Строй-Техника.ру
Строительные машины и оборудование, справочник
Технологический процесс сборки аккумуляторных батарей состоит из следующих операций: разрубка сдвоенных электродов одинарные, зачистка ушков, укладка электродов и сепараторов в пакеты и их автоматическая пайка в блоки, вставка блоков в ячейки моноблока, одевание крышек, вставка уплотнителей зазора между крышками и стенками блока, припайка МЭС, напайка выводим клемм, заливка мастикой, оплавление поверхности мастики, проверка на герметичность, короткие замыкания и переполюсовку, вставка предохранительных щитков и ввинчивание пробок, упаковка и транспортирование готовых батарей на склад.
Разделение сдвоенных электродов производят на полуавтоматических штамповочных прессах. Сдвоенные электроды укладывают в питатель в специальные направляющие. Нижний электрод при подготовительном ходе автомата толкателем подается на исходное место перед штампом станка. Вторым движением механизма другой толкатель подает электрод на матрицу штампа. Вырубка падает на движущийся транспортер, который проходит под разрубочными станками. Производительность станка — около 4500 электродов в час.
Разрубленные электроды после разбраковки направляют на установки автоматической пайки блоков, где осуществляется укладка электродов и сепараторов в пакеты и их автоматическая пайка в блоки. Сепараторы предохраняют электроды различной полярности от коротких замыканий, фиксируют расстояние между электродами для предупреждения их сдвига при тряске аккумулятора и создают необходимый запас электролита в межэлектродном пространстве и у электродов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Блоки аккумуляторных электродов вставляют в ячейки моноблоков, следя за тем, чтобы выводной штырь баретки отрицательного электрода соединялся с выводным штырем положительного электрода другого блока. Поверх блока накладывают предохранительный щиток из перфорированного винипласта, который предохраняет блок от коротких замыканий и попадания грязи. Затем вставляется крышка аккумулятора. Выводные штыри электродов проходят через отверстия втулок крышек. Эти втулки плотно впрессованы в тело крышки с таким расчетом, чтобы их верхняя кромка несколько возвышалась над крышкой. Поверх втулки накладывают кольцо МЭС, а поверх сплавляемых деталей устанавливают формочку. Сплавление деталей осуществляют паяльным прутком из сплава РЬ + 5 % сурьмы с помощью горелки с водородным пламенем.
На крайних выводных штырях электродов наплавляют выводные клеммы. Для герметизации крышек аккумуляторов применяют заливочную мастику. Для получения ровной гладкой поверхности залитой мастики и лучшей ее адгезии к стенкам крышки и моноблока их прогревают инфракрасными лампами. Лампы устанавливают над конвейером и закрывают сверху и с боков стенками, образующими туннель. Собранные таким образом батареи после вставки и ввинчивания пробок предъявляют ОТК. Принятые ОТК батареи направляются на склад готовой продукции.
Описанная схема состоит из множества ручных операций, малопроизводительна и отличается большой трудоемкостью, однако имеет место при сборке аккумуляторных батарей с раздельными крышками. В настоящее время разработана и применяется на аккумуляторных заводах полуавтоматическая линия сборки стартерных батарей с общей крышкой.
На установках автоматической пайки блоков осуществляется укладка электродов и сепараторов в пакеты и их автоматическая пайка в блоки. Для обеспечения необходимой производительности
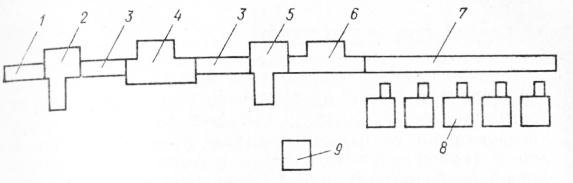
Рис. 1. Схема полуавтоматической линии сборки стартерных аккумуляторных батарей
1 — рольганг; 2 —автомат контроля герметичности; 3 — конвейер РПК-53; 4 — установка для сварки крышки с моноблоком; 5 — автомат для контроля качества сварки; 6 — установка для сварки МЭС; 7 — конвейер роликовый приводной РПК-225; 8 — установка автоматической пайки блоков; 9 — установка пробивки отверстий в моноблоках
линии и своевременного ремонта без общего простоя в линию включено пять таких установок. Готовые блоки электродов вставляют в ячейки моноблоков, в перегородках которых предварительно пробиты отверстия, и по роликовому конвейеру подают на установку сварки МЭС. На установке сварки МЭС блоки соединяются в батарею через отверстия в перегородках моноблока методом электроконтактной сварки. За установкой сварки МЭС следует автомат контроля качества сварки. Контроль качества сварных соединений осуществляется путем приложения к месту сварки определенных срезывающих усилий и проверки места сварки на срез.
Отбракованные батареи по отводному рольгангу автомата отводятся в сторону, а остальные подаются по роликовому конвейеру на следующую операцию — сварку крышки с моноблоком. Эта операция осуществляется на установке типа УСТ-1. Батареи с приваренными крышками подаются на другой приводной конвейер, где оператором вручную производится пайка выводных клемм. Готовая батарея поступает на автомат контроля герметичности. Контроль герметичности основан на проверке утечек воздуха, подаваемого в ячейки батареи под давлением 19,6 кПа (0,2 кг/см2). Отбракованные батареи по отводному рольгангу автомата откладываются в сторону, а остальные подаются на рольганг, где в заливочные отверстия завинчиваются пробки, и далее к столу упаковки.
Производительность описанной линии сборки стартерных батарей составляет до 120 бат./ч.
—
Сборка блоков электродов. При сборке блоков электродов необходимо зачистить ушко электрода до металлического блеска и установить комплект электродов в шаблон-кондуктор. Электроды с укороченными ушками, поврежденными токоотводами, а также не имеющие активной массы в ячейках, для комплектовки полублоков не следует применять. При комплектовке полублоков нужно подбирать электроды одинаковые по техническому состоянию, размеру и толщине. Электроды в шаблоне должны быть установлены параллельно друг другу так, чтобы их ушки были плотно прижаты в пазах гребенки и выступали на 3—5 мм. Не допускается комплектовка восстановленных или бывших в эксплуатации электродов в один полублок с новыми, а также установка тонких отрицательных электродов в середину полублока.
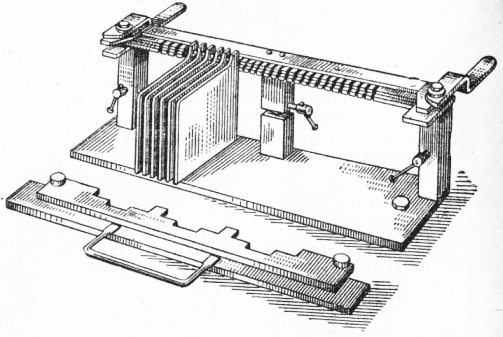
Рис. 1. Установка электродов в шаблон-кондуктор
Для получения блока электродов необходимо произвести пайку его полублоков с борном, для чего установить борн в шаблон-кондуктор так, чтобы ось борна соответствовала оси симметрии полублока электродов.
Пайку ведут водородным пламенем до образования прочного контакта ушков с борном. Пламя горелки подводят к выступающим ушкам электродов и основанию борна и нагревают их до плавления. Не отводя пламени от поверхности, вводят в него свинцовый пруток, который, плавясь, соединяется с ушками электродов и основанием борна, образуя мостик. Применение припоя, содержащего олово, не допускается.
Спаянные полублоки электродов вынимают из гребенки шаблона-кондуктора, визуально проверяют качество пайки и производят сборку блоков. В спаянных полублоках электродов не допускаются наплывы сплава свинца толщиной более 0,5 мм на верхней части мостила; протеки сплава при пайке; протеки сплава под мостиком и между электродами; повреждение при пайке основания борна глубиной более 0,5 мм; смещение электродов в блоках относительно друг друга более 2 мм по ширине электродов.
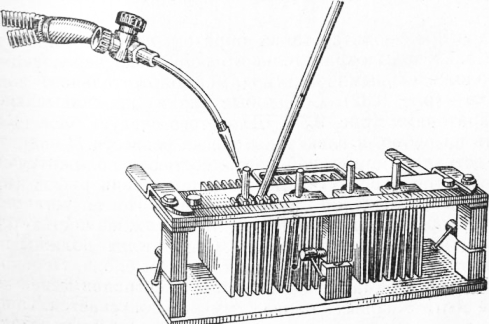
Рис. 2. Пайка электродов в полублоки
Удалять наплывы свинца следует так, чтобы не вызвать выкрашивания активной массы и не повредить токоотводы электродов. Сборка блоков электродов производится таким образом, чтобы отрицательные электроды отрицательного полублока чередовались с положительными электродами положительного полублока. Собранные блоки прокладываются сепараторами. Для этого следует блок положить на ребро, а электроды слегка развести. Сепараторы вставляют рифленой поверхностью к положительному электроду в вертикальном направлении рифов (при рабочем положении аккумулятора). После установки сепараторы выравнивают. Для этого нижней частью блока слегка ударяют о верстак. Сепараторы должны выступать равномерно по обеим сторонам блока. Перекрытие сепараторами верхних кромок электродов менее чем на 4 мм и боковых менее 1 мм не допускается. Снизу блока сепараторы должны быть в одной плоскости с ножками электродов. После проверки правильности сборки блоки направляются на сборку аккумуляторных батарей. Внешний вид собранного блока электродов показан на рис. 9.34.
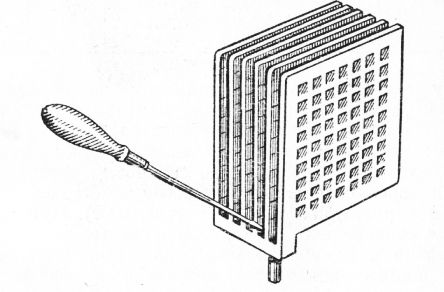
Рис. 3. Удаление наплывов свинца между электродами
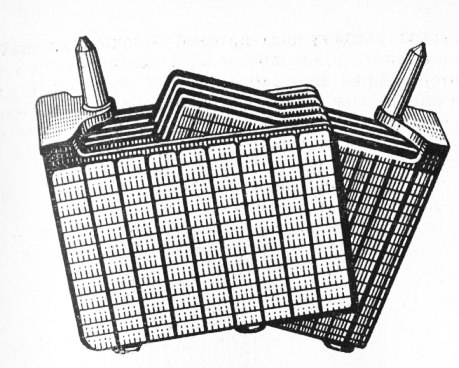
Рис. 4. Сборка блоков электродов
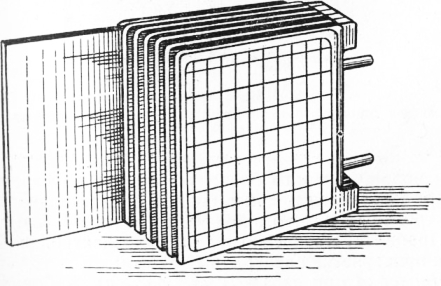
Рис. 5. Вставка сепараторов в блок электродов
Сборка батарей. Моноблоки, поступающие на сборку, должны быть исправными, чистыми и сухими. Блоки вставляют без резких ударов о призмы моноблока. Для предохранения сепараторов и электродов от повреждений при проверке уровня и плотности электролита в процессе эксплуатации на каждый блок накладывают винипластовый предохранительный щиток таким образом, чтобы края его находились под мостиком борнов. Блоки электродов вставляют в моноблок так, чтобы борн положительного блока электродов одного аккумулятора находился рядом с борном отрицательного блока электродов соседнего аккумулятора.
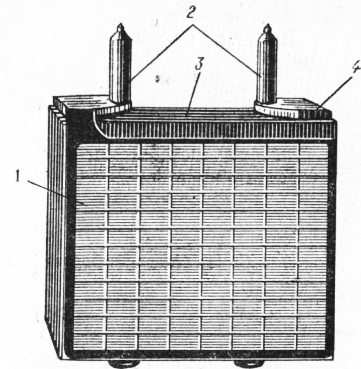
Рис. 6. Блок электродов в сборе
1 — полублок отрицательных электродов; 2—борн; 3 — сепаратор; 4 — полублок положительных электродов
Правильность установки блоков электродов в моноблок проверяется следующим образом.
Проверка при влажных сепараторах. К борнам подсоединяют нагрузочную вилку с отключенным нагрузочным сопротивлением. Отклонение стрелки вольтметра от нулевого положения свидетельствует об отсутствии замыканий в аккумуляторе, а направление отклонения стрелки указывает на расположение блоков, их полярность в моноблоке.
Проверка при сухих сепараторах из микропористой пластмассы. Через дополнительный источник электрической энергии — аккумулятор — подключают к борнам вольтметр. Отсутствие показаний вольтметра свидетельствует о правильности сборки.
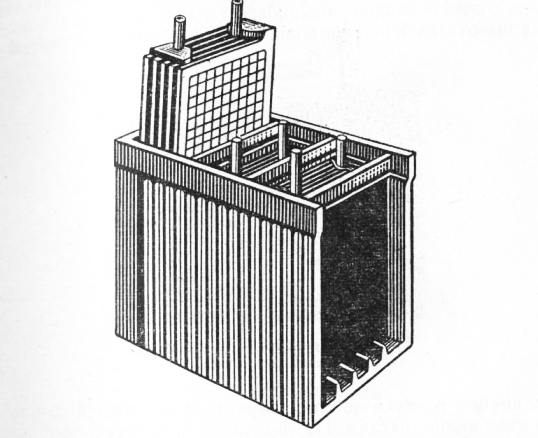
Рис. 7. Вставка блоков электродов в моноблок
Крышки должны плотно лежать на выступах моноблока. Разность по высоте между двумя соседними крышками должна быть не более 3 мм.
Перемычки при пайке должны свободно, без перекоса надеваться на борны до упора в свинцовые втулки крышек моноблока. Шаблоны должны также свободно, без перекоса располагаться на перемычках. Перемычки припаивают к борну, для чего пламя горелки подводят к выступающему борну, перемычке и свинцовой втулке в крышке и нагревают их до плавления. Не отводя пламени от спаиваемых деталей, быстро вводят в него свинцовый пруток, который, плавясь, соединяет детали в единое целое. Качание выводов и перемычек не допускается. Качественная пайка втулки с борном и перемычкой должна быть обеспечена по всему периметру втулки и борна. В местах пайки не должно быть раковин расслоений, посторонних включений и пережога свинца. Наплывы свинца под перемычками не допускаются.
Далее напаивают выводные полюса и производят на них оттиски знаков полярности «+» и «—». Для этого на выводные борны устанавливают шаблон и нагревают пламенем горелки до плавления верхних частей борна и свинцовой втулки. Не прекращая нагрева, вводят в пламя горелки свинцовый пруток и расплавляют его до полного заполнения формы шаблона. Полюсный знак на выводах наносится при помощи стального штампа до застывания сплава свинца. Верхний диаметр положительного вывода должен быть 17,4±0,2 мм, а отрицательного— 15,8±0,2 мм, высота напаянного вывода должна быть не менее 18 мм, конусность 1 : 9. Место соединения борна со свинцовой втулкой крышки должно быть герметичным. Непараллельность МЭС и выводов относительно горизонтальной и вертикальной плоскостей более 2 мм не допускается. Спаянные батареи заливают мастикой. Поверхность мастики должна быть ровной, не должна иметь пузырей и свищей. Повреждение поверхностей моноблока и крышек не допускается.
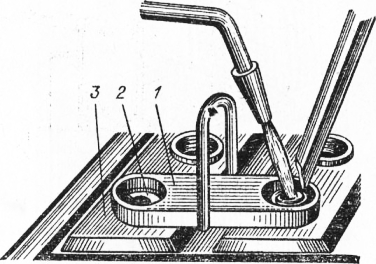
Рис. 8. Припайка МЭС к борнам
1 — шаблон; 2— свинцовая втулка; 3 — крышка
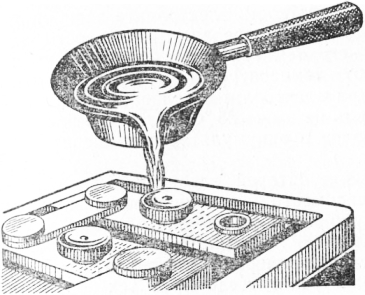
Рис. 9. Заливка мастики
Аккумуляторная ячейка считается герметичной, если в течение 3—5 с вакуум не падает. Батарея, у которой хотя бы одна ячейка не выдержала испытания на герметичность, подлежит ремонту и повторной проверке.
Собранные аккумуляторные батареи, отвечающие поставленным требованиям, направляют на заряд.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сборка аккумуляторных батарей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы