Строй-Техника.ру
Строительные машины и оборудование, справочник
Автомат АСУ-3 предназначен для автоматической приварки кольцевых ребер жесткости к обечайкам цилиндрической и конической формы.
Сварка производится при неподвижной обечайке, установленной в вертикальном положении, и передвижении сварочного трактора по горизонтальной полке ребра жесткости. Автоматом выполняется приварка как наружных, так и внутренних ребер жесткости. Узкая колея автомата (130 мм) и низкая его посадка дают возможность производить сварку при минимальной ширине полки 180 мм и расстоянии между ребрами жесткости 150 мм и выше. Несколько автоматов могут одновременно выполнять приварку ребер на одной обечайке.
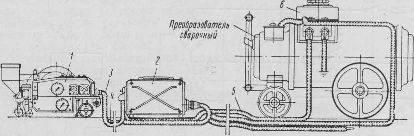
Автомат состоит из сварочного трактора, аппаратного ящика, кареток для подвески кабеля, устройства для дистанционного регулирования сварочного тока, электрических проводов и сварочного генератора. Сварочный трактор состоит из следующих основных узлов: механизмов передвижения трактора и подачи электродной проволоки; копирного устройства и электромагнитного ролика; бункера для флюса; катушки для электродной проволоки, пульта управления.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Механизм передвижения представляет собой двухколесную тележку с редуктором, электродвигателем и механизмом включения ведущих колес. При сварке тележка приводится в движение электродвигателем, а при перемещении автомата вхолостую ведущие колеса выводятся из зацепления с редуктором, и сварочный трактор передвигают вручную. Для обеспечения постоянного направления электрода в угол при сварке угловых швов ведущие колеса разворачиваются относительно продольной оси трактора.
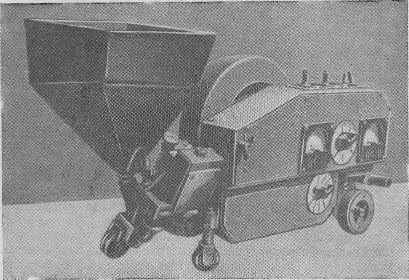
Механизм подачи электродной проволоки состоит из электродвигателя и редуктора, на валу которого закреплен подающий ролик. Прижатие электродной проволоки к подающему ролику осуществляется нажимным устройством.
Механизм подачи вместе с токоподводом и копирным роликом может разворачиваться относительно корпуса трактора для настройки и сварки угловых швов наклонным электродом,
Копирное устройство предназначено для направления электрода по линии шва, для чего ему задается поворот на 3—5° в сторону вертикальной стенки свариваемой конструкции.
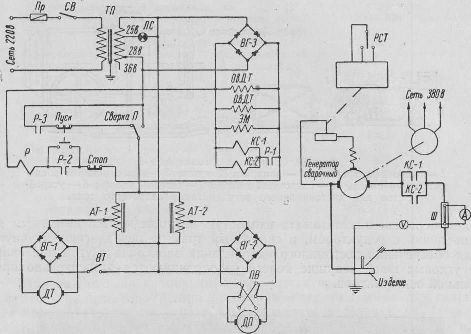
Основные элементы схемы: ДТ — двигатель тележки; ДП— двигатель головки; АТ-1 и AT-2 — автотрансформаторы; ВГ-1, ВГ-2, ВГ-3 — германиевые выпрямители; ТП — понижающий трансформатор; ЭМ — электромагнит; КС-1, КС-2— сварочные контакторы; Ш — шунт; РСТ — переключатель сварочного тока.
Электромагнитный ролик крепится на задней стенке тележки трактора и обеспечивает сохранение заданного зазора между вертикальной стенкой обечайки и колесами тележки.
Пульт управления, состоящий из измерительной электроаппаратуры и кнопок управления сварочным процессом, смонтирован на лицевой части корпуса трактора; остальная аппаратура, предусмотренная электрической схемой автомата, смонтирована в аппаратном ящике.
Устройство для дистанционного регулирования тока при сварке устанавливается на регулировочном реостате сварочного генератора, регулирование тока осуществляется путем изменения сопротивления реостата в цепи обмотки возбуждения. Питание устройства производится от клемм приводного электродвигателя генератора сварочного тока.
Электрическая схема автомата показана на рис. 3.
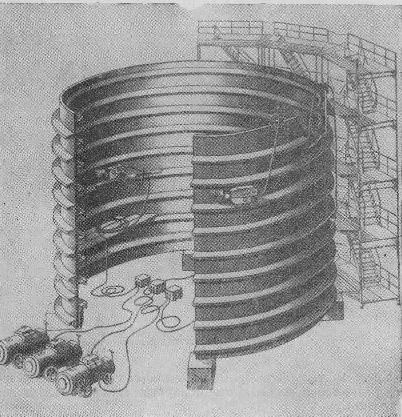
Для более удобного подвода к трактору сварочного и многожильного кабелей в процессе работы предусмотрены две роликовые каретки Одна из них применяется при приварке наружных ребер жесткости и представляет собой П-образный кронштейн с верхними и боковыми роликами, на котором крепятся подводимые к трактору кабели. Каретка устанавливается на верхнюю кромку обечайки и перекатывается на ней в процессе сварки по мере продвижения трактора по периметру обечайки (рис. 4). Вторая каретка, используемая при приварке внутренних ребер жесткости, перемещается за трактором. Это разгружает трактор от веса кабелей и предотвращает возможность нарушения правильного его движения вдоль линии шва.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сварочный автомат АСУ-3"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы