Строй-Техника.ру
Строительные машины и оборудование, справочник
Ремонт валов и осей. Чаще всего встречаются следующие неисправности валов и осей: поломки; трещины; погнутость; скручивание; износ шпоночных пазов и шлицев; износ, смятие и забоины резьбы; повреждение центров; износ и задиры поверхностей посадочных шеек; нарушение правильного положения в сборочных единицах.
Валы и оси, имеющие трещины и поломки, в большинстве случаев заменяют новыми. Если сломанный вал нельзя заменить новым (из-за отсутствия его на складе), то его восстанавливают сле- сарно-механическими способами и сваркой. Если трещина имеет продольное направление, возможно восстановление вала путем заварки. С этой целью трещина разделывается по ширине и по длине таким образом, чтобы металл, находящийся в непосредственной близости от трещины, был изъят на всю глубину. После разделки трещину заваривают, предупреждая деформацию вала.
Валы и оси, имеющие стрелу прогиба 0,005…0,008 своей длины, правятся в холодном состоянии, а при большем прогибе — в нагретом. Правку в холодном состоянии осуществляют на гидравлических прессах или при помощи домкратов. Для этого вал устанавливают выпуклостью вверх и выгибают его в противоположную сторону на величину примерно в два раза большую, чем величина деформации. Ход правки непрерывно контролируется индикатором. Для повышения устойчивости правки детали нагревают до температуры 450 °С, что снижает остаточные напряжения.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Правку в нагретом состоянии также производят на гидравлических прессах, но место изгиба нагревается до температуры 500…600 °С ацетиленокислородными горелками или паяльными лампами. Места правки проверяются с помощью магнитных приборов на отсутствие трещин. При обнаружении трещин деталь должна быть выбракована.
Износ опорных и посадочных мест устраняется наплавкой металла, электролитическим наращиванием, запрессовкой втулок и механической обработкой шеек под ремонтный размер.
Изношенные концевые шейки валов под подшипники качения растачивают до определенного размера, а затем напрессовывают на них втулки, после чего наружную поверхность втулки обтачивают и шлифуют под номинальный размер подшипника.
В некоторых случаях, когда ремонтируемый вал или цапфа недоступны для постановки целой втулки, применяют полувтулки. Примером может служить ремонт цапфы и подшипника толкающего бруса бульдозера. Этот узел работает в тяжелых условиях и быстро изнашивается. Изношенные цапфы протачивают и устанавливают на них полувтулки.
В шпоночных и шлицевых соединениях износу подвергаются торцовые поверхности шпоночных канавок и шлицев. Размеры шпоночных канавок проверяют по шаблону, а размеры шлицев — штангенциркулем. Износ шлицев устраняют наплавкой металлом каждого шлица по боковой поверхности со стороны износа под флюсом с последующим фрезерованием шлицев под номинальный размер.
Шлицы ведущего вала коробки передач восстанавливают путем установки на вал изготовленной консольной части. Для этого часть вала с изношенными или скрученными шлицами отрезают. Годную часть вала устанавливают на токарно-винторезном станке для подрезки торца и сверления центрирующего отверстия, после чего ее приваривают к валу. После сварки консольную часть протачивают до номинального размера, а затем нарезают шлицы.
Изношенные пазы фрезеруют под ремонтный размер или заваривают и фрезеруют под номинальный размер в новом месте.
Изношенные и сорванные резьбы ремонтируют протачиванием и нарезанием резьбы ремонтного размера, а также наплавкой металла с последующей механической обработкой под номинальный размер.
Ремонт подшипников скольжения. В подшипниках скольжения наиболее часто встречаются следующие дефекты: задиры, раковины и выкрошивание поверхности трения; засорение маслопроводящих каналов и повреждение канавок; ослабление неподвижной посадки втулки в корпусе; течь сальников; износ рабочей поверхности подшипника; нарушение правильного положения подшипника в узле и погрешности сборки.
Задиры, раковины и другие повреждения деталей выявляют осмотром. Размеры зазоров в разъемных подшипниках контролируют, измеряя люфт свинцовой проволокой, расплющиваемой между валом и подшипником. Для этого снимают верхнюю крышку подшипника, кладут на подшипник вала свинцовую проволоку, крышку ставят на место и затягивают болтами до отказа. Величину зазора определяют по толщине сплющенной проволоки в различных точках подшипника.
Величину зазора и размеры деталей неразъемных подшипников определяют щупом, индикатором, штангенциркулем или микрометром.
Для замера изношенных внутренних поверхностей деталей используют индикаторные нутромеры, микрометрические и телескопические штйхмассы.
Ремонт подшипников скольжения для многих сборочных единиц строительных машин сводится к замене износившихся втулок или вкладышей, восстановлению посадочных мест под втулки и вкладыши путем их наплавки и последующего растачивания.
При ремонте подшипников проверяют маслопроводящие каналы, а смазочные канавки на поверхности вкладыша прорубают вновь, если сечение их оказывается недостаточным.
Для подачи смазки на рабочие поверхности используют специальные сверления, масляные канавки и полости. При постоянном направлении внешней нагрузки, вращающихся цапфах и неподвижных корпусах смазку подводят в ненагруженную зону подшипника через сверления и продольные канавки во вкладыше.
Для предотвращения повышенной утечки смазки длина канавки (паза) не должна превышать 0,8 длины вкладыша. При надежной системе фильтрации смазки используют канавки с плавными закруглениями, в противном случае — с острыми кромками для задержания продуктов износа.
В местах стыка разъемных вкладышей следует делать неглубокие полости (холодильники), распределяющие масло по длине подшипника и предотвращающие вредное влияние на его работу местных деформаций у стыка вкладыша (рис. 22.4). В таких конструкциях смазка поступает в подшипник через холодильник.
При постоянных направлениях вращения и нагрузки достаточно одной канавки; при переменных условиях работы следует делать две канавки.
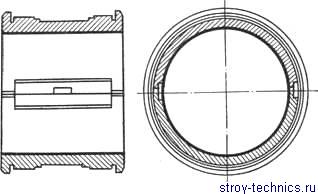
Рис. 22.4. Подшипник скольжения.
Пористые подшипники выполняют без масляных канавок. В некоторых случаях малонагруженные тихоходные подшипники, а также подшипники жидкого трения при достаточно больших зазорах также делают без канавок.
Если нагрузка вращается вместе с валом или если вал неподвижен, а вращается подшипник при постоянном направлении нагрузки, то смазку подводят через сверление и канавки, выполненные в шейке вала. Комплектование сборочных единиц при необезличенном методе ремонта и малосерийном производстве часто сопровождается слесарно-подгоночными работами и частичной сборкой (например, запрессовкой втулок, подшипников и шестерен на валы и пр.).
Процесс установки цельной втулки в корпусе включает ее запрессовку, закрепление от провертывания и подгонку отверстия. Перед началом запрессовки втулка и отверстие корпуса должны быть осмотрены, острые углы на торцах притуплены, а поверхности сопряжения тщательно протерты. Во избежание задира при больших натягах поверхности деталей смазывают чистым машинным маслом или сульфидом молибдена.
Запрессовку втулок при нормальной температуре в зависимости от их расположения в корпусе и его размеров выполняют под прессом при помощи оправок или специальных приспособлений. Операция запрессовки значительно упрощается применением направляющих охватывающих колец (рис. 22.5, а) или пальцев (рис. 22.5, б), которые обеспечивают втулке направление и предотвращают ее перекашивание.
Ремонт подшипников качения. На работу подшипников качения, особенно при осевых нагрузках, крайне отрицательно сказываются перекосы осей колец. Эти перекосы вызываются несоосностью осей двух опор вала, деформацией валов под нагрузкой, биениями заплечиков. При длительной эксплуатации в подшипниках качения могут появиться следующие дефекты: износ поверхностей качения; поломки и трещины в кольцах и телах качения; износ и поломки сепаратора; ослабление посадки колец в корпусах подшипников и на шейках валов.
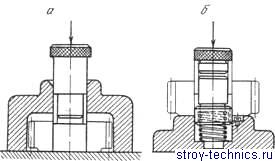
Рис. 22.5. Запрессовка подшнпников-втулок: а — с применением направляющих охватывающих колец; б — с применением направляющих пальцев.
Проверка подшипников качения заключается в определении величины радиального или осевого люфта и состояния рабочих поверхностей тел качения и беговых дорожек, а также качества посадки. Величину радиального зазора определяют специальными приборами (рис. 22.6,о). Подшипник устанавливают на плиту и, поднимая наружное кольцо, определяют индикатором величину зазора. Для этого подшипник устанавливают на оправке, зажимают внутреннее кольцо (рис. 22.6, б) и, поднимая и опуская наружное кольцо, находят величину зазора по индикатору. Без прибора величину зазора определяют перемещением одного кольца относительно другого вручную (рис. 22.6, в).
Допускаемые отклонения не должны превышать величин, указанных в соответствующих ГОСТах на подшипники качения. Подшипники, имеющие поломки, износы, трещины и другие дефекты, которые в процессе эксплуатации приводят к разрушению колец или тел качения, выбраковываются и заменяются новыми.
При ремонте гнезд под подшипники качения в корпусах коробок передач и редукторов строительных машин изношенные гнезда растачивают на горизонтально-расточном станке под увеличенный размер втулки. Затем в расточенные гнезда запрессовывают стальные втулки с буртиками. После запрессовки втулку растачивают до номинального размера. Парные гнезда, находящиеся на одной оси, растачивают с одной установки для соблюдения соосности.
В зависимости от выбранной посадки кольца подшипников собирают с сопряженными деталями с натягом или зазором. Соединения с натягом выполняют, нагревая охватывающую деталь или охлаждая ее или запрессовывая. При сборке с нагревом подшипник или корпусную деталь нагревают на 80…100°С. Для нагрева используют ванны с минеральными маслами, электроиндукционные установки и муфельные печи (для крупных корпусов). На рис. 22.7 приведена схема электрованны. Температуру в ванне контролируют термометром или термопарой.
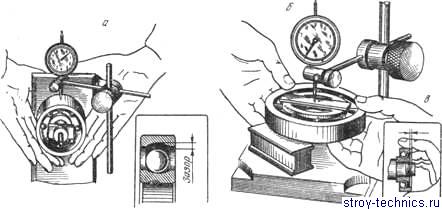
Рис. 22.6. Проверка подшипников качения:
а — прибор для определения величины радиального зазора; б—прибор для определения величины осевого зазора; в —проверка величины осевого зазора без прибора.
Нагретый подшипник устанавливают на вал и доводят до места небольшим осевым усилием. Эту операцию выполняют, применяя оправки. При сборке с охлаждением охватываемую деталь помещают в термостат с сухим льдом; таким способом деталь можно охладить примерно до — 75 °С. Наибольший перепад температур достигается при одновременном нагреве и охлаждении деталей. Сборка запрессовкой может быть выполнена на прессе. Для облегчения сборки применяют несложные приспособления, например монтажную оправку (рис. 22.8), которая предотвращает подшипник и вал от повреждения, обеспечивают равномерную посадку подшипника и значительно ускоряют процесс сборки.
Производить напрессовку подшипника ударами, наносимыми непосредственно по кольцу (рис. 22.8), ни в коем случае нельзя, так как при этом может произойти перекос колец, поломка шариков или разрушение канавок.
Напрессованный подшипник проверяют на провертывание от руки. При этом должен быть обеспечен ровный, без заедания, ход и незначительный шум. Проверяют также плотность соприкосновения торца кольца с буртиком или заплечиком, если таковые имеются у посадочных мест на валу и в корпусе. Монтажу подшипников качения должна предшествовать тщательная очистка их и посадочных мест. После очистки посадочные места смазывают тонким слоем масла.
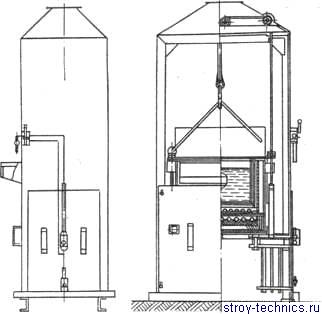
Рис. 22.7. Электрованна для подогрева подшипников качения при сборке
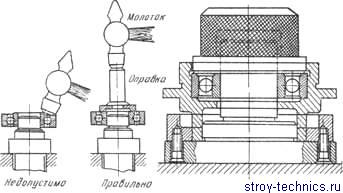
Рис. 22.8. Неправильная и правильная установка подшипника качения
При сборке подшипников качения кольцо, устанавливаемое на вращающуюся деталь, должно иметь переходную посадку, а кольцо, монтируемое на неподвижной детали,— скользящую посадку. Это необходимо для равномерного износа кольца, соединенного с вращающейся деталью, а также некоторого проворачивания кольца, соединенного с неподвижной деталью. В результате такого распределения посадок не будет изнашиваться один и тот же участок беговой дорожки.
Посадка наружного кольца подшипника в корпус назначается по системе вала, а внутреннего на вал или ось — по системе отверстия.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт валов, осей и подшипников строительных машин"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы