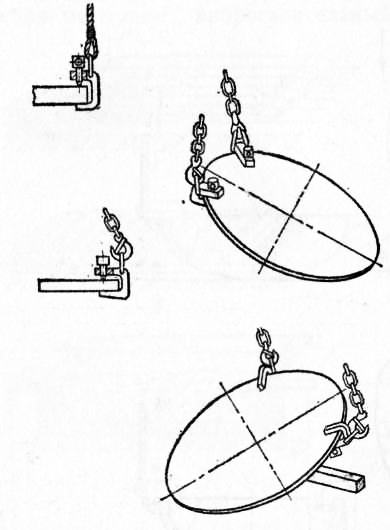
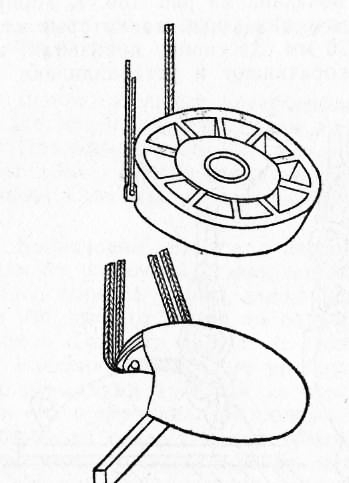
Примеры кантования деталей типа дисков приведены на рис. 3. Кантование производится за грузовые струбцины цепными стропами краном. Опускать диск рекомендуется на деревянную подкладку (брусок).
Кантование корпуса в вертикальной плоскости на 180° для установки на расточной станок показано на рис. 4. Для кантования на фланец корпуса устанавливают две технологические скобы на расстоянии 30° друг от друга по окружности. Застропить за скобы крюками стропов. Поднять корпус, подложить деревянный брус, опустить корпус наклонно, оперев его на брус. Снять технологические скобы. Застропить двумя крюками за отверстия лап. Поднять корпус и повернуть его в вертикальное положение, а затем опустить на фланец. Застропить за отверстия лап тремя стропами или трехветвевым стропом с крюками и транспортировать на станок.
На рис. 5 показана схема кантования сферической крышки с фланцем. Для поворота крышки следует захватить крюками за два ушка крышки (положение 1) и приподнять крышку (2), затем опу-тить на деревянный настил (3) или установить на два деревянных бруска, опустить крышку фланцем вниз на деревянные подкладки. При дальнейшей транспортировке застопорить трехветвевым стропом с крюками за три ушка крышки.
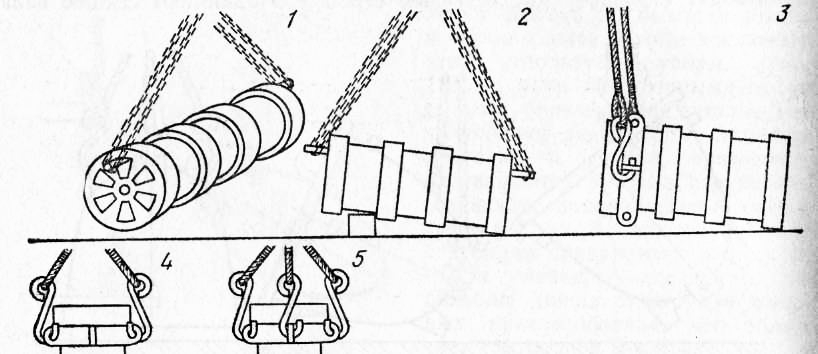
Для кантования секции ячейконого вала с горизонтального положения в вертикальное (рис. 6) можно использовать инвентарный ломик диаметром не менее 40 мм (положение /). Секция за ломик приподнимается и устанавливается на деревянный брусок (2), затем одевается на крайнюю приподнятую секцию хомут (3), за который производят строповку двухветвевым стропом. Поднимают секцию вала до вертикального положения (4) и устанавливают на настил. Затем за хомут стропят трех-четырехветвевым стропом и транспортируют (5).
Строповка пуансона массой 36 т показана на рис. 136. К корпусу пуансона привариваются два технологических ушка, за которые стропят корпус. Диаметр каната стропов 26 мм. Застропку производят в 8 ниток и далее приподнимают, переворачивают и устанавливают на деревянный брусок.
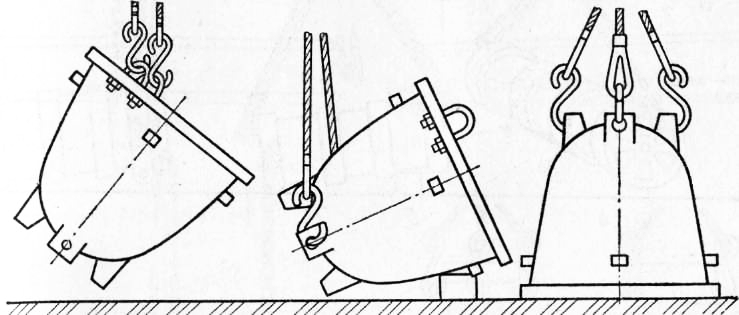
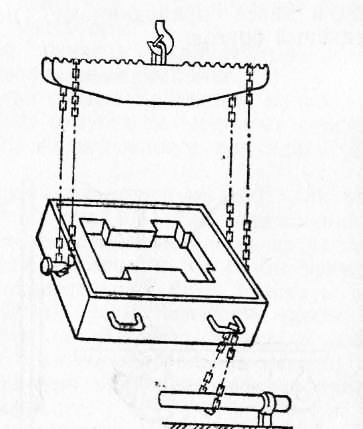
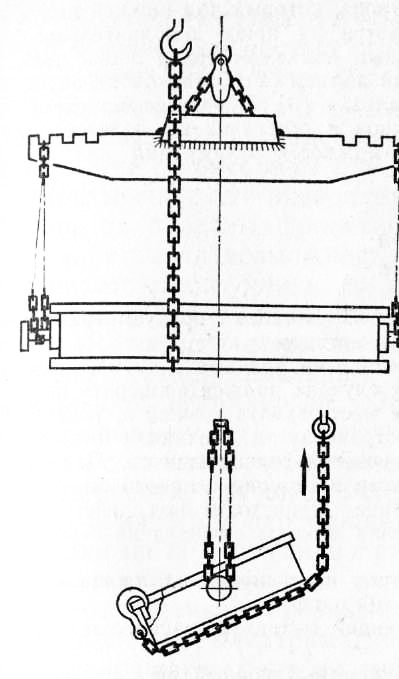
Часто на производстве в литейных цехах приходится кантовать опоки как при сборке форм (кантование полуформ), так и формы в сборе для установки их под заливку. На рис. 8 показана схема кантования полуформы на траверсе с цепными стропами и упором, закрепленным в основании кантовальной площадки.
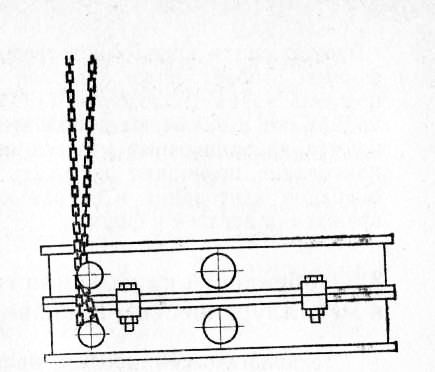
Кантование с помощью крюка вспомогательного подъема крана показано на рис. 9. Кантование полуформы производится бесконечными стропами. На крюк основного подъема подвешивается траверса с двумя бесконечными стропами, которые захватывают цапфы опоки. За поперечное ребро опоки заводят крюк одноветвевого стропа, петлю которого одевают на крюк вспомогательного подъема и включают подъем. Строп поднимается, как показано стрелкой, осуществляя поворот опоки.
Кантование опоки в сборе для вертикальной заливки производят двумя парами цепных или канатных стропов. Захват производят за одну пару цапф нижней полуформы, пропуская цапфы верхней полуформы внутрь. При подъеме краном опок они устанавливаются в вертикальное положение и ставятся под заливку.
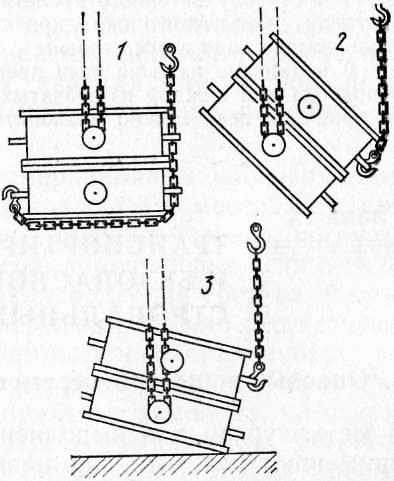
Кантование опок в сборе на болтах на 180° можно проводить с помощью крана с дополнительным подъемом или двумя кранами. На цапфы верхней полуформы одевают две пары цепных или канатных бесконечных стропа. В проушину нижней полуформы вставляется крюк одноветвевого стропа, который под нижней полуформой огибает опоки и петлей одевается за крюк дополнительного подъема крана (положение 1). Основным подъемом крана опоки приподнимают и включают дополнительный подъем (2). Затем опоки опус-, каются на заливочный участок под заливку (3). Предлагаемые схемы кантования позволяют избежать толчков и обеспечивают надежность операции кантования и устраняют возможность разрушения или повреждения деталей и форм.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Кантовальные площадки и вспомогательное оборудование"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы