Строй-Техника.ру
Строительные машины и оборудование, справочник
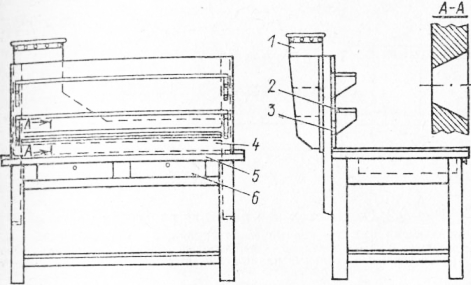
Все деревянные части верстака, а также вентиляционный кожух должны быть окрашены кислотоупорной краской, например хлорвиниловой, в два слоя.
Отражательная печь для разогрева мастики предназначена для размягчения заливочной мастики при ремонте батарей. Печь представляет собой отражательный колпак, изготовленный из декопированной стали или из белой жести, с установленной внутри электронагревательной спиралью, которая укреплена на фарфоровых роликах. Для предупреждения провисания в нагретом состоянии спираль проходит через керамические трубки, укрепленные пластинками на металлической планке, которую приваривают или приклеивают к корпусу отражательного колпака. Электронагревательную спираль изготовляют из нихрома. В качестве нагревательной спирали может быть использована обычная спираль от электроплитки мощностью 300—600 Вт.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Верстак для ремонта аккумуляторных батарей
1 — кожух; 2 — полка; 3 — щель; 4 — задняя стенка; 5 — стол; 6 — ящик для инструментов
В нижней части отражательного колпака имеются направляющие пазы, в которых установлен выдвижной щиток, ограничивающий площадь обогрева при батареях различной длины. Размеры основания колпака предусматривают возможность его установки на батареи, имеющие наибольшие габариты по длине и ширине. Для удобства перемещения и установки отражательная печь имеет ручку.
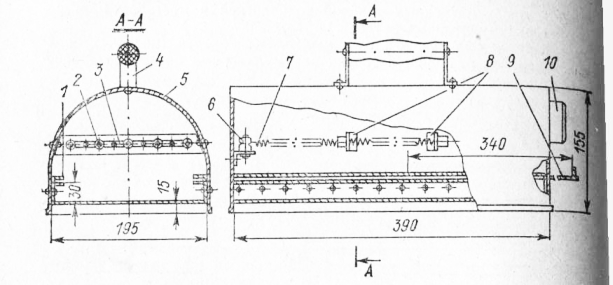
Рис. 2. Отражательная печь для разогрева мастики
1 — направляющий паз; 2 — керамическая трубка; 3 — металлическая пластинка; 4 — рукоятка; 5 — корпус; 6 — фарфоровый ролик; 7 — спираль накаливания; 8 — стальные планки; 9 — шторка; 10 — розетка
Отражательную печь подключают к сети переменного тока с напряжением 220В.
Трубчатое сверло для высверливания перемычек (МЭС) при разработке аккумуляторных батарей состоит из головки, центрирующего пальца, пружины и цилиндрического штифта.
В комплекте инструментов для ремонта аккумуляторных батарей имеются четыре аналогичных конструкции сверла, но с различными диаметрами центрирующего пальца, равными соответственно 9, 11, 13 и 15 мм. Для удобства пользования каждое сверло имеет соответствующую маркировку.
Съемник крышек элементов аккумуляторных батарей с тремя захватами предназначен для извлечения крышек. Он состоит из стойки в сборе, рычага, комплекта захватов, пластины и винта в сборе.
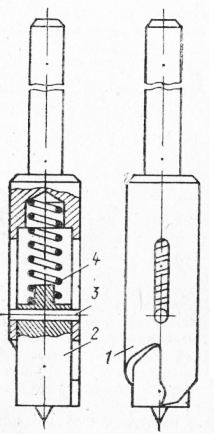
Рис. 3. Трубчатое сверло
1 — головка; 2 — центрирующий палец; 3 — штифт; 4 — пружина
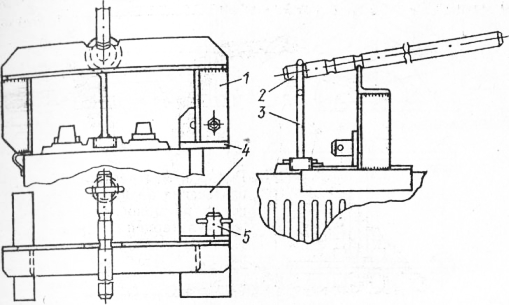
Рис. 4. Съемник крышек элементов аккумуляторных батарей с тремя захватами
1 — стойка в сборе; 2 — рычаг; 3 — комплект захватов; 4 — пластина; 5 — винт в сборе
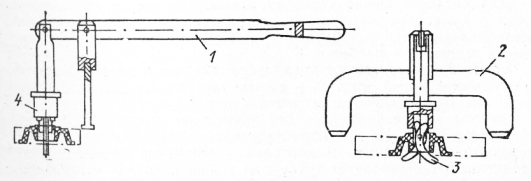
Рис. 5. Съемник крышек элементов аккумуляторных батарей
1 — рукоятка; 2 — упорное устройство; 3 — захват; 4 — втулка
Съемник крышек элементов аккумуляторных батарей состоит из упорного устройства, захватов и рукоятки. Для извлечения крышки упорное устройство ставят на корпус аккумуляторной батареи. Придерживая рукой втулку в поднятом положении, тягу с захватами опускают в заливочное отверстие крышки, после чего втулку опускают и закрепляют захват. Крышку извлекают нажатием рукоятки.
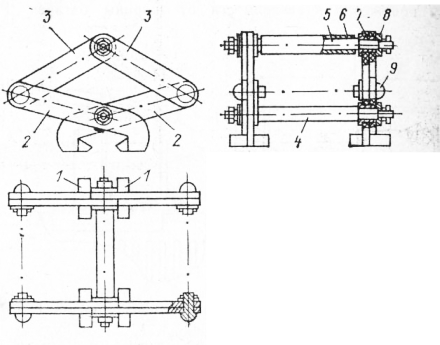
Рис. 6. Экстрактор для извлечения блоков электродов из моноблока аккумуляторной батареи
1 — захваты; 2 — рычаги; 3— планки; 4, 5 — оси; 6 — резиновая трубка; 7 — капроновая втулка; 8 — шайба; 9 — заклепка
Для предотвращения коротких замыканий полублоков электродов через металлические части экстрактора при извлечении блока электродов захваты экстрактора изолированы друг от друга капроновыми втулками и шайбами.
Ванна для промывания моноблоков, крышек и электродов аккумуляторных батарей изготавливается из досок толщиной 30—40 мм. Все соединения делаются в шип и в шпунт на казеиновом или другом водостойком клее без применения металлических гвоздей, винтов и т. п. На дно ванны устанавливают деревянную решетку высотой 80—100 мм. В центре дна ванны на уровне решетки устанавливают Т-образную трубу для мойки баков, в которой просверлено большое число отверстий диаметром 2—2,5 мм.
Ванна имеет сливную трубу в нижней части и трубу, расположенную на высоте 150—175 мм над решеткой. Внутренние стенки ванны, решетку, а также , металлические детали, соприкасающиеся с промывными водами, покрывают двумя слоями горячей олифы, двумя слоями кислотоупорной хлорвиниловой краски и тонким слоем битума.
При промывке моноблок батареи устанавливают на решетку в опрокинутом положении. Ванну закрывают крышкой, после чего включают воду. Выходящие из отверстий Т-образной трубы струи воды промывают моноблок. Вода сливается в канализацию через сливную трубу. При промывании электроды аккумуляторов также устанавливают на решетку. Сливную трубу закрывают резиновой или деревянной пробкой и пускают воду. Вода сливается в наружный отстойник через спускную верхнюю трубу. Ванну устанавливают на стальной сварной или деревянной подставке.
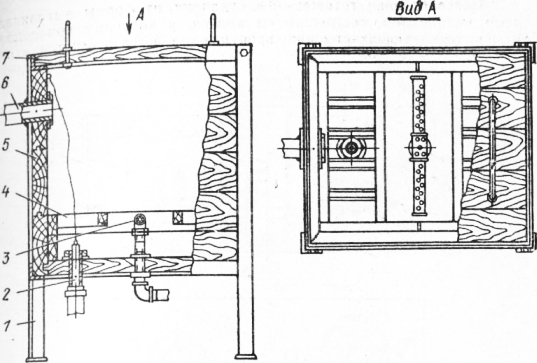
Рис. 7. Ванна для промывания моноблоков, крышек и электродов аккумуляторных батарей
1 — подставка; 2 —сливная труба; 3 —Т-образная труба; 4 — решетка; 5—доска: 6 —труба; 7 —крышка
Шаблон для напайки ушков электродов предназначен для напайки укороченных ушков электродов в процессе ремонта аккумуляторных батарей. Шаблон состоит из металлической рамки, прикрепленной винтами к стальной плите. Внутренние размеры рамки соответствуют размерам стартерного стандартного электрода.
Форма для отливки МЭС состоит из основания, в центре которого на резьбе ввернут центральный палец со свободно надетой стальной формой, состоящей из отдельных частей. Форма удерживается в верхнем положении пружиной. Форма может быть сделана из одного куска металла фрезерованием и точением контура, образующего при отливке МЭС, или может быть изготовлена из трех частей: нижней, верхней и средней пластин. При этом токарные работы могут быть заменены сверлильными, а фрезерные — слесарными. Каждую форму изготовляют на два типоразмера.
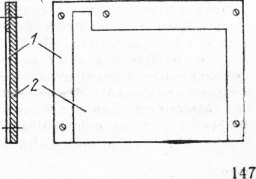
Рис. 8. Шаблон для напайки ушков электродов
1 — металлическая рамка; 2 — стальная плита
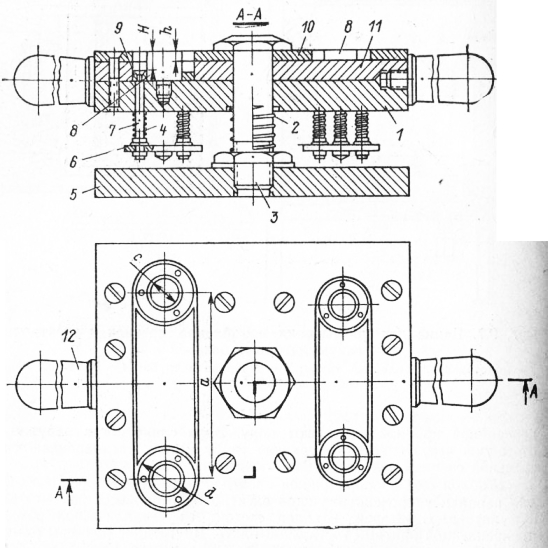
Рис. 9. Форма для отливки МЭС
1, 10, 11 — пластины; 2, 4 — пружины; 3 — палец; 5 — основание; 6 — упорный диск; 7— выталкивающий стержень; 8 — штифты; 9 — кольцо; 13 — ручка
На нижние концы выталкивающих стержней надет и закреплен гайками упорный диск. При нажатии на ручки форма, преодолевая усилие пружины, будет опускаться вниз. При этом упорные диски дойдут до основания и остановят выталкивающий механизм. При дальнейшем перемещении формы вниз выталкивающий механизм кольцом вытолкнет готовое МЭС из формы.
Форма для отливки борное по принципу действия не отличается от формы отливки МЭС. Каждая форма позволяет отливать четыре борна.
Кондуктор для сборки и пайки электродов в полублоки состоит из олорной плиты, раздвижных стоек, комплектов сменных гребенок, вилочных изложниц и запорно-выталкивающего устройства Опорная плита служит основанием, на котором крепятся все детали кондуктора.
На раздвижных стойках зажимами крепится сменная гребенка, оторая представляет собой металлическую полосу толщиной 8 мм с группами пазов, расположенных перпендикулярно ее длинной стороне. Ширина одной группы пазов соответствует толщине стан, дартного положительного электрода, ширина другой — толщине отрицательного, длина пазов равна ширине ушка электрода. В комплект кондуктора входят пять сменных гребенок, обеспечивающих пайку положительных и отрицательных полублоков аккумуляторных батарей различных типов.
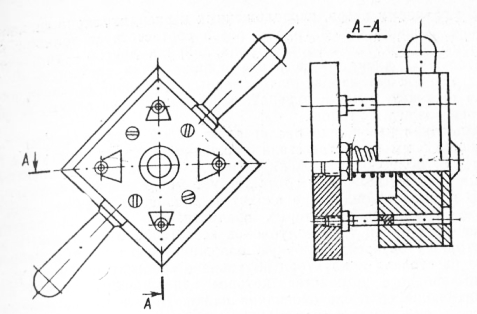
Рис. 10. Форма для отливки борнов
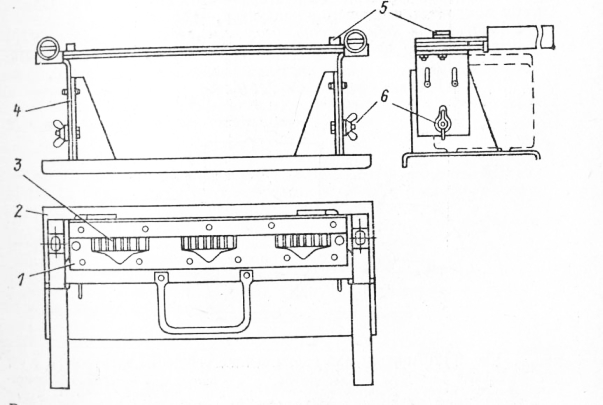
Рис. 11. Кондуктор для сборки и пайки электродов в полублоки
1 — вилочная изложница; 2 — опорная плита; 3 — гребенка; 4 — стойка; 5 — запорно-выталкивающее устройство; 6 — зажимы
Вилочная изложница представляет собой металлическую полосу толщиной 5 мм (в соответствии с толщиной мостика баретки) с гнездами для полублоков положительных и отрицательных электродов. Форма гнезда изложницы соответствует форме мостика баретки.
В комплект кондуктора входит четырнадцать сменных вилочных изложниц, каждая из которых предназначена для одновременного обеспечения пайки трех полублоков всех типов отечественных аккумуляторных батарей. Вилочную изложницу вставляют в направляющие на стойках кондуктора до упора в гребенку и крепят при помощи запорного устройства, которое одновременно служит и для выталкивания ее после окончания пайки. Выталкивание изложницы осуществляют поворотом рукояток запорного устройства кондуктора.
Габаритные размеры кондуктора — 450×270X195 мм. Общая масса комплекта, входящего в кондуктор, —42,5 кг.
Аппарат для пайки свинца угольным электродом предназначен для пайки свинцовых деталей аккумуляторной батареи электрическим током. Аппарат состоит из угольного электрода, вставленного в держатель, который соединяется проводом с клеммой вторичной обмотки трансформатора. Вторая клемма вторичной обмотки трансформатора соединяется другим проводом через зажим со спаиваемой деталью или со свинцовым прутком. Первичная обмотка трансформатора включается через рубильник в сеть переменного тока напряжением 220 В.
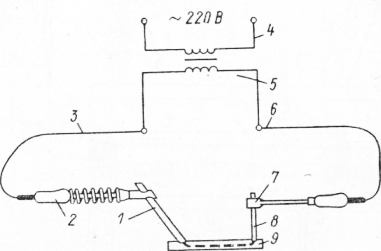
Рис. 12. Аппарат для пайки свинца угольным электродом
1 — угольный электрод; 2 — держатель; 3, 6—провода; 4 — первичная обмотка трансформатора; 5 — вторичная обмотка трансформатора; 7 — зажим; 8 — свинцовый пруток; 9 — деталь
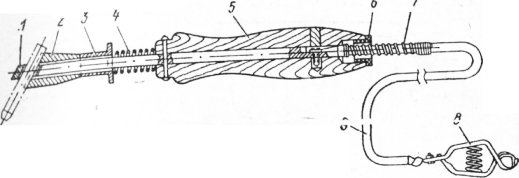
Рис. 13. Держатель угольного электрода
1 — стержень держателя; 2 — отводящая втулка- 3 — нажимная втулка; 4, 7 — пружины; 5 J-ручка; 6 — втулка; 8 — зажим; 9 — провод
Для электросварочного аппарата может быть использован любой трансформатор, вторичная обмотка которого обеспечивает силу тока 200 А при напряжении 12В. Для этой цели может быть использован любой электросварочный трансформатор, во вторичной обмотке которого необходимо сделать вывод напряжением 12В.
Вывод делают медной шиной такого же сечения, как и обмотка трансформатора; вывод с обмоткой соединяют пайкой.
Бензосварочный аппарат предназначен для пайки свинцовых деталей аккумуляторных батарей.
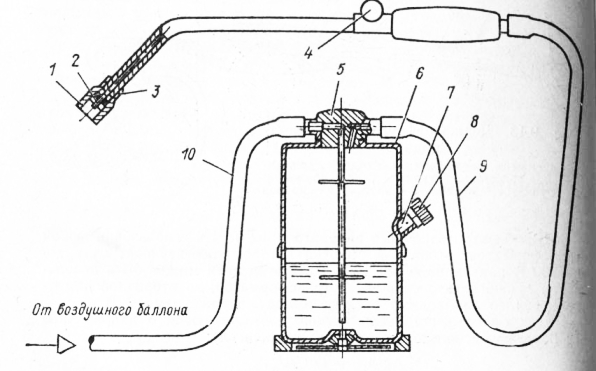
Рис. 14. Бензосварочный аппарат
1 — наконечник; 2 — капсюль; 3 — сетка; 4 — кран; 5 — адаптер; 6— бачок; 7 — наливной патрубок; 8 —пробка; 9, 10— шланги
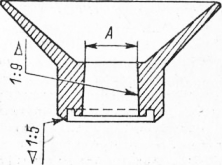
Рис. 15. Шаблон для наплавки выводов батареи
Адаптер, служащий для присоединения шлангов, укреплен на резервуаре, который имеет наливной патрубок, закрываемый пробкой.
Сжатый воздух подается компрессором в ресивер, откуда через вентиль по шлангу в резервуар, где, проходя через слой бензина, смешивается с его парами; образовавшаяся при этом горючая смесь по шлангу поступает в горелку. Форму и длину пламени регулируют регулировочным винтом крана.
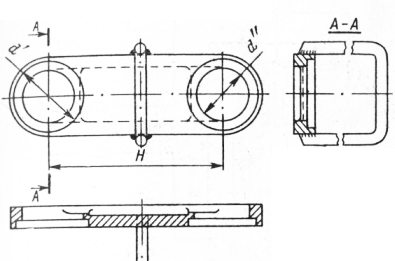
Рис. 16. Шаблон для пайки МЭС с борнами
Прибор для проверки качества стенок и перегородок моноблоков батарей состоит из катушки зажигания со встроенным электромагнитным вибратором. Катушка служит для повышения низкого напряжения 12-вольтового источника питания постоянного или переменного тока для обеспечения пробоя искрового промежутка между двумя сменными щупами (наконечниками). Наконечники имеют ручки, изготовленные из эбонита. При помощи высоковольтных проводов ПВЛ-1 или ПВЛЭ-1, проходящих через отверстия в ручках, наконечники соединяют с клеммами а и Ь катушки.
Питание прибора может осуществляться как от аккумуляторной батареи, так и переменным током напряжением 12 В, подводимым к клеммам бис прибора. Для включения в цепь питания прибор имеет выключатель ВК. Моноблок проверяют на пробой высоким напряжением «на искру», подводимым к наконечникам. Для проверки оба наконечника подводят к стенке моноблока по обе стороны с таким расчетом, чтобы плоскости наконечников были параллельны. Если стенка моноблока имеет трещину или какое-либо другое сквозное повреждение, то между наконечниками, подведенными к поврежденному участку стенки, произойдет пробой высокого напряжения в виде искры, сопровождающейся характерным звуком (треском). Аналогично проверяют и внутренние перегородки моноблока.
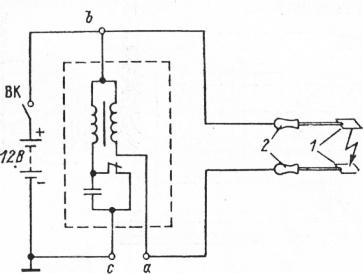
Рис. 17. Электрическая схема прибора для проверки стенок и перегородок моноблоков батарей
1 — наконечники; 2 — ручки
Ванна для приготовления и слива электролита изготавливается из досок толщиной 30—40 мм. Доски соединяют между собой казеиновым клеем в шпунт. Все соединения стенок должны быть выполнены в шип без применения гвоздей, винтов и т. п. Внутри ванну выкладывают рольным свинцом. Все соединения рольной облицовки должны быть тщательно запаяны.
Ванну устанавливают на подставку, изготовленную из углового железа 50×50 мм или из дерева. Сверху ванну закрывают деревянной крышкой с ручками.
Приспособление для розлива серной кислоты из бутылей и их перевозки предназначено для безопасного розлива кислоты из бутылей и для перемещения бутылей с кислотой на небольшие расстояния. Приспособление состоит из каркаса сварной конструкции и стальных труб, люльки с ручкой и подвижного кронштейна для крепления бутыли в люльке. Люльку при переливании кислоты наклоняют при помощи ручки. Штатив-тележку перевозят держа за ручку.
Размеры люльки должны обеспечивать установку стандартных бутылей вместе с корзиной, в которой все бутыли транспортируют.
Стеллаж открытого типа предназначен для заряда аккумуляторных батарей в изолированном зарядном помещении с интенсивной общеобменной приточно-вытяжной вентиляцией.
На стеллаже устанавливают заряжаемые аккумуляторные батареи в два ряда и соединяют проводами с клеммами, расположенными на доске. Эти стеллажи обеспечивают легкий доступ к заряжаемым аккумуляторным батареям, но требуют для установки значительной площади и обязательного наличия над ними вытяжных зонтов.
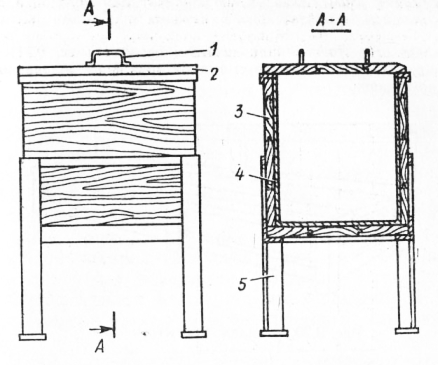
Рис. 18. Ванна для приготовления и слива электролита
1 — ручка; 2 — крышка; 3 — доска; 4 — рольный свинец; 5 —подставка
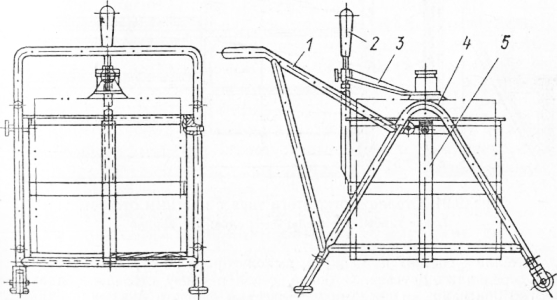
Рис. 19. Приспособление для розлива серной кислоты из бутылей и их перевозки
1 — ручка; 2 —ручка люльки; 3 — подвижный кронштейн; 4 — каркас; 5 — люлька
Стеллаж открытого типа с местным отсосом предназначен для заряда аккумуляторных батарей в изолированном зарядном помещении.
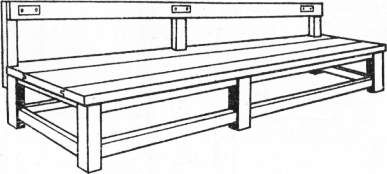
Рис. 20. Стеллаж открытого типа
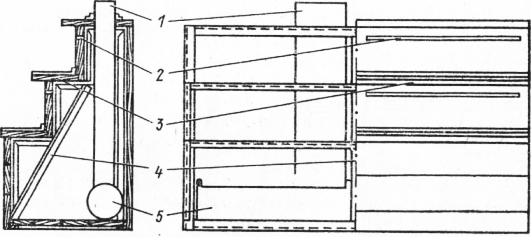
Рис. 21. Стеллаж открытого типа с местным отсосом 1, 5 —трубы; 2 — щель; 3 — полка; 4 — каркас
Стеллаж состоит из каркаса, выполненного из стальных уголков или деревянных брусьев. С боков, сзади и снизу стеллаж обивают плотно пригнанными досками или листами фанеры. Аккумуляторные батареи устанавливают на полки, в боковых стенках которых сделаны щели, через щели отсасывают пары и газы. В верхней полке имеется отверстие, через которое внутрь стеллажа подводят трубу от вытяжной вентиляции. Внутри стеллажа эта труба соединена с продольной трубой, через щели которой газы отсасываются наружу. После сборки все поверхности стеллажа покрывают в два слоя олифой и окрашивают кислотоупорной хлорвиниловой краской.
Этот стеллаж является наилучшим, так как он занимает немного места, обеспечивает легкий доступ к заряжаемым аккумуляторным батареям и обеспечивает интенсивный отсос выделяющихся при заряде батарей газов и кислотных паров.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Оборудование мастерской по ремонту аккумуляторных батарей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы