Строй-Техника.ру
Строительные машины и оборудование, справочник
Листогибочные вальцы ВМС85 предназначены для вальцевания стальных листов без предварительного подгиба кромок. Вальцы имеют четыре валка. Подъем и опускание верхнего валка, а также освобождение и запирание его конца откидным подшипником осуществляются в вальцах пневматическим цилиндром. Положение боковых валков может фиксироваться по шкалам.
Вальцы состоят из рамы, сваренной из швеллеров, на которой укреплены две стойки — правая и левая, связанные между собой двумя стяжками. В стойках расположены два главных валка — верхний и нижний и два боковых — передний и задний. Главные валки являются рабочими, боковые — направляющими.
На рис. 1, в дана кинематическая схема вальцов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На левой стойке на шарнире укреплена качающаяся рама, на которой помещены редуктор и электродвигатель, приводящий в движение верхний валик. На нижней раме находятся два электродвигателя, приводящие в движение механизм подъема боковых валков. Валик служит для передачи движения подъема боковых валков от механизма, находящегося у левой стойки, к механизму у правой стойки. Верхний валок своим левым концом лежит в качающемся подшипнике, а правым — в откидывающемся подшипнике. Подшипник помещается в качающейся стойке, которая может откидываться на шарнире, закрепленном на раме. Пневмоцилиндр откидывает стойку и поднимает валок, причем оба эти движения синхронизированы. Для установки требуемого зазора между валками нижний валок может перемещаться по вертикали с помощью винтов. Винты вращаются с помощью рукоятки и валика. Нижний валок установлен на пружинах-амортизаторах, благодаря чему вальцы могут пропускать местное утолщение металла (например, фальц).
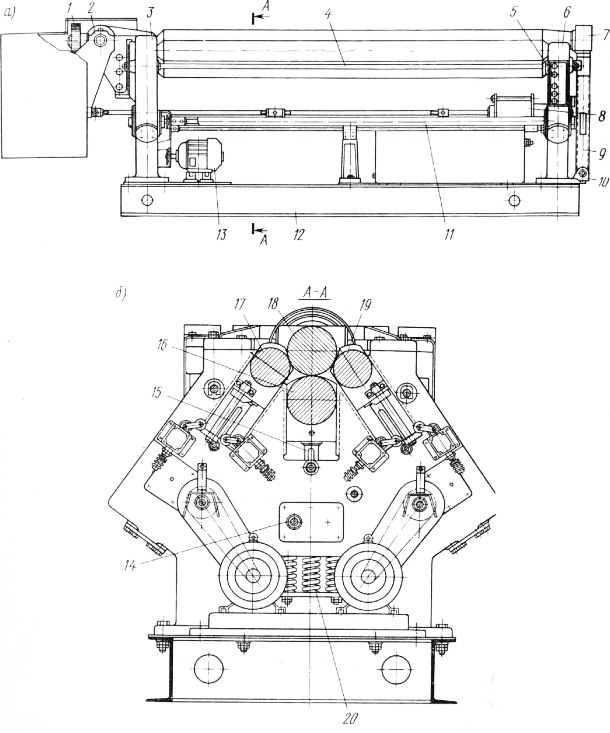
Рис. 1. Листогибочные вальцы BMC85:
а — общий вид; б — разрез по А-А, в — кинематическая схема
Нижний валик получает движение от верхнего через цилиндрическую шестерню и имеет с ним одинаковое число оборотов.
Пуск и останов главного привода и подъем боковых валков осуществляются через пульт управления, укрепленный на правой стойке. Пульт управления имеет кнопки «Вперед» и «Назад» главных валков на режимах толчковых и длительной работы, кнопки подъема и опускания переднего и заднего боковых валков и общую кнопку «Стоп».
Пуск воздуха в пневмоцилиндр осуществляется краном, укрепленным также на правой стойке.
Порядок работы на вальцах следующий. Передвижением нижнего валка устанавливают необходимый зазор для вальцевания листа заданной толщины. Затем после опробования механизма на холостом ходу опускают боковой валок и, используя его как стол, подводят лист к главным валкам и, нажимают на кнопки толчкового режима, включают главные валки и лист втягивается в валки. Когда лист дошел до валка (предварительно опущенного), главные валки выключают и включают подъем валка, который изгибает вальцуемый лист и придает ему необходимый радиус кривизны. Положение валка показывает стрелка, укрепленная на ползуне валка. После установки обоих боковых валков и в требуемом положении включают привод валка и производят вальцевание. По окончании вальцевания краном включают пневмоцилиндр, поднимают валок и снимают с него отвальцованную обечайку.
Механизм для вальцевания царг СТД14 предназначен для вальцевания заготовок цилиндрических царг из листовой стали без предварительного подгиба кромки листа.
Механизм состоит из сварной рамы на которой установлены две чугунные стойки и, соединенные между собой стяжками. В подшипниках стоек расположены три валка: нижний и два боковых. Опорами верхнего валка являются поворотная цапфа и откидной подшипник. Верхний и нижний валки приводные привод осуществляется через главный привод (мотор-редуктор) и пару зубчатых шестерен. Кроме главного движения — вращения верхнего и нижнего валков — производится перемещение боковых валков, которое необходимо для получения требуемого диаметра заготовки царги. Привод перемещения боковых валков и осуществляется от электродвигателей и через цепные передачи. червячные редукторы и винтовые передачи и, расположенные внутри стоек. Для снятия готовой заготовки последовательно откидывается подшипник и поднимается конец верхнего валка. Откидывание подшипника и подъем верхнего валка осуществляется пневмоприводом. Механизмом управляют с пульта, расположенного в левой стойке. Аварийный стоп выполнен в виде педали, расположенной вдоль рамы механизма.
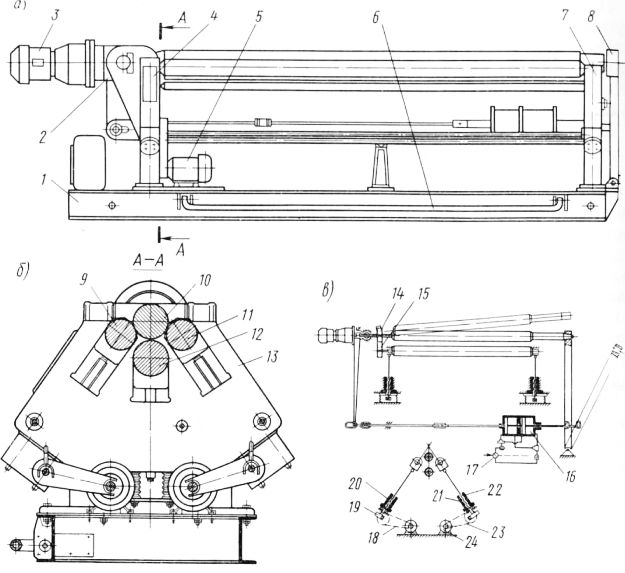
Рис. 2. Механизм СТД14:
а — общий вид; — разрез по А-А; в — схема пневмокинематическая
Для вальцевания стального листа опускают передний боковой валок и, используя его как стол, подводят лист к главным валкам (верхнему и нижнему). Нажимом на пульте управления кнопки толчкового режима включают главный привод и лист втягивается в валки.
Как только валки захватили лист и протянули его до положения, когда лист коснулся бокового валка, опущенного несколько вниз, главный привод выключают.
Нажатием кнопки «Вверх» заднего бокового валка включают его подъем.
Подъем валка осуществляется до положения, обеспечивающего при вальцевании листа нужного диаметра заготовки, при этом одновременно происходит изгиб кромки листа, чем обеспечивается заход листа на боковой валок.
При массовом производстве заготовок одного и того же диаметра положение бокового валка может устанавливаться автоматически, путем регулирования положения нижнего кулачка на штанге, нажимающего на ролик конечного выключателя.
Положение боковых валков в крайнем нижнем положении ограничивается конечными выключателями, на ролики которых нажимают кулачки.
Для получения обечайки правильной цилиндрической формы, т. е. уменьшения прямого участка на подогнутой кромке, которая остается в результате вальцевания, необходимо передний боковой валок поднять до положения заднего бокового валка, после чего включить реверс главного привода и произвести повторное вальцевание обечайки.
Таким образом, механизм имеет два режима работы: ручное управление боковыми валками с промером вальцуемой обечайки и автоматическое управление вальцеванием на заданный диаметр.
По окончании вальцевания обечайки останавливают главный привод. Включением пневмокрана управления производят последовательно открытие откидного подшипника и подъем верхнего валка. Сняв обечайку, поворотом рукоятки пневмокрана в обратную сторону производят опускание верхнего валка и его запирание откидным подшипником. Боковые валки опускаются в исходное положение. Механизм готов для повторного цикла вальцевания.
Приспособление для безопасной работы на вальцах. Проектно-конструкторское бюро треста «Сантехдеталь» разработало устройство для аварийной остановки вальцов типа ВМС85, СТД14, СТД90 и др. Устройство позволяет произвести аварийную остановку всех вращающихся и поступательно перемещающихся валков.
В эксплуатации вальцы обслуживаются обычно двумя рабочими.
Первый рабочий должен находиться у пульта управления для пуска и остановки валков, второй должен управлять и поддерживать вальцуемые листы. Однако в практике работы на вальцах бывают случаи, когда их обслуживает один рабочий, при этом валки вращаются непрерывно и настроены на один заданный диаметр обечаек.
При обслуживании вальцов одним рабочим могут быть несчастные случаи и аварии вследствие того, что при попадании, например, между валками спецодежды рабочий не может остановить машину, так как пульт управления находится на правой стойке.
Разработанное устройство позволяет ногой с любого положения произвести остановку механизма. Устройство состоит из педали выполненной в виде скобы и расположенной по всей длине рамы вальцов, на которой установлены правая и левая стойки.
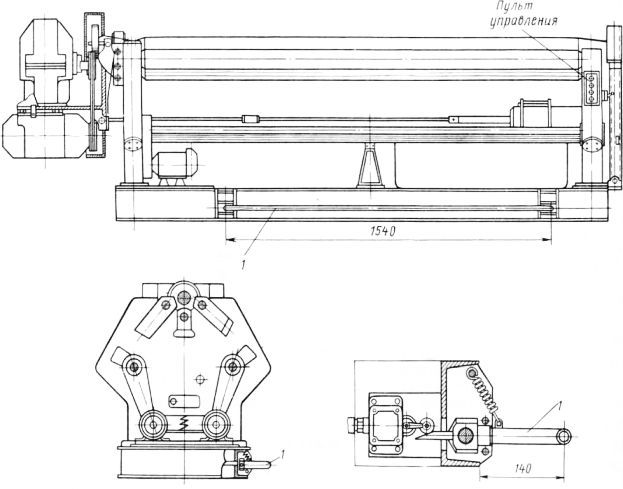
Рис. 3. Приспособление для безопасной работы на вальцах
Скоба вращается на осях, подпружинена и находится на расстоянии 80—100 мм от уровня пола.
Концы скобы проходят через окна в раме и упираются в концевые выключатели, вмонтированные в цепь управления механизмом. При нажатии на педаль концевые выключатели разрывают цепь управления и выключают все электродвигатели.
Конструкция устройства проста и рекомендуется для установки на различные типы вальцов с целью снижения травматизма и аварий.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Листогибочные вальцы"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы