Строй-Техника.ру
Строительные машины и оборудование, справочник
Винипластовые работы производят в мастерских, сосредотачивая в них выполнение всех видов работ: изготовление различной химической аппаратуры, заготовку труб, деталей и узлов для технологических трубопроводов; футеровку аппаратуры пленкой; изготовление вентиляционных систем, а также подготовку заготовок для производства работ непосредственно на строительно-монтажной площадке.
Независимо от характера выполняемых винипластовых работ технологический процесс включает в себя следующие основные операции: разметку и раскрой листов винипласта; нагрев заготовок и придание им необходимой формы; сварку или склеивание заготовок; проверку качества сварных или склеенных швов. Некоторые изделия и узлы аппаратов, изготовленных из винипласта, подвергают механической обработке: сверловке болтовых отверстий, нарезке резьбы, обработке деталей на токарных и фрезерных станках и др.
Мастерские для винипластовых работ обычно включают в себя следующие отделения: заготовительное, отделение механической обработки винипласта, отделение для изготовления сварной аппаратуры, отделение для приготовления клеев и нанесение их на поверхность защищаемых аппаратов, отделение для оклейки аппаратов винипластовой фольгой с применением открытого огня. При большом объеме винипластовых работ в мастерской предусматривают отдельные помещения для хранения и выдерживания винипластовых полуфабрикатов при температуре не ниже 10 °С.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Так как часть винипластовых работ связана с приготовлением и применением клеящих составов на основе огнеопасных органических растворителей, работу с такими веществами ведут на расстоянии не менее чем 25 м от места, где нагревают и сваривают винипласт открытым пламенем. Для приготовления клеящих составов необходимо выделять изолированные помещения, обеспеченные приточно-вытяжной вентиляцией.
В заготовительном отделении раскраивают и распиливают листы винипласта, обрабатывают кромки заготовок, снимают фаски под сварку и выполняют другие подготовительные работы. Для выполнения этих операций устанавливают следующее оборудование: циркулярную и ленточные пилы, фуговальный станок, гильотинные ножницы и столы размером 3000X1200Х900 мм для раскроя листов винипласта.
Отделение механической обработки винипласта оборудуют токарными, фрезерными, строгальными, сверлильными и наждачными станками. Кроме того, в этом отделении устанавливают слесарные верстаки с тисками и специальными зажимами для крепления винипластовых деталей при ручной опиловке и резке.
В отделении для изготовления сварной аппаратуры устанавливают нагревательные камеры для разогрева винипластовых листов, пресс с набором штампов для выдавливания заготовок сферической формы, приспособления для формования заготовок цилиндрической формы, приспособления для (формования) сгибания винипластовых, заготовок под углом, станок для беспрутковой сварки винипласта. Для формования обечаек и царг предусматривают набор деревянных или металлических болванок различных размеров. При вакуумном формовании винипласта в отделении устанавливают специальные вакуумные насосы и необходимые для этого приспособления и устройства.
Если в мастерской предусматривается выполнение высокочастотной сварки винипласта, то в отделении монтируют специальный генератор для получения токов высокой частоты с набором электродов различной формы и размеров. Чаще всего для сварки пластиката используют генератор ЛГД-1.
Для выполнения круговых швов при сварке цилиндрических заготовок в отделении устанавливают стол с вращающейся крышкой, а для производства обычных сварочных работ — столы, обеспеченные подводкой сжатого воздуха и электроэнергии (или газа) для питания сварочных горелок.
Для сварки винипласта применяют электрические и газовые сварочные горелки различных систем.
Принцип работы распространенной электрической горелки заключается в следующем. Сжатый воздух под давлением 1,2—2,0 ат через трубку поступает в многоканальную керамическую трубку, заключенную в стальной кожух. В керамической трубке уложена нагревательная спираль из нихромовой или другой проволоки, обладающая высоким удельным сопротивлением. Сжатый воздух, проходя по каналам, омывает раскаленную спираль и нагревается до температуры 250—270 °С. После этого нагретый воздух попадает в наконечник, а из него через сопло выводится наружу.
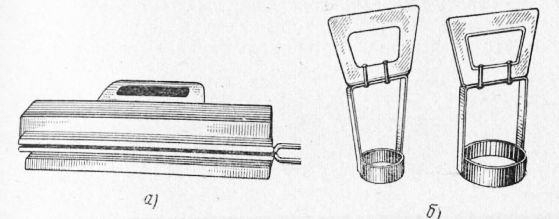
Рис. 1. Электроды для сварки винипласта токами высокой частоты:
а — для прямых швов, б — для криволинейных швов
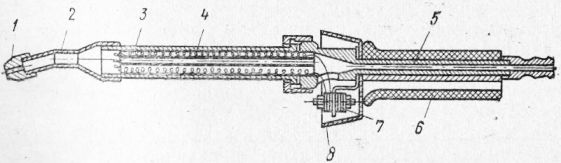
Рис. 2. Электрическая горелка для сварки винипласта:
1 — сменное сопло, 2 — наконечник, 3 — кожух горелки, 4 — керамическая трубка, 5 — подводящая трубка, 6 — ручка горелки, 7 —клеммы, 8 — предохранительный щиток
Трубка вмонтирована в ручку, которая изготовлена из текстолита, дерева или другого нетеплопроводного и неэлектропроводного материала. В ручке имеется канал для подводки электрического шнура к клеммам, которые помещены в щитке. Мощность горелок составляет около 300 вт при расходе воздуха 3—3,5 мг\ч.
Кроме горелки указанной конструкции, применяют электрическую горелку конструкции Охтенского химкомбината. Эта горелка отличается от первой тем, что нагревательную спираль укладывают в керамическую изоляцию, выполненную в виде отдельных звеньев, имеющих форму чечевицы.
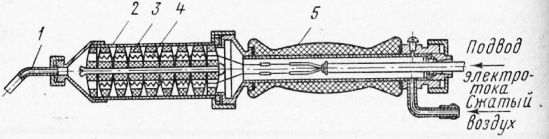
Рис. 3. Электрическая горелка конструкции Охтинского химкомбината:
1 — наконечник, 2 — кожух горелки, 3 — керамическая изоляция, 4 — электрическая спираль, 5 — ручка
Для сварки винипласта применяют также, хотя и значительно реже, газовые сварочные горелки, которые в зависимости от конструкции бывают двух типов: с прямым или косвенным нагревом.
В горелках с прямым нагревом сжатый воздух, подводимый к горелке, смешивается в ней с продуктами горения горючего газа и выходит из сопла наконечника с необходимой температурой. Регулируют температуру выходящей газовой смеси путем изменения количества подаваемого в горелку сжатого воздуха и горючего газа.
Наиболее удобной горелкой для сварки пластмасс является газовая горелка ГГП-1-56. Эта горелка дает возможность получать до 3—5 м3/ч газа, нагретого до температуры 250—310 °С при давлении на входе в горелку не ниже 1 ат.
В газовых горелках с косвенным нагревом сжатый воздух, пропускаемый через змеевик, нагревается при сгорании газов, проходящих через ствол горелки. Горючий газ через кран поступает в трубку, а из нее попадает в смесительное устройство, где смешивается с воздухом. Горючая смесь при выходе из смесительного устройства сгорает и за счет выделяющегося
при этом тепла нагревает змеевик, внутри которого проходит сжатый воздух, подводимый по трубке.
Подачу воздуха регулируют краном. Проходящий внутри змеевика сжатый воздух нагревается и выходит через сменный наконечник, закрепляемый на горелке накидной гайкой. Змеевик заключен в кожух, состоящий из двойных стенок, между которыми помещена асбестовая теплоизоляционная прокладка.
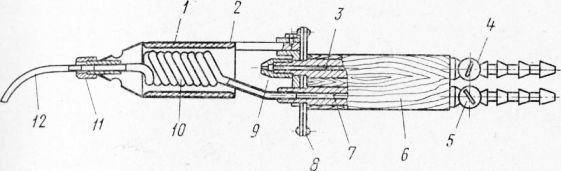
Рис. 4. Газовая горелка с косвенным нагревом:
1 — теплоизоляционная прокладка, 2— кожух, 3 — трубка для подачи газа, 4 и 5 — краны, 6 — ручка, 7 — трубка для подачи воздуха, 8 — щиток, 9 — смесительное устройство (показано условно), 10— змеевик, И — накидная гайка, 12 — сменный наконечник
Чтобы защитить руки сварщика от ожога, ручку 6, через которую проходят трубки, изготовляют из дерева. В передней части ручки установлен щиток, состоящий из стальной пластины с прикрепленной к ней фиброй. Недостатками горелки являются большой нагрев ее кожуха (до 500 °С), а также быстрое прогорание стенок змеевика.
Сжатый воздух и горючий газ подводятся к газовой горелке по следующей схеме. Источником получения сжатого воздуха является компрессор любой конструкции, который подает в линию сжатый воздух под давлением 2—2,5 ат. Чтобы создавалось равномерное давление воздуха (устранение пульсации давлений), его подают в ресивер, а затем направляют через масловодоотделитель и редуктор в коллектор, к которому присоединена горелка. Давление сжатого воздуха контролируют манометрами.
Одновременно горючий газ из баллона проходит через редуктор, где давление снижается до рабочего, и поступает в горелку. В качестве горючего газа используют ацетилен, светильный газ, пропилен или водород при давлении от 0,05 до 1 кгс/см2 в зависимости от диаметра отверстия для истечения газа в горелке.
Газовую горелку, имеющую открытое пламя, нельзя применять при сварке винипласта в помещениях, в воздухе которых содержатся пары горючих и легковоспламеняющихся материалов. При работе с тазовой сварочной горелкой необходимо соблюдать следующие основные правила:
— предохранять баллоны и вентили от загрязнения жиром и маслом, а также от ударов и толчков при перевозке и эксплуатации;
— не переносить баллоны на плечах, а пользоваться для этой цели носилками специальной формы;
— следить за исправностью горелки, редуктора и вентиля, а также газопроводящих шлангов, предохраняя их от перекручивания и перелома.
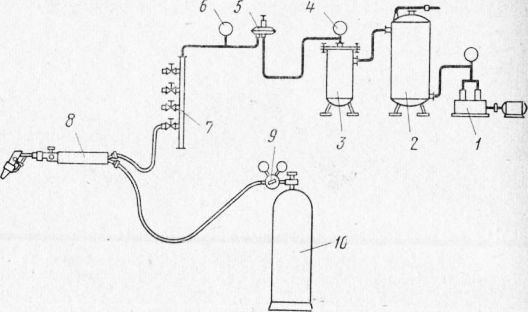
Рис. 5. Схема питания газовой горелки:
1 — компрессор, 2 — ресивер, 3— масловодоотделитель, 4 и 6—манометры, 5 и S—редукторы, 7— коллектор, 8 — горелка, 10 — баллон с газом
Схема питания сжатым воздухом электрической горелки в основном не отличается от приведенной выше схемы. Разница заключается лишь в том, что вместо горючего газа к спирали горелки подводится электрический ток напряжением 24—36 в. Ток такого напряжения получают с помощью понижающего трансформатора П-100 или П-81 от общей сети. Силу тока, проходящую через нагревательный элемент, регулируют реостатом.
Вместо компрессоров сжатого воздуха можно применять стационарные или переносные воздушные вентиляторы с электрическим приводом. В некоторых случаях для питания горелок сжатым воздухом используют сжатый воздух из стальных баллонов. При этом одного баллона емкостью 6 м3 хватает примерно на 4 ч работы одной горелки при расходе воздуха 1500—1600 л/ч.
Сжатый воздух, подаваемый в сварочную горелку под давлением 1,5—2 ат, должен быть очищен от масла и воды, так как при попадании масла на место сварки понижается прочность и плотность шва, а присутствие воды в сжатом воздухе может привести к перегоранию спирали в горелке.
Выполняя сварочные работы, перед включением горелки в электросеть необходимо проверить ее исправность. Если винипласт сваривают в металлических аппаратах или сырых помещениях, сварщик должен под ноги подкладывать резиновый коврик или одевать диэлектрические (не пропускающие электрический ток) галоши. В случае использования переносных сварочных установок подключает их в общую сеть только электромонтер; он же ремонтирует электрические горелки, заземляет спирали, исправляет изоляцию, подтягивает клеммы и т. п.
Отделение для заготовки и сборки трубопроводов оборудуют нагревательными устройствами для разогрева труб при гнутье фасонных частей, трубозагибочным станком, наждачным станком для снятия фасок, механической ножовкой, плитой для подогрева песка, а также столом, к которому подведены две-три горелки для обварки раструбов, приварки фланцев и буртов к трубам.
В отделении для оклейки аппаратов пленкой и винипластом устанавливают стеллажи для заготовок, промазанных клеем; выделяют свободную рабочую площадку, оборудованную рольгангами для выполнения работ по обклейке аппаратов. Эти площадки обеспечивают газовыми горелками для нагрева металлической поверхности. Приготовляют и наносят клеящие составы на винипластовые заготовки и пленку в специальных шкафах, оборудованных вытяжной вентиляцией.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Мастерские для винипластовых работ"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы