Строй-Техника.ру
Строительные машины и оборудование, справочник
Химические аппараты и сооружения облицовывают отвержденным фаолитом на кислотоупорных силикатных цементах, битумно-полиизобутиленовой и фаолитовой замазках, а также на других вяжущих материалах.
Поверхность, предназначенную для облицовки фаолитом, очищают от загрязнений, а затем грунтуют раствором того вяжущего, на котором предполагают крепить листы фаолита. После этого отвержденные листы фаолита, нарезанные на заготовки по размерам аппарата, крепят к металлической или бетонной поверхности так же, как это делают при облицовке аппаратов крупноразмерными штучными материалами. Особое внимание при этом уделяют уплотнению шва между заготовками.
В отдельных случаях для усиления прочности крепления фаолита к металлической поверхности через просверленные отверстия в металле и фаолитовых листах пропускают болты или стальные шпильки, которые затем затягивают гайками. Для защиты стальных крепежных материалов от коррозии выступающий конец болта или шпильки заделывают фаолитовой замазкой или закрывают заранее изготовленными фаолитовыми колпачками. Если для крепления заготовок применяют фаолитовую замазку, то полимеризацию замазки выполняют обычным способом.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
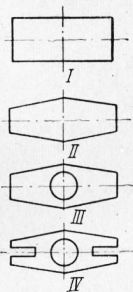
Рис. 1. Схема изготовления горизонтальной лопасти мешалки (I— IV— последовательность операций)
При облицовке аппаратов сырыми листами фаолита очищенную металлическую поверхность с помощью кисти покрывают бакелитовым лаком. С листов фаолита удаляют скребком тальковую посыпку и протирают поверхность тряпкой, смоченной в этиловом спирте. Листы фаолита раскраивают на заготовки так, чтобы площадь отдельных кусков не превышала 0,5 м2.
С кромок заготовок острым ножом снимают фаски. Для повышения пластичности фаолита заготовки подогревают на паровой плите при температуре 70—75°С в течение 10—15 мин. Затем их окрашивают бакелитовым лаком и накладывают на предварительно нагретый (до 50—60° С) участок аппарата. Фаолитовую заготовку пристукивают деревянным молотком и прикатывают к металлической поверхности роликом.
Отдельные заготовки соединяют между собой внахлестку или встык. При соединении листов встык в зазор между кромками листа закладывают фаолитовую замазку, а шов перекрывают полоской фаолита или ткани, пропитанной бакелитовым лаком. Если листы соединяют внахлестку, то срезают фаску шириной 50—100 мм под углом 45°, как указывалось ранее. Фаски снимают после подогрева листов фаолита на паровой плите (для повышения пластичности) при температуре 70—76 °С в течение 10—15 мин.
Для получения высококачественного покрытия следует учитывать направление асбестовых волокон в фаоли-те. При обкладке цилиндрических резервуаров диаметром до 800 мм направление асбестового волокна должно идти по окружности. При обкладке цилиндрических резервуаров диаметром больше 800 мм волокна могут быть направлены по образующей аппарата. При обкладке неполных сферических поверхностей (крышек для аппаратов) раскраивать и укладывать клинообразные листы следует так, чтобы волокна были направлены поперек листа. Поверхность с крутыми переходами надо облицовывать так, чтобы направление волокна шло по переходу. Плоские поверхности облицовывают с поперечным направлением волокна при отношении длины к ширине листа меньше двух.
Если под листом фаолита образуется воздушный пузырек, то это место прокалывают шилом, выдавливают воздух, а образовавшееся отверстие уплотняют зубчатым роликом.
После облицовки аппарата производят отверждение фаолитового слоя в полимеризационных камерах или с помощью электронагревательных приборов, которые устанавливают непосредственно в аппарате, обложенном фаолитом. Чтобы фаолитовая обкладка не отстала от поверхности аппарата, ее прижимают к металлу деревянными распорами или, если аппарат небольшой, его заполняют песком. После полимеризации распоры удаляют. Фаолит отверждают в камере в течение 30 ч с постепенным подъемом температуры до 130 °С.
Образующиеся в процессе отверждения пузыри на поверхности фаолита прокалывают шилом и заглаживают.
После окончания тепловой обработки для повышения непроницаемости фаолита всю поверхность аппарата покрывают бакелитовым лаком. Для отверждения лаковой пленки аппарат вторично направляют в полимериза-ционную камеру.
После окончания процесса отверждения лаковой пленки прекращают подачу в камеру нагретого воздуха, затем ее открывают и постепенно охлаждают (2—3 ч) находящийся в ней аппарат. После этого проверяют фаолитовое покрытие на непроницаемость путем налива воды.
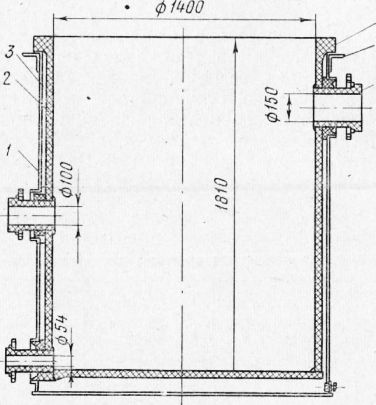
Рис. 2. Фаолитовый аппарат в стальном корпусе:
1 — стальной корпус, 2 — фаолитовый аппарат, 3 — зазор между стенками стального корпуса и фаолитовым аппаратом, 4 — фаолитовая отбортовка, 5 — стальной фланец, 6 — штуцер
К недостаткам облицовки аппаратов сырыми листами фаолита следует отнести необходимость отверждения покрытия при высокой температуре, а также то, что фаолит при этом дает большую усадку и трескается. Фаолитовая облицовка на стальных аппаратах дает трещины и отстает вследствие различных коэффициентов термического расширения металла и фаолита.
Крупную химическую аппаратуру облицовывают следующим образом. В стальной цилиндрический корпус вставляют фаолитовый аппарат, и зготовленный с таким расчетом, чтобы между фаолитом и металлом был зазор в 15—20 мм. Чтобы обеспечить необходимый зазор между днищами стального кожуха и фаолитового аппарата, его навешивают на фланец стального кожуха с помощью усиленной верхней фаолитовой отбортовки.
После того как отвержденный фаолитовый аппарат вставят в стальной корпус, в нем (фаолите) вырезают отверстия, в которые затем вставляют на фаолитовой замазке заранее подготовленные штуцера. После этого корпус с вставленным фаолитовым аппаратом загружают в полимеризационную камеру.
Герметичность аппарата проверяют (после окончания полимеризации), наливая воду в пространство между фаолитом и металлом, для чего в верхней и нижней частях кожуха делают специальные патрубки. Если фаолитовый корпус негерметичен, вода проникает внутрь аппарата. После испытания воду сливают, и если будут обнаружены дефекты, то их исправляют, а затем в пространство между металлом и фаолитом нагнетают жидкий раствор портландцемента или кислотостойкой замазки.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Облицовка аппаратов фаолитом"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы