Строй-Техника.ру
Строительные машины и оборудование, справочник
Большое количество крепежных деталей, применяемых при монтаже различных механизмов, систем и устройств, вызывает необходимость механизировать процесс сборки резьбовых соединений.
Этот процесс имеет две фазы: предварительную (навертывание) и заключительную (затяжка). Предварительная фаза не требует большого крутящего момента и совершается за число оборотов, равное числу резьбовых ниток, разместившихся на длине свинчивания, в то время как заключительная фаза требует максимального крутящего момента и осуществляется только за часть оборота, т. е. на длине свинчивания, равной доле шага резьбы. В первой фазе на процесс свинчивания затрачивается только незначительная часть мощности привода, в то время как основная часть мощности затрачивается во второй фазе на преодоление сил трения между торцом гайки (или головки болта) и опорной поверхностью изделия, на деформацию резьбы и растяжение болта. Вторая фаза является, таким образом, наиболее ответственной частью процесса сборки резьбового соединения, для которой, собственно, и создаются специальные средства механизации — гайковерты, шпильковерты, отвертки и т. п. инструменты, значительно повышающие производительность труда сборщиков.
Представленные в настоящем Справочнике инструменты для сборки резьбовых соединений можно разбить по принципу действия преобразователя момента на две основные группы.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
К первой группе относятся инструменты, у которых вращение от двигателя передается через редуктор непосредственно на шпиндель. Они не имеют муфт тарирования, допускающих пробуксовку, поэтому в конце затяжки двигатель по мере возрастания сопротивления тормозится и останавливается; наступает статическое состояние всей системы. Примером такого инструмента безударного действия является пневматическая отвертка ОРП-6.
Инструменты первой группы обеспечивают равномерность затяжки лишь при постоянном давлении сжатого воздуха, поступающего в двигатель, что может быть достигнуто, если инструмент будет подключен к воздушной сети через редуктор давления. При небольшом расходе воздуха (до 0,6 мъ\мин) для этой цели может быть использован прибор ОСР*, снабженный редуктором давления.
Тарирование крутящего момента в инструментах первой группы, таким образом, осуществляется (в пределах мощности данного двигателя) путем регулирования давления сжатого воздуха, поступающего в двигатель.
Недостатком инструментов первой группы является внезапность возникновения максимального крутящего момента в конце затяжки, что вызывает такой же по величине внезапный реактивный момент, который воспринимают руки рабочего. Поэтому инструменты первой группы предназначаются для сборки резьбовых соединений малых диаметров (до 12 мм).
Ко второй группе относятся инструменты ударно-импульсного действия. Они имеют специальный механизм, преобразующий беспрерывное вращательное движение во вращательные ударные умпульсы, сообщаемые шпинделю инструмента. Преимуществом этих инструментов является почти полное отсутствие реактивного момента, а также их относительно малый вес по сравнению с инструментами первой группы.
У инструментов второй группы (ударного действия) имеется и ряд недостатков. К ним относятся: отсутствие стабильного момента затяжки, так как этот момент зависит от времени выдержки инструмента на затягиваемой гайке; наличие изнашивающихся частей (кулачков, профильных канавок, пружин и др.), а главное, наличие вибрации инструмента при работе. Примером такого инструмента является гайковерт ГПМ-14. Из-за отсутствия возможности регулировать силу удара резьба детали, диаметр которой меньше номинального, перенапрягается, а резьба детали большего диаметра затягивается недостаточно.
На рис. 266 изображен график, построенный для импульсных инструментов и показывающий характер изменения усилия затяжки от времени работы механизма ударно-импульсного гайковерта. На графике предварительная фаза работы гайковерта не показана. Здесь точка А1 соответствует началу второй фазы, т. е. моменту касания торца гайки (головки болта) опорной поверхности, а точка А2 — началу работы ударно-импульсного механизма, который в промежутке между точками А1 и А2 выполняет роль обычного поводка. Начиная с точки А2, в результате действия ударного механизма происходит затяжка резьбового соединения, причем каждому удару соответствует четко выраженная ступенька, которая к концу затяжки в точке А3 постепенно превращается в прямую, параллельную оси абсцисс, что указывает на бесполезность дальнейшей выдержки инструмента на затягиваемой гайке, так как усилие затяжки остается неизменным.
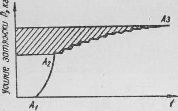
Точность величины усилия затяжки ограничивается пределами заштрихованной зоны, определяющей поле разброса момента затяжки. Чем уже заштрихованная зона, тем в меньшей степени качество сборки зависит от субъективных факторов, т. е. тем точнее (по усилию) осуществляется затяжка.
Разработаны новые модели гайковертов типа ГПР, в которых поле разброса величины момента затяжки значительно сужено благодаря применению сменной пружины.
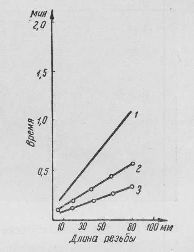
На рис. 2 показан график зависимости времени сборки резьбового соединения диаметром 16 мм от длины свинчивания при различных методах сборки: ключом, коловоротом и гайковертом. График наглядно показывает, что применение пневматического инструмента для сборки резьбовых соединений обеспечивает повышение производительности труда не менее чем в 4 раза.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Пневматический инструмент для сборки резьбовых соединений"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы