Строй-Техника.ру
Строительные машины и оборудование, справочник
Требования к рабочему месту. Как показывает практика, чистота и порядок в сборочном помещении оказывают прямое воздействие на долговечность подшипника.
Производственные условия, в которых производятся или производились сборочные работы с подшипниками скольжения и которые, как правило, характеризуются общей грязью на верстаках, инструменте и приспособлениях, на полу и т. д., совершенно не подходят для монтажа подшипников качения.
Каждый из нас пользуется часами, но далеко не все знают, что подшипники выполняются с более точными допусками, чем наручные часы: Этот старый пример очень ярко подчеркивает точность изготовления подшипников. И если каждому ясно, что часы нельзя ремонтировать на грязном верстаке и грязным инструментом, класть на грязные подставки и т. д., то не все себе представляют, что это в той же степени относится и к ремонту подшипников. Дело в том, что попадание в часы и подшипник мелких частиц оказывает почти одинаковое действие и на ход часов и на долговечность подшипника.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Отсюда следуют безусловные правила:
— производственные условия и культура обращения с подшипниками должны соответствовать точностям, с которыми изготовляются подшипники и которые обеспечивают расчетную долговечность;
— смазка для подшипников должна храниться только в закрытых банках;
— для вынимания смазки нельзя применять деревянных лопаточек или ржавых металлических пластинок;
— для протирки подшипников нельзя пользоваться концами и ворсистыми тряпками;
— верстак должен быть покрыт листовым дюралем или текстолитом;
— для кратковременного хранения подшипник лучше всего класть в мешочки из полихлорвиниловой или полиэтиленовой пленки; мешочки из пленки хорошо защищают подшипник от посторонних частиц и их легко содержать в идеальной чистоте, промывая в бензине;
— если между промывкой и монтажом подшипника проходит более 2 ч, то подшипник нужно положить в эксикатор или завернуть в бумагу, пропитанную летучим ингибитором.
Если подшипники, смонтированные на валу ротора, не могут быстро пройти окончательный монтаж в машине, их нужно смазать рабочей смазкой и тщательно закрыть куском полихлорвиниловой пленки.
Посадки подшипников. Подшипники монтируются на вал ротора и в подшипниковый щит с определенным натягом или зазором. Величина натяга или зазора определяется установленной посадкой. Для усвоения последующего материала и объяснения терминов, употребляемых в тексте, необходимо привести некоторые сведения из теории допусков и посадок.
Допуском размера или допускаемым отклонением размера называется разность между наибольшим и наименьшим предельными размерами. Предельные размеры — это размеры, за пределы которых не может выходить размер детали. Это означает, что одна деталь от другой по размеру может отличаться не более чем на величину допуска (допускаемого отклонения). Чем больше допуск, тем легче изготавливать детали. Величина допуска выбирается из условия возможности работы механизма.
Разность между диаметром отверстия и диаметром вала называется зазором. Если же диаметр вала больше, чем диаметр отверстия, то разность между диаметром вала и диаметром отверстия называется натягом.
Характер сопряжения двух деталей носит название посадки. Иначе говоря, посадка показывает, сидит одна деталь относительно другой с зазором или с натягом и каковы их величины.
Существуют две основные группы посадок: неподвижные и подвижные. Переходными посадками между первой и второй группами являются посадки скольжения.
В электрических машинах малой и средней мощности и в большинстве машин специального назначения в основном применялись напряженная посадка на вал и плотная в корпусе. Они обозначаются соответственно Нп и Пп. В последнее время начали применяться посадки с меньшими натягами — плотная на валу и скольжения (Сп) в подшипниковом щите.
В миниатюрных электрических машинах и некоторых машинах специального назначения в основном применяются плотная посадка на вал и скольжения в подшипниковом щите. Реже применяются посадки скольжения как на вал, так и в корпус.
У ряда машин большой мощности находят применение и тугие посадки (Тп) внутреннего кольца подшипника на вал.
Наружные кольца разъемных подшипников — роликовых подшипников с короткими цилиндрическими роликами, радиально-упорных магнетных подшипников и др. — сажаются в корпус обычно по плотной посадке.
При монтаже подшипника в корпус и,з алюминиевых сплавов посадка осуществляется с большим натягом (обычно на одну посадку выше). Для большей надежности в работе в корпус из алюминиевых сплавов ставят стальную втулку. В этом случае ослабление посадки за счет разности коэффициентов линейных расширений стали и алюминиевого сплава не происходит.
Следует обратить внимание на то, что посадки для подшипников по допускам отличаются от посадок общесоюзной системы допусков в сторону больших натягов и оговариваются ГОСТ 3325-66. Для отличия их у обозначения посадки добавляется индекс п (подшипниковая).
Установленные посадки подшипников обеспечивают при минимальных натягах: непроворачивание внутреннего кольца на валу, а также небольшой поворот наружного кольца и возможность его осевого перемещения по посадочному месту.
Посадки подшипников на вал и в корпус необходимо строго выдерживать. В случае слабой посадки внутреннее кольцо будет проворачиваться на валу и возникнет контактная коррозия. Как следствие этого получаются износ вала, задир и даже нагрев кольца. При сильном нагреве (выше 120 °С) резко сокращается долговечность подшипника и может произойти его заклинивание. Значительный износ вала вызывает вибрацию машины.
Посадки с большими натягами кроме того, что затрудняют .монтаж и демонтаж, вызывают значительное уменьшение радиальных зазоров: внутреннее кольцо при посадке раздается и происходит увеличение диаметра дорожки качения. Уменьшение зазоров, а в худшем случае их полная выборка приводят к выходу подшипника из строя. Кроме того, от чрезмерного натяга внутреннее кольцо может разорваться.
Как было отмечено выше, посадка наружного кольца выбирается такой, чтобы под действием вибрации оно могло немного поворачиваться, но не вращаться. Это способствует последовательному нагружению участков дорожки качения и увеличению работоспособности кольца. При применении шариковых радиальных однорядных подшипников в качестве плавающей опоры возможность осевого перемещения кольца по посадочному месту устраняет появление значительных осевых нагрузок от температурного расширения вала.
При посадке подшипника на вал с натягом внутреннее кольцо принимает форму вала. При овальности вала дорожка качения кольца тоже становится овальной. Радиальные зазоры в подшипнике изменяются. В одних местах зазоры уменьшаются, а в других увеличиваются. При работе такого подшипника в местах прохождения тел качения через малые зазоры нагрузки увеличиваются, появляются вибрации. При посадке наружного кольца в овальный корпус перемещение кольца затрудняется из-за местного увеличения натяга. Это приводит к увеличенным нагрузкам на дорожку качения кольца.
При посадке внутреннего кольца на вал, имеющего конусность посадочного места, кольцо тоже примет форму вала.
Проверка и подготовка посадочных мест. Перед монтажом подшипника нужно внимательно осмотреть посадочные места на валу ротора и в (подшипниковом щите.
Забоины, заусенцы, наклеп, небольшие вспучивания металла от местных задирав следует аккуратно зачистить личным напильником, мелкой наждачной бумагой или
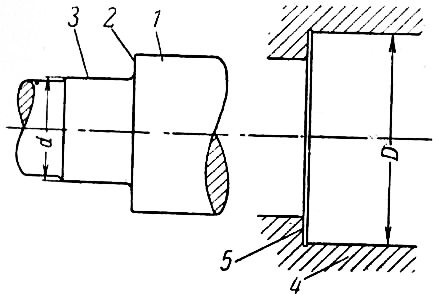
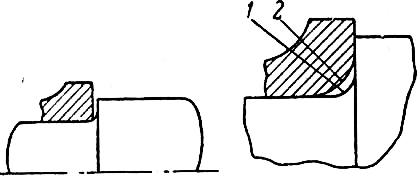
Заплечики вала и корпуса (подшипникового щита)! в которые упираются кольца при монтаже (рис. 1), должны быть строго перпендикулярны оси посадочного места под подшипник. Перпендикулярность заплечика имеет большое значение для работы подшипников, особенно однорядных, имеющих относительно малую ширину. Малая ширина посадочного места подшипника не обеспечивает правильного положения подшипника.
снять шабером. При зачистке снимать металл необходимо только в месте вспучивания, не затрагивая мест, не имеющих дефекта. Чем больше площадь посадочного места будет подвергнута зачистке, тем больше будет нарушаться правильная геометрическая форма, тем, следовательно, хУже для работы подшипника. Поэтому значительные за-Диры по величине площади посадочного места не выводятся из-за потери правильной геометрической формы. Деталь в этом случае необходимо направить на восетанов-
Хотя задиры, риски, чрезмерный наклеп и забоины на посадочных местах колец подшипника встречаются редко из-за большой разницы в твердости колец подшипника и вала ротора у машин общего назначения, их выведение производится наждачной бумагой с соблюдением всех требований, описанных выше.
В этом случае необходимо замерить внутренний диаметр кольца, овальность и конусность. Эти замеры необходимо также проводить, если на монтажных поверхностях колец имеются следы износа из-за проворачивания на валу или в корпусе.
Отклонения в диаметрах могут быть и больше аналогично отремонтированным подшипникам, но в этом случае необходимая посадка должна быть подобрана за счет сопрягаемой детали (вала или корпуса). Овальность и конусность кольца должны быть в пределах допуска на посадочный диаметр. Конусность отверстий у подшипников классов точности ВП и выше — не более 50% допуска на посадочный диаметр.
После осмотра посадочных мест на валу и в подшипниковом щите их необходимо замерить.
При неоднократных снятиях подшипника или износа от проворачивания кольца посадка может быть «поте-^ ряна». Замер посадочных мест на валу обычно производится микрометром, а в подшипниковых щитах (корпусе) индикаторным нутромером с индикатором нулевого класса. Установка индикатора на размер производится по блоку плиток или по специально изготовленному эталонному кольцу. Замеры можно производить и другим инструментом, имеющим такую же или более высокую точность. Замеры производятся в нескольких местах с тем, чтобы, помимо величины диаметра, установить величину овальности и конусности посадочного места.
калибрами, которые выявляют местные вспучивания, увенчивающие натяг при посадке кольца. При замерах обычным мерительным инструментом эти выступы, как правило, не выявляются.
Осматривая посадочные места на валу и в подшипниковом щите, необходимо также тщательно осмотреть упорные заплечики и галтели у него. Вспучивание металла от забоин аккуратно удаляется шабером, напильником или наждачной бумагой.
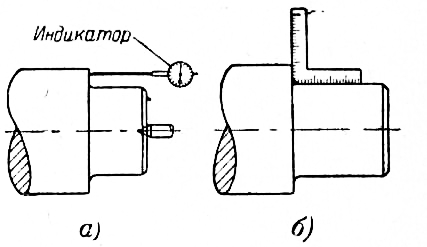
Перпендикулярность заплечика к оси вала проверяется в центрах с помощью индикатора, как показано на рис. 3,а. Вращая вал определяют величину бокового биения заплечика.
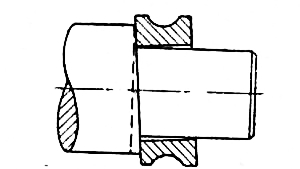
На рис. 2 показано положение кольца подшипника при неперпендикулярном заплечике к оси вала. За счет деформации кольцо приняло неправильное положение, что приведет к снижению долговечности подшипника. При больших и тяжелых валах, когда проверка биений заплечиков в центрах затруднительна, перпендикулярность заплечика можно проверить угольником, как показано на рис. 3,,. Однако этот способ проверки не отличается большой точностью и может быть рекомендован только в случае невозможности применения индикатора.
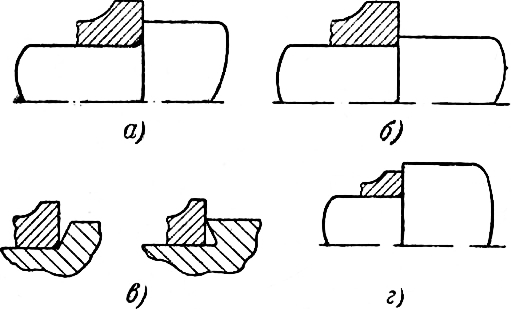
Необходимо также проверить высоту заплечика. Его высота обычно равна примерно 1/2 ширины торца внутреннего кольца (рис. 4,а). При больших осевых нагрузках заплечик должен быть даже выше. При малой высоте (рис. 4) от действия осевых нагрузок заплечик будет сминаться. Смятие заплечика также происходит, если он будет выполнен коническим (рис. 4,в).
При большой высоте заплечика (рис. 4,г) снять подшипник за внутреннее кольцо невозможно. Снятие подшипника за наружное кольцо приводит к повреждению дорожек качения.
При осмотре галтели вала обращается внимание на отсутствие следов касания кольца. При радиусе галтели, большем, чем фаска кольца, последнее будет упираться в галтель (рис. 5,а).
Галтель выполняется неточно. Поэтому возможен перекос кольца. Радиус галтели вала всегда должен быть меньше радиуса фаски кольца (рис. 5,,).
Перед монтажом подшипника посадочные места на валу и в подшипниковом щите необходимо тщательно промыть бензином и покрыть тонким слоем рабочей смазки.
Монтаж подшипников. Новый подшипник вынимается из упаковки и промывается в горячем минеральном масле и бензине непосредственно перед монтажом. Закрытые подшипники типов 180000, 80000, заполоненные рабочей смазкой на подшипниковых заводах, и подшипники типов 520000 и 140000, имеющие фетровые уплотнения, не промываются.
С наружных поверхностей консервационная смазка удаляется чистыми салфетками.
До постановки в машину подшипник осматривается, чтобы убедиться в отсутствии коррозии и повреждении. Проверяется легкость хода. От руки прикидывается величина осевого зазора. Работавший подшипник вынимаете из пленки или упаковки тоже только перед монтажом.
Наиболее совершенными приспособлениями для запрессовки подшипников на вал являются гидравлические или ручные прессы, которые обеспечивают плавную посадку подшипника на вал (рис. 6).
При монтаже подшипника усилие запрессовки передается «а внутреннее кольцо через монтажный стакан. Отверстие в стакане должно быть немного больше отверстия подшипника, а толщина его стенок немного меньше ширины торца внутреннего кольца.
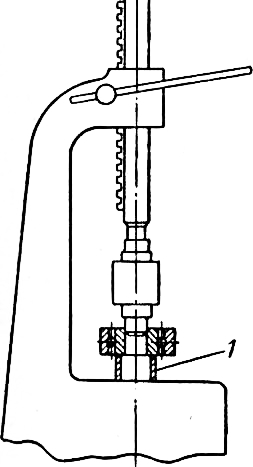
Упор подшипника обоими кольцами в широкий монтажный стакан не разрешается, так как в этом случае нагрузка может передаваться через наружное кольцо и сепаратор.
Перед запрессовкой подшипник нужно установить строго соосно с валом, затем приложить небольшую нагрузку и убедиться в отсутствии перекоса. Заедание подшипника указывает на его перекос. В этом случае дальнейшая запрессовка приводит к задирам посадочного места, искажению его формы и неправильной посадке подшипника.
Описанный способ запрессовки применяется для роторов малого веса.
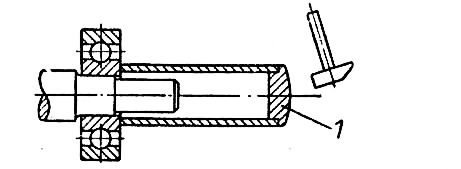
Монтаж подшипников на валы тяжелых роторов производится с помощью монтажной трубы. Трубу изготовляют из мягкого металла (малоуглеродистой стали и др.). В верхнюю ее часть вставляют пробку для равномерной передачи ударов на наружное кольцо.
Для уменьшения вероятности задира посадочного ме-Ста и перекосов внутреннего кольца на валу целесообразно подшипники подогреть в масле. Монтаж подшипников
с подогревом нашел широкое применение для электрических машин малых и средних мощностей из-за удобства монтажа при простоте установки для подогрева.
Температура масла в ванне должна быть не выше 90— 100 °С. При повышении температуры выше 120 °С может произойти отпуск колец и тел качения, что резко снизит долговечность подшипника. Значит, необходимо строго контролировать температуру масляной ванны. Это тем более необходимо, что внешних признаков на деталях подшипника от перегрева и отпуска не остается. Для получения цветов побежалости на деталях подшипника нагрев должен быть значительно выше, чем может быть достигнут в масляной ванне. Правда, отпуск колец может быть установлен по понижению твердости при замерах на приборах. Однако этих замеров после подогрева подшипников никогда не делают. Кроме того, необходимо следить за чистотой масла в ванне. При загрязнении масло должно быть сменено, чтобы не загрязнять подшипники.
При посадке подшипника на вал с подогревом подшипник необходимо периодически поджимать к упорному за-плечику до охлаждения колец. Поджатие подшипника к заплечику обычно осуществляется с помощью монтажной трубы легкими ударами молотка.
После установки подшипника на вал ротора следует проверить правильность монтажа. Если посадка подшипника на вал осуществляется с подогревом, то проверку правильности монтажа необходимо осуществлять после охлаждения подшипника. При проверке нужно:
убедиться в том, что подшипник вплотную прижат к заплечику; щуп толщиной 0,03 мм не должен входить между заплечиком и кольцом; проверку производят в нескольких точках по окружности; допустим только местный зазор от зачистки дефекта заплечика;
проверить рукой наличие осевой игры в подшипнике после охлаждения; отсутствие осевой игры или малая ее величина указывают на недостаточные радиальные зазоры. Эта проверка производится только у шариковых радиальных однорядных подшипников;
проверить легкость вращения подшипника от руной; вращение подшипника должно быть без местных заеданий и притормаживаний.
В машинах специального назначения, имеющих регулируемые радиально-упорные и упорные шариковые подшипники, после монтажа ротора нужно произвести регулировку осевой игры подшипников, величина которой обычно указывается в инструкциях для каждой машины и должна выдерживаться весьма тщательно.
После монтажа вала ротора в машине нужно проверить правильность сборки уплотняющих устройств в подшипниковых щитах или кольцевые зазоры в лабиринтовых уплотнениях и при возможности прокрутить вал ротора от руки. Вращение должно быть без толчков и заеданий.
При пробном пуске машины необходимо следить за температурой подшипникового щита и шумом подшипника. Правильно смонтированный и имеющий нормальные зазоры подшипник работает ровно, без особого шума, толчков и вибраций. При увеличенных зазорах в подшипнике появляются вибрации. Глухой неравномерный шум указывает на загрязненность подшипника. Повышение температуры также указывает на ненормальности в работе подшипника.
Очень важное значение имеет соосность посадочных мест в подшипниковых щитах, точность статической и динамической балансировки ротора и другие факторы, которые могут увеличивать нагрузку на подшипник.
Выбор подшипников-заменителей. При отсутствии необходимого подшипника можно подобрать подшипник-заменитель без ущерба для работы машины.Эти подшипники-заменители имеют расчетный срок службы не менее срока службы основного подшипника, выпускаются отечественной промышленностью, имеют те же габариты и их установка не требует каких-либо доработок узлов и сопрягаемых деталей. Отдельные подшипники шире, что оговорено особо.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Монтаж подшипников"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы