Строй-Техника.ру
Строительные машины и оборудование, справочник
Необходимость регулирования определяется увеличением зазоров между сопряженными деталями и неисправностями механизма, обнаруженными в процессе его работы.
К неисправностям регулируемых механизмов относят пробуксовку дисковых фрикционных муфт, повышенные износы поверхностей трения конусных фрикционных и ленточных муфт, барабанов, тормозов, накладок, лент, деталей цепных передач и др.
Ввиду большого количества и разнообразия регулирований, встречающихся при техническом обслуживании строительных машин, их классифицируют по основным сборочным единицам машины, к которым относят двигатели; агрегаты и механизмы трансмиссии; подшипники; тормоза и фрикционы, механизмы и рычаги управления; ходовые устройства.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Двигатель внутреннего сгорания является наиболее сложным агрегатом машины, состоящим из ряда механизмов и систем. Контроль и регулирование двигателей отличаются наибольшей, по сравнению с другими агрегатами, сложностью и трудоемкостью. Ввиду этого работы по регулированию поручают слесарям строительным 6-го и 5-го разрядов.
Зубчатые передачи. Основным способом контроля работы закрытых передач является контроль по шуму. Нормальная работа зубчатой передачи характеризуется однородным умеренным шумом, отсутствием торцового биения и правильным соприкосновением зубьев. Изменение однообразного характера шума является первым признаком возникновения неисправности. Контроль открытых передач можно осуществлять также, наблюдая за радиальным биением зубьев и глубиной их взаимного зацепления.
При контроле зубчатых передач нужно обращать внимание на состояние рабочих поверхностей. Исправное состояние выражается в отсутствии на поверхности зубьев дефектов в виде трещин, вы- крошиваний, вмятин и т. п. и нормальной величиной бокового н радиального зазоров.
Контроль торцового биения можно производить с помощью рейсмуса. При этм замеряют плоским щупом зазор между иглой рейсмуса и торцом шестерни по мере вращения последней. Изменение величины зазора свидетельствует о наличии торцового биения. Величина торцового биения не должна превышать: для шестерен диаметром до 300 мм — ±0,2 мм, диаметром 300…600 мм — ±0,3 мм и диаметром более 600 мм— ±0,5 мм. Величина бокового зазора устанавливается непосредственным измерением с помощью пластинчатого щупа (рис. 18.2, а) или индикатора (рис. 18.2, б). Проверка зазора индикатором заключается в следующем: вал одного из зубчатых колес заклинивается, а второму колесу сообщают качательное движение и замеряют его отклонение (люфт) при качении индикатором, жестко укрепленным на машине. Шпиндель индикатора должен быть расположен нормально к рабочей поверхности головки зуба и соприкасаться с любой точкой рабочей части его профиля.
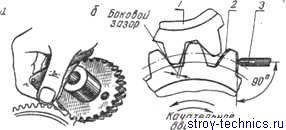
Рис. 18.2. Замер бокового забора между зубьями шестерен:
а — пластинчатым щупом; б— индикатором; 1 — закрепленная шестерня; 2 — активная шестерня; 3 — шпиндель индикатора.
Величина бокового зазора принимается согласно инструкции завода-изготовителя.
Для контроля и регулирования зубчатых передач в эксплуатационных условиях проверяют правильность касания по длине зуба. Контроль можно осуществить способом пробы на краску. Для этого несколько зубьев одной из шестерен покрывают тонким слоем краски и затем вводят в зацепление с неокрашенными зубьями другой шестерни. На ней после проворачивания шестерен остается отпечаток контакта, по характеру которого можно судить о дефектах касания и взаимного расположения шестерен.

Рис. 18.3. Схема измерения бокового зазора между зубьями зубчатых колес с помощью индикатора.
На рис. 18.4, а и б показан пример непараллельного расположения валов. Рабочие поверхности зубьев касаются только на небольшом участке длины зуба, независимо от направления вращения. При нормальном касании (рис. 18.4, в) отпечаток контакта расположен параллельно осевой линии АВ.
В новой передаче допустимо касание на 0,7 длины зуба, так как после обкатки передачи касание станет более полным. В зависимости от нахождения отпечатка производят регулировку шестерен.
Открытые цилиндрические передачи можно регулировать либо перемещением сборочной единицы, либо путем замены шестерен. Закрытые зубчатые передачи в условиях эксплуатации обычно не регулируют, а при обнаружении дефекта ставят машину в ремонт. Агрегаты, в которые входят зубчатые передачи (коробки передач и др.) при неисправности следует заменять целиком. Если передачи не имеют регулировочных устройств, то изношенные шестерни ремонтируют или заменяют.
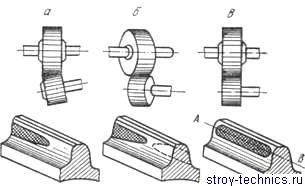
Рис. 18.4. Характер отпечатков контактов при различном взаимном расположении шестерен: а — при непараллельности валов, находящихся в одной плоскости; 6 — при нахождении валов в различных плоскостях; в — нормальное касание зубьев.
В конических передачах боковой зазор может быть восстановлен регулировочной гайкой. Изменение положения образующих начальных конусов достигается перемещением вдоль оси одной из шестерен, если предусмотрена конструкцией конической передачи такая свобода перемещения. Выполнив регулировку, положение шестерен фиксируют. В некоторых конических передачах зазоры регулируют постановкой или удалением прокладок из-под торцов шестерен или подшипника.
Цепные передачи. В процессе эксплуатации цепной передачи больше всего изнашиваются втулки и пальцы, вследствие чего увеличивается шаг цепи и общая ее длина. Общее удлинение цепи приводит к провисанию ее нерабочей ветви и вызывает в быстроходной цепной передаче волнообразное движение, сопровождающееся вибрацией и ударами.
При увеличении шага цепи изменяется диаметр дуги ее зацепления со звездочкой, и цепь переходит от основания зубьев звездочки ближе к их вершинам. В результате этого может произойти изгиб зубьев, а также соскакивание цепи со звездочек. Поэтому увеличение шага цепи допускается в пределах 0,9…7,6 % в зависимости от типа цепи и числа зубьев большой звездочки.
Увеличение шага цепи можно определить путем непосредственного измерения. Измерение длины цепи необходимо производить под нагрузкой, величина которой для зубчатой цепи принимается равной 0,3% от разрушающей.
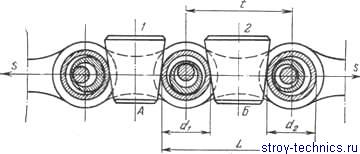
Рис. 18.5. Изменение шага цепи непосредственно на машине: 1 и 2 — клинья; t — шаг цепи; L — измеряемое расстояние.
Обслуживание цепной передачи включает также проверку натяжения цепи. Натяжение контролируют по стреле провисания, порядок замера которой показан на рис. 18.6. Провисание измеряют посредине расстояния между звездочками от линейки, расположенной на цепи. При больших межцентровых расстояниях линейку заменяют шнуром. Стрелу провисания Y измеряют масштабной линейкой.
Натяжение цепи регулируют при помощи натяжных звездочек и роликов, а также перемещением подшипников вала ведомой звездочки натяжными болтами. Запас хода регулировочных приспособлений обычно рассчитан на удлинение, равное 1…1,5f, где t — шаг цепи. При большом удлинении цепи выбрасывают одно или два звена, а регулирующее устройство приводят в исходное положение. После соединения цепи производят регулировку ее натяжения.
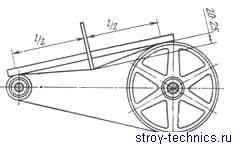
Рис. 18.6. Замер провисания цепи
Рис. 18.7. Контроль правильности
Следует иметь в виду, что излишнее натяжение не дает спокойной передачи мощности и в некоторых случаях ухудшает работу цепей, увеличивая износ их шарниров и подшипников звездочек. Некоторое ослабление цепи позволяет ее звеньям занимать при работе наиболее благоприятное положение на зубьях звездочек, уменьшает износ рабочих поверхностей и понижает удельное давление в шарнирах. Стрелу провисания У цепи считают нормальной, если она равна 2% межцентрового расстояния I (для передач горизонтальных и с углом наклона менее 30°) и от 2 до 0,6 % при большем угле наклона (большие значения относятся к меньшим углам).
После каждой регулировки натяжения цепи перемещением оси одной из звездочек, а также после 700…800 ч работы контролируют (рис. 18.7) совпадение плоскостей ведущей и ведомой звездочек прикладыванием линейки или протягиванием шнура. Допустимое отклонение приводится в заводских инструкциях машин и обычно находится в пределах ±0,5 мм.
При замене цепей, а также при выбрасывании отдельных звеньев в случае отсутствия в конструкции узла натяжных приспособлений необходимое натяжение цепей рекомендуется производить с помощью специальных струбцин.
Ременные передачи. Контроль и уход за ременной передачей включает проверку натяжения и скольжения ремней, правильного положения шкивов и ремня, состояния и чистоты ремней и рабочих поверхностей шкивов.
Натяжение ремня является основным показателем, от которого зависит срок его службы, коэффициент полезного действия передачи и величина скольжения. Чем выше натяжение, тем больше тяговая способность передачи, однако возрастает интенсивность изнашивания в результате усталости материала и, следовательно, уменьшается долговечность ремня. Кроме того, падает к. п. д. передачи.
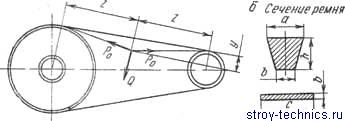
Рис. 18.8. Проверка усилия натяжения ремня.
Регулировка натяжения осуществляется натяжными роликами, перешивкой ремня или перемещением узла (силового агрегата), установленного на салазках.
Силу натяжения ремня проверяют измерением величины отклонения ветви ремня У от первоначального положения под действием приложенной нагрузки.
Контроль и регулирование фрикционных муфт и тормозов. Нормальная работа фрикционных муфт и тормозов строительных машин характеризуется: плавностью и бесшумностью включения и выключения, безотказностью и быстротой действия, надежностью передачи мощности фрикционными поверхностями и устойчивостью процессов торможения, отсутствием перегрева фрикционных поверхностей и нормальной скоростью их изнашивания.
Обслуживание системы фрикционов и тормозов предусматривает: контроль надежности крепления и правильного взаимного расположения деталей; контроль состояния фрикционных поверхностей и величины зазоров в сочленениях; регулировку тормозов и муфт, заключающуюся в восстановлении величины начального зазора между трущимися элементами в разомкнутом состоянии.
Контроль ленточных тормозов и фрикционов производится щупом, которым замеряют зазор между лентой и шкивом в выключенном положении.
Нормальность зазоров восстанавливается их регулированием, при котором стремятся к тому, чтобы фрикционные поверхности находились на одинаковом расстоянии одна от другой во всех точках. Расстояние это указывается в инструкции завода-изготовителя и обычно находится в пределах 1…3 мм. Регулирование производят с помощью специальных приспособлений. Такие приспособления (регулировочные болты, гайки, пру- жины и т. п.) предусмотрены конструкцией тормоза или фрикциона.
При регулировании ленточного фрикциона необходимо следить, чтобы болты, соединяющие половины лент, были надежно затянуты. В выключенной муфте ленты должны равномерно отходить от шкива по всей длине на 1,5…2,0 мм.

Рис. 18.9. Принципиальная расчетная схема ре гулирования тормоза.
Нарушение нормальной работы конусных фрикционов возникает при износе накладок и при замасливании их. Регулирование конусных фрикционных муфт заключается в соблюдении величины осевого перемещения подвижного диска муфты в определенных пределах.
К основным неисправностям колодочных тормозов относится износ накладок тормозных колодок и барабанов; замасливание, заклинивание или заедание колодок, сопровождающееся их нагревом, и нарушение зазора между барабанами и накладками колодок. При контроле тормозов проверяют затяжку гаек фрикционных накладок, эксцентриков и крепление опорных дисков тормозов.
Накладки, имеющие большой износ, головки винтов которых выступают над поверхностью накладки, заменяют новыми. Винты должны быть утоплены не менее чем на 1,5…2,0 мм.
При замасливании накладок их рекомендуется заменять новыми, так как смазка проникает в накладки на значительную глубину и не может быть полностью удалена при промывке.
При техническом обслуживании самоходных колесных машин существуют два вида регулирований тормозной системы: частичная (текущая), при которой восстанавливается нормальный зазор между колодками и тормозным барабаном и регулируется свободный ход педали; полная, которая производится после разборки тормозов с целью смены колодок или их фрикционных накладок.
Рычажная система управления. Проверку рычажной системы управления, в состав которой входят рычаги и педали, производят при включении механизмов вхолостую, а также на работающей машине. Контроль действия системы состоит в проверке быстроты и надежности включения и выключения ими соответствующих механизмов; в определении величины усилия, прилагаемого к рычагу или педали при их включении. Ход рычага или педали не должен превышать величины, установленной заводской инструкцией. Люфт рычагов и педалей управления, вызываемый наличием зазоров в шарнирах системы, не должен превышать V15—V20 общего хода рычага. Фактическая величина свободного хода рычага и отжатия педали определяется масштабной линейкой.
Свободный ход рычагов регулируется специальными конструктивными элементами (стяжными муфтами, секторами с отверстиями и др.), которые позволяют изменять длины соединительных тяг или плечи рычагов.
Следует обращать внимание также на усилие, необходимое для включения механизма. Усилия, прилагаемые к рычагу или педали, не должны превышать 60…80 Н для часто включаемых и 120… 160 Н для редко включаемых механизмов. Величину этих усилий регулируют, ослабляя возвратные пружины и устраняя заедание в шарнире.
Обслуживание канатно-блочной системы управления заключается в проверке состояния обойм блоков, крепления неподвижных обойм, износа блоков и смазки их осей, а также состояния и смазки канатов. При нормальной работе канатно-блочной системы канаты должны свободно проходить по блокам, а последние должны легко вращаться на своих осях, в противном случае будет происходить усиленный износ канатов.
Гидравлическая система управления. В системе гидравлического управления проверяют давление по манометру на пульте или на распределительной головке аккумулятора и течь в трубопроводах или вращающихся соединениях. Характерными признаками ненормальной работы системы являются: низкое или неустойчивое давление в системе; полное отсутствие давления в магистралях; ненормальные шумы при работе золотников распределителя или насоса высокого давления. Если давление масла не достигает нормальной величины или слишком колеблется, следует проверить уровень масла в бачке и при необходимости долить; проверить, не загрязнен ли перепускной клапан, и прочистить его.
В большинстве случаев неисправности системы зависят от применения масла несоответствующей вязкости, загрязнения его, нарушения правил заполнения системы, а также от неплотности соединений. Однако в ряде случаев колебания давления происходят из-за утечки масла вследствие износа золотников, манжет и уплотняющих сальников.
Причиной полной потери давления во время работы машины может быть повреждение привода высокого давления, засорение перепускного клапана, попадание воздуха во всасывающий трубопровод, а также неисправности магистралей системы. Причиной шумов в золотниках может быть их износ или применение масла недостаточной вязкости. Для четкой работы золотников управления следует регулярно контролировать величину хода плунжеров. Если при нормальном давлении масла в системе какая-либо из операций выполняется нечетко или вовсе не выполняется, то необходимо проверить и отрегулировать ход штока соответствующего гидравлического цилиндра. Регулирование производится при помощи регулировочного устройства на штоке.
Устранение неисправностей, вызванных износом деталей системы или их загрязнением, требует разборки отдельных ее частей, замены изношенных деталей, промывки системы и замены масла. Неисправности, требующие разборки системы, устраняются только в условиях мастерских.
Пневматическая система управления. В системе пневматического управления перед регулированием проверяют давление. Низкое или неустойчивое давление в системе вызывает перебои в работе механизмов.
При контроле пневматической системы необходимо проверить привод компрессора, ремень которого должен быть хорошо натянут, плотность всех соединений, чтобы не произошла утечка воздуха.
Утечку воздуха проверяют с помощью мыльной воды. Допускаемой утечкой воздуха считается такая, при которой мыльный пузырь размером 25 мм появляется не чаще, чем через 5 с. При утечке воздуха в воздухопроводе следует подтянуть ослабевшие соединения, обнаруженные трещины запаять или поставить новые трубки. Для очистки засоренной магистрали трубопровод отсоединяют от цилиндра, продувают и, если не проходит воздух, снимают и прочищают.
Наиболее тщательно следует выполнять требования инструкции, предусматривающие предохранение системы пневмоуправле- ния от попадания в нее влаги, особенно в холодное время года.
Ежедневно (а в холодное время и при длительных остановках машины) необходимо выпускать воду и масляную эмульсию из секционного охладителя и масловлагоотделителя, а воздухопроводы продувать. Зимой конденсат необходимо выпускать сразу же после остановки машины, а спускные краники во время стоянки оставлять открытыми.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Контроль и регулирование основных сборочных единиц машин"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы