Строй-Техника.ру
Строительные машины и оборудование, справочник
Фаолитовые трубы для вентиляционных систем формуют из сырых фаолитовых листов на разъемных деревянных или металлических шаблонах. Цилиндрический деревянный шаблон состоит из двух боковых частей и клина, которые перед его сборкой смазывают машинным маслом или солидолом. Собранный шаблон обертывают бумагой, чтобы его легче было вынимать из готовой трубы.
Затем из листа сырого фаолита вырезают заготовку, равную по ширине окружности трубы с припуском на 120—150 мм, и обкладывают ею шаблон, предварительно заготовку нагревают на паровой плите, а кромки, срезанные на угол, промазывают бакелитовым лаком. Кромки листов соединяют внахлестку. Образующийся шов разглаживают так, чтобы не было складок, и хорошо уплотняют.
Обложенный фаолитом шаблон еще раз снаружи обертывают бумагой и укладывают в металлическую форму, состоящую из двух половинок, соединенных между собой шарнирами. Затем половинки формы скрепляют барашками и в таком виде помещают в камеру для отверждения фаолита.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
После отверждения и охлаждения фаолитовой трубы ее извлекают из формы и снимают с шаблона. Для этого вначале выбивают средний клин, а затем вынимают боковые части шаблона. Отвержденную трубу обравнивают с торцов и подготовляют для соединения с другими трубами.
Соединять трубы можно различными способами. При монтаже фаолитовых воздуховодов в стесненных условиях (вблизи стен, в каналах) для соединения труб применяют муфтовое соединение с нарезкой. При ремонте воздуховодов (вставка новых звеньев, подрезка труб) наиболее удобно муфтовое соединение с фланцами. Более простым при изготовлении труб, но менее прочным при монтаже и эксплуатации фаолитовых воздуховодов является фланцевое соединение с канавками. Чаще всего для соединение фаолитовых труб применяют фланцевые соединения с цилиндрическими и коническими буртами.
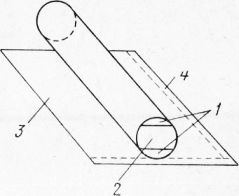
Рис. 1. Деревянный шаблон для формования фаолитовых труб:
1 — боковые части, 2 — клин, 3 — заготовка фаолита, 4 — припуск
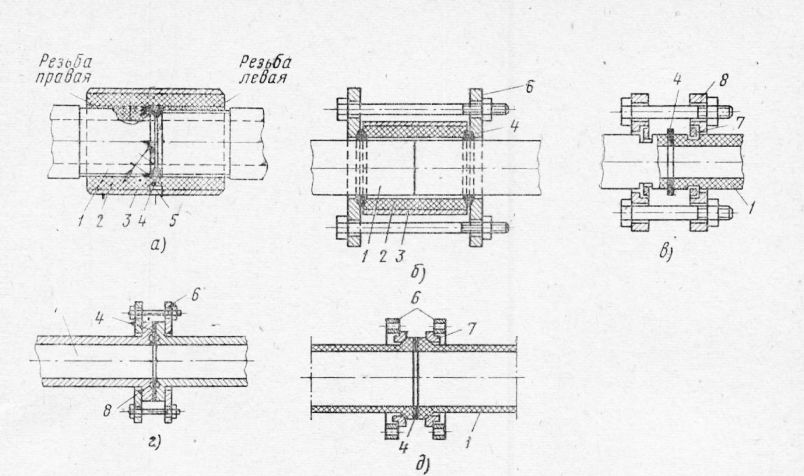
Рис. 2. Способы соединения фаолитовых труб:
а — муфтовое соединение с нарезкой, б — муфтовое соединение с фланцами, в — фланцевое соединение с канавками, г — фланцевое соединение с цилиндрическими буртами, 5 — фланцевое соединение с коническими буртами (металлический составной фланец): 1 — фаолитовая труба, 2 — фаолитовая муфта, 3 — стальная муфта, 4 — прокладка, 5 — отверстие для ключа, 6 — стальные цельные фланцы, 7 — стальной фланец из двух половин, 8 — кольцевая канавка
Наиболее надежным является фланцевое соединение труб с коническими буртами. Бурты на трубах делают двумя способами.
При одном из них конец отвержденной трубы промазывают бакелитовым лаком, а затем обматывают полосками сырого фаолита. Перед намоткой заготовленных фаолитовых полосок их также промазывают с двух сторон бакелитовым лаком. После того как бурт намотают до требуемой высоты, его обинтовывают тканью и трубу направляют в камеру для отверждения.
При другом способе для формования буртов применяют разнообразные металлические формы, которые закрепляют на концах труб. Сырую фаолитовую массу, слегка подогретую, закладывают в формы, уплотняют ее, а затем помещают в полимеризационную камеру для отверждения сырого фаолита. После отверждения фаолита формы снимают и зачищают поверхность буртов рашпилем.
Фасонные части для вентиляционных систем изготовляют из отвержденных прямых участков труб или из сырых листов фаолита.
Тройник из отвержденного прямого участка фаолитовой трубы изготовляют так же, как из винипласта. От трубы отрезают патрубок, равный длине тройника. На середине патрубка под углом 45° к осевой линии вырезают ножовкой отверстие необходимой величины. Затем из трубы вырезают второй патрубок-отвод, один конец которого опиливают под углом 45° с двух противоположных сторон. После этого на концах патрубков делают бурты тем же способом, что и при изготовлении буртов на прямых участках труб.
Подготовленные косые срезы патрубков протирают спиртом, покрывают бакелитовым лаком, промазывают фаолитовой замазкой, а затем крепко прижимают друг к другу. После этого тройник помещают в камеру и отверждают там в течение 30 ч с повышением температуры от 60 до 130 °С.
Отвержденный тройник вынимают из формы, зачищают рашпилем в местах наплывов замазки и окрашивают бакелитовым лаком. Для отверждения лаковой пленки тройник вновь помещают в камеру, где его выдерживают в течение 10 ч, при этом температуру доводят до 130 °С. Подобным же образом изготовляют из отвержденных фаолитовых труб крестовины, колена и другие детали.
Фасонные части из сырых листов фаолита изготовляют методом формования на соответствующих шаблонах так же, как обечайки аппаратов. Затем изделие помещают в полимеризационную камеру для отверждения.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление вентиляционных воздуховодов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы