Строй-Техника.ру
Строительные машины и оборудование, справочник
Станок (рис. 1) состоит из сварной станины, редуктора, планшайбы и гибочной головки.
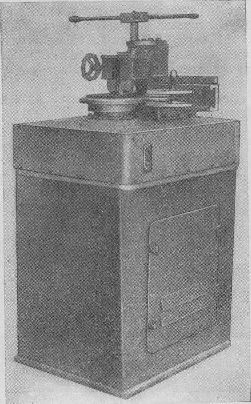
Двухступенчатый редуктор, расположенный внутри станины станка, обеспечивает постоянное передаточное отношение 1:35, необходимое для вращения планшайбы со скоростью 4 об/мин.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Планшайба станка имеет специальное крепление для сменных оправок, на которых производится гибка фланцев.
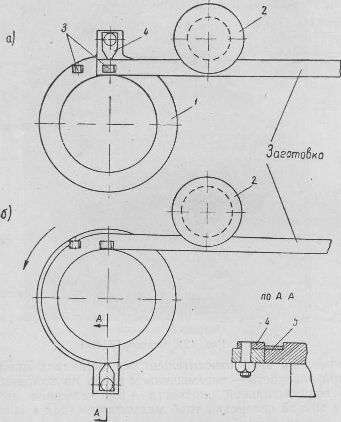
Гибочная головка состоит, в основном, из двух вертикальных прижимных роликов и одного горизонтального гибочного ролика с пазами, обеспечивающими устойчивость полосы во время гибки (рис. 2).
Внедрением процесса изготовления фланцев из полосового материала на станке взамен вырезки их из листового металла по разметке значительно сокращает расход металла и трудоемкость работ.
Станок сп-200 для обточки колец и подрезки фланцев на трубах
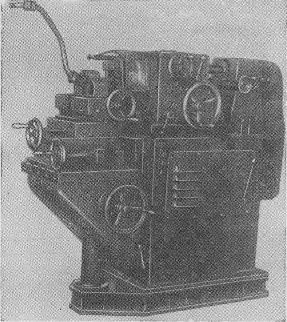
На станке СП-200 (рис. 3) выполняется подрезка привалочной поверхности, а также обточка и подрезка тыльной поверхности нажимных шайб (колец) на концах труб под штуцерные соединения. Станок может быть также использован для подрезки привалочной поверхности фланцев, буртов и наконечников диаметром до 200 мм, приваренных к трубам.
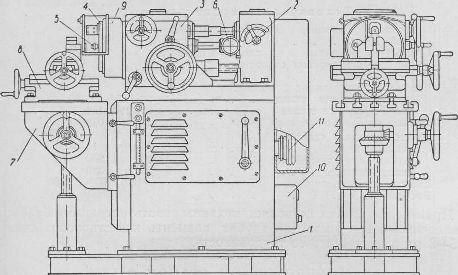
Станок состоит из сварной станины коробчатой формы с опорной рамой, стола с домкратным устройством, шпиндельной бабки с планшайбой и суппортным устройством, коробки скоростей, центрирующего зажима и сменных тисков (рис. 4). Привод станка (электродвигатель и фрикционная муфта) установлен внутри станины. На столе станка устанавливаются самоцентрирующиеся тиски для зажима труб диаметром до Dy =32 мм или тиски для труб больших размеров с фланцами диаметром до 200 мм.
Тиски для зажима труб малых диаметров имеют плоские губки, обеспечивающие надежный зажим труб с погибами в разных плоскостях и различной длины.
Центрирование труб относительно оси шпинделя производится: в вертикальной плоскости — перемещением стола по направляющим станины, а в горизонтальной плоскости — перемещением верхней части тисков. Для точной центровки труб малых диаметров в шпинделе станка имеется центрирующий зажим с оправкой для труб диаметром 16; 20 и 32 мм. Управление центрирующим зажимом производится с помощью маховичка на лицевой стороне станка.
Тиски для обработки привалочных поверхностей фланцев имеют ступенчатые (призматические) губки, обеспечивающие зажим и центрирование фланцев, буртов и наконечников диаметром до 200 мм.
Обработка производится резцами, которые устанавливаются в резцедержателе плансуппорта планшайбы, закрепленной на конусном конце шпинделя.
Изменение скоростей вращения шпинделя производится с помощью коробки скоростей, а также переключением ремня на ступенчатом шкиве привода.
Плансуппорт станка имеет подачи:
а) ручную поперечную (в обе стороны) независимо от вращения шпинделя и механическую в направлении к центру — только при вращающемся шпинделе. Подача осуществляется через дифференциальный механизм планшайбы;
б) продольную ручную (в обе стороны), осуществляемую перемещением шпиндельной бабки по направляющим станины с помощью механизма ручного привода.
Смазка подшипников и шестерен шпиндельной бабки производится поливом от плунжерного насоса, встроенного в корпус шпиндельной бабки.
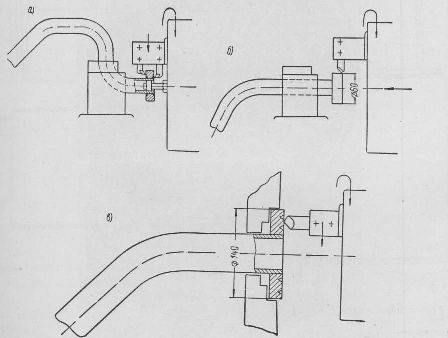
На рис. 5 приведены примеры операций, выполняемых на станке.
Применение станка позволяет механизировать операции обработки привалочных поверхностей на трубах, повысить-качество обработки и в 2,5—3 раза уменьшить ее трудоемкость.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Станок для гибки круглых фланцев труб вентиляции"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы