Строй-Техника.ру
Строительные машины и оборудование, справочник
Воздуховоды и фасонные части круглого и прямоугольного сечения из винипласта изготовляют только на сварке из листов толщиной от 3 до 9 мм и длиной не более 2,5 м. Сначала воздуховоды и детали размечают с помощью стальной линейки, металлических угольников, шаблонов, транспортира и цветного карандаша. Металлические чертилки для разметки использовать нельзя, так как они оставляют риски на винипласте и тем самым уменьшают его прочность.
После разметки на заготовки винипласт разрезают на дисковой пиле с диаметром диска 250 мм и частотой вращения 2500 об/мин. Зубья у диска должны быть мелкими и острыми. Для резки винипласта используют также ручную ножовку. При подготовке под сварку по краям свариваемых листов снимают кромку, используя дисковую пилу или электрорубанок. На криволинейных поверхностях кромки снимают вручную драчевым напильником.
При изготовлении прямоугольных воздуховодов, а также уголков винипласт предварительно нагревают в печах или с помощью электрических элементов только в местах изгиба. Гнутье винипласта производят на кромкогибочном механизме, причем нож механизма должен иметь радиус закругления, равный двум толщинам листа.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для изготовления воздуховодов круглого сечения листы винипласта перед формовкой нагревают в паровой или электрической печи до температуры 120° С. Для каждого диаметра воздуховодов изготовляют формы из листовой стали толщиной 2 мм, на которой происходит формирование царги. Затем царгу сваривают по продольному шву.
Для образования тройников и крестовин круглого сечения в готовой царге вырезают отверстие необходимого диаметра, к которому под заданным углом приваривают другую цилиндрическую часть. Отводы изготовляют путем соединения отдельных звеньев, отрезанных от готовой царги.
Отдельные участки воздуховода из винипласта соединяют на фланцах, изготовленных из винипластового уголка, поставляемого промышленностью или изготовляемого на монтажных заводах или мастерских. Для этого уголок нагревают в нагревательной печи, затем изгибают по оправке и концы его сваривают. Заготовку фланца вновь нагревают в печи, после чего надевают на пуансон и устанавливают под пресс, где заготовку рихтуют.
При изготовлении винипластовых деталей вентиляционных систем дроссель-клапанов, шиберов и др. все металлические детали (оси, болты) следует выполнять из нержавеющей стали, так как обычная сталь быстро разъедается коррозионными средами.
Воздуховоды из винипласта сваривают прутковым и контактным методами. При сварке винипластовых деталей применяют швы, аналогичные швам, которые используют при сварке металла. Наиболее распространенным швом является стыковой V-образный. Соединяемые кромки винипласта должны быть шероховатыми, для чего их обрабатывают драчевой пилой.
В качестве сварочного материала применяют специальные вини-пластовые прутки диаметром 2,3 и 4 мм. Подготовленные к сварке детали устанавливают с требуемым зазором и закрепляют. Сварку производят сварочной электрической горелкой.
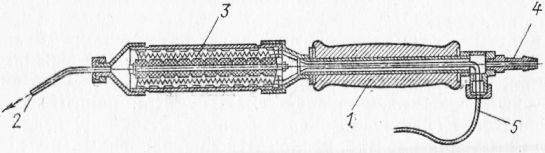
Рис. 1. Сварочная электрическая горелка:
1 – футляр с рукояткой, 2 —сопло для выхода горячего воздуха, 3 — греющая спираль, 4 — сопло для подачи сжатого воздуха, 5 — электрический шнур
Горелка состоит из металлического футляра с рукояткой, сопла для выхода горячего воздуха, греющей спирали, сопла для подачи сжатого воздуха и электрического шнура. Сжатый воздух от компрессора поступает в горелку, где электрической спиралью он нагревается до температуры 200 °С, и выходит через сопло. В струю воздуха, которую направляют в начало шва, вводят конец сварочного прутка. Пруток следует удерживать в вертикальном положении. На первый пруток укладывают последующие— до полного заполнения шва. Количество укладываемых прутков определяется в зависимости от толщины свариваемого материала. Качество сварки контролируют внешним осмотром и путем пробоя искровым инструментом.
Винипластовые листы можно соединять также контактной сваркой. При этом виде сварки кромки листа из винипласта разогреваются до пластичного состояния, а затем специальным инструментом стыкуются и осаживаются под давлением.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление воздуховодов и фасонных частей из винипласта"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы