Строй-Техника.ру
Строительные машины и оборудование, справочник
Для точечной сварки крупногабаритных конструкций из тонколистового металла или приварки тонколистовых деталей к изделиям большой толщины создана гамма переносных установок. Используя установки, можно выполнять сварку в любых производственных условиях — в цехе, на стапеле, в корпусе судна и т. д.
Установка УТП-3
Установка (рис. 1) предназначена для ручной односторонней контактной точечной приварки стальных деталей толщиной до 2 мм к стальным изделиям и деталям толщиной 2 л* и выше, а также для приварки шпилек диаметром от 4 до 10 мм.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
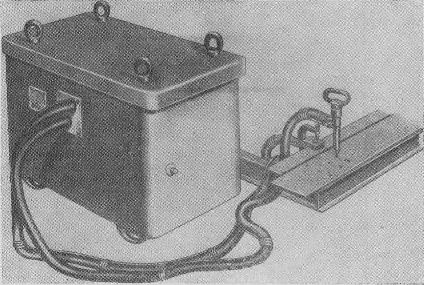
Установка может быть применена для сварки крупногабаритных изделий, когда использование стационарных машин невозможно или нерентабельно.
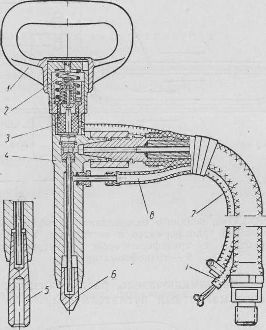
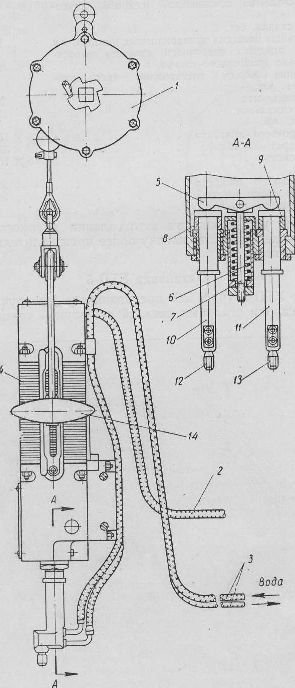
Установка состоит из ручного пистолета для контактной сварки (рис. 2), контактной струбцины и аппаратного шкафа со сварочным трансформатором. Пистолет и контактная струбцина соединяются со сварочным трансформатором кабелями сечением 140 мм2. Один полюс вторичной обмотки сварочного трансформатора присоединяют к пистолету кабелем длиной 2,5 м, а другой — к контактной струбцине кабелем длиной 1,5 м.
Перед приваркой струбцину соединяют с привариваемым изделием, а пистолет устанавливают на место, к которому производится приварка. Усилие, приложенное к рукоятке пистолета, передается электроду через пружину. При сжатии пружины усилием 14—20 кГ пусковая кнопка пистолета, замыкаясь, включает ток сварочной цепи.
В аппаратном шкафу установки размещены: сварочный трансформатор, контактор, переключатель ступеней и регулятор времени.
Для регулирования напряжения во вторичной обмотке сварочного трансформатора первичная обмотка имеет ответвления, подключенные к четырехдиапазонному переключателю, позволяющему получить напряжения во вторичной обмотке 11,5; 13,1; 15,2 и 18,1 в.
Продолжительность включения сварочного тока, а следовательно, и время сварки, в пределах 0,2—4 сек. обеспечивается регулятором времени электронного типа.
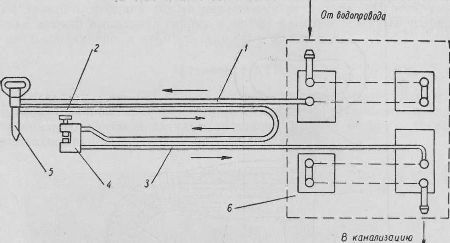
Трансформатор, кабели, сварочный пистолет и струбцина охлаждаются проточной водой, подведенной по водопроводной сети к ниппелю колодки трансформатора (рис. 3).
Для приварки шпилек диаметром от 4 до 10 мм установка имеет комплект специальных электродов.
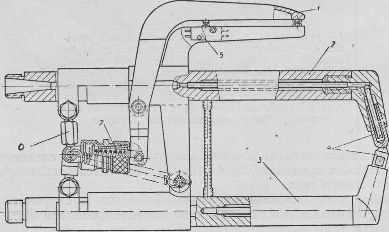
Сварочные клещи к установке УТП-3. Для повышения коэффициента использования установка УТП-3 может по требованию заказчика поставляться с клещами для контактной точечной сварки стальных деталей суммарной толщиной до 4 мм.
Основными узлами клещей являются токоподводы, связанные между собой шарнирным соединением, и рукоятка с микровыключателем (рис. 4). Токоподводы клещей подключаются через кабели к полюсам вторичной обмотки сварочного трансформатора, расположенного в аппаратном шкафу установки УТП-3,
При нажатии на рукоятку клещей рычажная система сближает электроды и создает давление, необходимое для сжатия свариваемых деталей. При этом микровыключатель, расположенный в рукоятке клещей, включает через магнитный пускатель сварочный трансформатор.
Величина давления и время сварки устанавливаются в зависимости от суммарной толщины свариваемых деталей.
Давление электродов регулируется специальным устройством, а время сварки — электронным реле времени, расположенным в аппаратном шкафу установки.
Для исключения перегрева электроды, токоподводы и электрические кабели охлаждаются проточной водой, поступающей по шлангам.
Одновременная работа сварочных клещей и пистолета от одного аппаратного шкафа не допускается.
Перед сваркой стальных деталей места расположения сварных швов должны быть очищены до чистого металла от окалины, ржавчины, краски и загрязнений.
Применение установки позволяет обеспечить высокую прочность сварных соединений, заменить клепку крупногабаритных тонколистовых конструкций контактной сваркой, что повышает производительность труда не менее чем в 4 раза.
Установка УТП-4
Установка УТП-4 (рис. 5) предназначена для односторонней контактной двухточечной приварки стальных деталей толщиной до 1,5 мм к стальным деталям толщиной 3 мм и выше. УТП-4 также, как и установка УТП-3 может быть использована для сварки крупногабаритных изделий. При использовании медной подкладки (основы) можно производить сварку двух деталей суммарной толщиной до 3 мм.
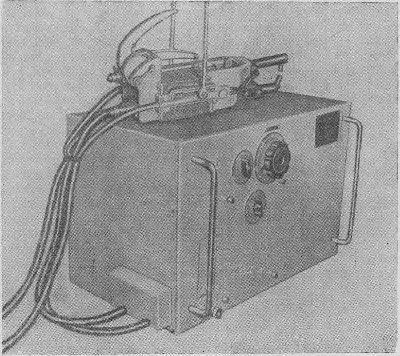
Установка состоит из сварочного аппарата (рис. 6), аппаратного шкафа, балансира, соединительных кабелей и шлангов для охлаждения водой электродов и сварочного трансформатора.
Сварочный аппарат данного типа отличается наличием встроенного в него малогабаритного сварочного трансформатора, вторичная обмотка которого подключена непосредственно к электродам, что позволило уменьшить потери электроэнергии в сварочном контуре, уменьшить габариты трансформатора, увеличить радиус действия свзрочього аппарата относительно аппаратного шкафа.
Регулирование мощности сварочного трансформатора производится изменением напряжения, подводимого к его первичной обмотке.
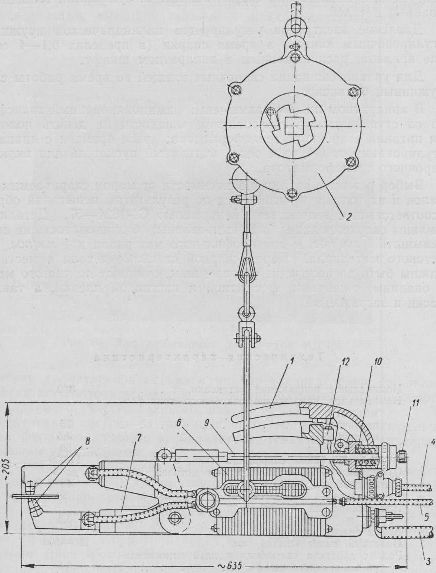
В корпусе аппарата смонтированы коромысло с пружиной для равномерного распределения силы давления обоих электродов на изделие и пусковая кнопка для включения сварочного тока.
При сварке аппарат устанавливают на обрабатываемое изделие и вручную, при помощи рукояток, нажимают электродами на изделие. При усилии 20—25 кГ сжимается пружина аппарата, и пусковая кнопка, замыкаясь, включает сварочный ток. Продолжительность включения тока в пределах 0,1—4 секунд, а следовательно и время сварки, дозируются регулятором времени.
Сварочный аппарат питается от сети переменного тока через промежуточный секционированный трансформатор.
Пружинный балансир установки позволяет подвешивать сварочный аппарат на необходимой высоте в уравновешенном состоянии.
В аппаратном шкафу установки размещены: промежуточный секционированный трансформатор со ступенчатым регулированием мощности (девять положений); магнитный пускатель для включения сварочного трансформатора; регулятор времени для дозирования продолжительности включения сварочного трансформатора.
Выбор режима контактной точечной сварки производится в зависимости от сочетания материалов и толщины деталей.
Местные зазоры после сборки между сопрягаемыми деталями в местах сварки не должны превышать 1 мм. Перед сваркой стальные детали в местах расположения сварных швов должны быть очищены до чистого металла от окалины, ржавчины, фосфатной и пассивной пленок, а также от краски и грязи.
Применение установки при изготовлении крупногабаритных конструкций позволяет заменить клепку более производительной (до 4 раз) контактной сваркой.
Установка УТП-5
Установка УТП-5 (рис. 7) предназначена для ручной двусторонней точечной сварки стальных деталей суммарной толщиной до 3 мм.
С помощью установки можно выполнять сварку крупногабаритных конструкций (баки, кузова машин и т. п.). Сварка может выполняться в любом пространственном положении.
В комплект установки входят сварочные клещи, аппаратный шкаф, пружинный балансир, соединительные кабели и резиновые шланги для охлаждения водой электродов и сварочного трансформатора.
Сварочные клещи представляют собой ручной аппарат для контактной сварки со встроенным трансформатором. Особенностью сварочных клещей является наличие вмонтированного в них малогабаритного сварочного трансформатора, вторичная обмотка которого соединена непосредственно с электродами.
При нажатии на рукоятку клещей электроды сближаются, создавая давление, необходимое для сжатия свариваемых деталей; с помощью микровыключателя, расположенного в рукоятке клещей, и магнитного пускателя включается сварочный ток. Величина давления электродов, а также время сварки зависят от суммарной толщины свариваемых деталей.
Давление электродов регулируется цилиндрической пружиной и регулировочным винтом, а время сварки (в пределах 0,1—4 сек.) — реле времени, расположенным в аппаратном шкафу.
Для уравновешивания сварочных клещей во время работы служит пружинный балансир.
В аппаратном шкафу размещены: секционированный трансформатор со ступенчатым регулированием мощности на девять положений для питания сварочного трансформатора; реле времени с диапазоном регулирования от 0,1 до 4 сек.; магнитный пускатель для включения сварочного трансформатора.
Выбор режимов сварки в зависимости от марок свариваемых материалов и их толщин производится по результатам испытаний образцов р. соответствии с ведомственной нормалью С1-1821—57. Детали, подлежащие сварке, должны быть выправлены; бухтиноватость не должна превышать 1 мм/пог. м для профильного материала и 4 мм/пог. м для листового материала. Перед сваркой стальные детали в местах, где должны быть расположены сварные швы, очищают до чистого металла от окалины, ржавчины, фосфатной и пассивной пленки, а также от краски и загрязнений.
Внедрение установки УТП-5 обеспечивает стабильное количество соединения, снижает трудоемкость работ в 3—4 раза по сравнению с клепкой.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Переносные установки для точечной сварки"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы