Строй-Техника.ру
Строительные машины и оборудование, справочник
Установка предназначена для гибки и одновременной закалки дета« лей из профильного проката.
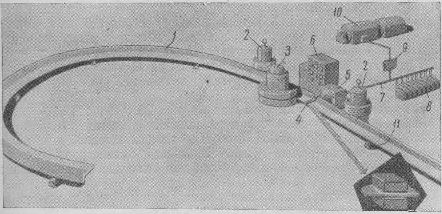
Установка (рис. 1) состоит из гибочного станка, электрооборудования для высокочастотного нагрева, электропривода и пульта управления.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Гибка осуществляется методом непрерывно-последовательного нагрева токами высокой частоты узкого участка профиля в процессе прохождения заготовки между тремя вертикальными гибочными валками. Закалка производится путем быстрого охлаждения нагретого участка водой.
Два валка станка ведущие,, третий— нажимной. Ведущие вглки, предназначенные для перемещения заготовки, получают вращение от электродвигателя через девятиступенчатую коробку скоростей и червячный редуктор. Нажимной валок служит для гибки по заданному радиусу профиля в процессе его перемещения. Нажимной валок представляет собой сменный ролик, установленный в корпусе ползуна. Различное сочетание сменных роликов позволяет выполнять гибку проката разных профилей. Перемещение ползуна осуществляется с помощью гайки и ходового винта, приводимых во вращение самостоятельным механическим приводом.
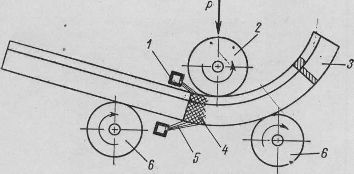
Схема гибки и закалки показана на рис. 3.
Между ведущими и нажимными валками размещен механизм настройки индуктора для нагрева профиля токами высокой частоты. Индуктор снабжен спреерным устройством для охлаждения и закалки изгибаемого участка профиля, а также для охлаждения самого индуктора.
Суппорт индуктора позволяет менять положение последнего в зависимости от расположения изгибаемого профиля.
Высокочастотная часть установки состоит из генератора высокой частоты; индуктора; конденсаторной батареи, компенсирующей низкий коэффициент мощности системы; высокочастотного понижающего трансформатора; измерительных приборов и аппаратуры автоматического управления.
Перед началом гибки к первой профильной заготовке приваривается предварительно согнутый по заданному радиусу конец длиной около 1 м. Заготовка с приваренным концом заправляется между валками станка и пропускается через индуктор. При этом проверяются правильность установки валков и индуктора. Затем в индуктор и трансформатор подаются охлаждающая вода и сжатый воздух, сдувающий воду и пары с нагреваемого участка заготовки. После этого производится нагрев заготовки и включается станок на требуемую скорость. Температура нагрева заготовки, проверяемая оптическим пирометром, должна быть в пределах 920—1000 °С,
По окончании гибки, в момент, когда второй конец заготовки выступает из-под валка на 250—300 мм, станок останавливают, и к согнутой заготовке, не вынимая ее из станка, приваривают очередную заготовку; затем продолжают гибку. По мере выхода из станка согнутая заготовка из профильного проката разрезается на куски заданного размера.
Установка обслуживается двумя рабочими, один из которых заправляет заготовки в станок, следит за нагревом и закалкой шпангоутов, выполняет разделку кромок под сварку, другой производит пуск установки, регулирует режим нагрева, следит за показаниями приборов, электросистем и системы охлаждения. Сварку стыков заготовок выполняет сварщик.
При монтаже установки следует учитывать необходимость наличия дополнительной площади для установки над уровнем пола настила, используемого при заправке заготовки в валки станка и приеме изогнутого профиля.
Применение установки значительно облегчает труд рабочих при гибке (благодаря исключению таких трудоемких и тяжелых операций, как ручная правка, закалка в печи, гибка с нагревом в печи и другие), а также повышает производительность труда и культуру производства, улучшает качество продукции и сокращает расход металла благодаря уменьшению отходов.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Установка ГПС-24 для гибки и закалки профильного проката с применением индукционного нагрева"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы