Строй-Техника.ру
Строительные машины и оборудование, справочник
Облицовка неармированным винипластом. В гидрометаллургической промышленности для электролиза водных солей никеля, меди и других цветных металлов используют электролизные ванны. Электролизные ванны, а также некоторое другое оборудование изготовляют из железобетона с последующей – вставкой в них винипластовых вкладышей.
При массовом изготовлении однотипных аппаратов вкладной корпус из винипласта готовят из отдельных частей, предварительно отформованных на станках, или с помощью специальных приспособлений. Например, при изготовлении винипластового вкладыша для электролизных ванн днище ванны формуют непосредственно в самом аппарате. Для этого листы винипласта, сваренные в картины, нагревают в шкафу до 140—150° С, а затем переносят в ванну, где с помощью пуансона (оправки) из них формуют днище вкладыша.
Отформованное днище сваривают с остальными частями ванны в монтажном решетчатом каркасе. Готовый вкладыш после проверки на герметичность вставляют в электролизную ванну. Для ванн, имеющих большую длину, днища формуют отдельными частями, которые затем сваривают на стенде.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Перед вставкой вкладыша несущий корпус аппарата предварительно подготовляют: удаляют неровности, зачищают сварные швы, очищают и затем окрашивают антикоррозионными лак-окрасочными материалами. Это делают для защиты корпуса аппарата от случайного попадания коррозионной среды через неплотности швов и гак же для создания более гладкой поверхности, необходимой при вставке вкладышей.
В некоторых случаях, когда аппараты предназначены для работы под давлением, при вставке вкладышей между стенками -основного аппарата и вкладышем оставляют зазор 20—30 мм, который затем заполняют (под давлением) раствором кислотоупорного цемента или химически стойкими мастиками.
Облицовка армированным винипластом. Армированный винипласт представляет собой листы из поливинил-хлорида с внутренней прослойкой из стального перфорированного листа толщиной 0,5 мм. Общая толщина армированных листов составляет 4,0—4,5 мм. Монолитность материала достигается за счет затекания поливинилхлорида при прессовании или каландрировании в отверстия стального листа и образования с ним плотной связи.
Армированным винипластом облицовывают стальные аппараты цилиндрической и прямоугольной формы с толщиной стенок не менее 6 мм н радиусом закругления углов 60 мм. Защищаемые поверхности не должны быть загрязненными. Листы раскраивают при температуре не ниже 25 °С.
При облицовке аппаратуры выполняют следующие операции: крепление листов к стенкам аппарата, отбортовку фланцев, заварку стыков облицовки стенок, крепление листов к днищу аппарата и заваривание стыков, облицовку штуцеров и крышки.
Стенки аппарата облицовывают полосами снизу вверх, начиная на расстоянии 50 мм от днища аппарата. Листы крепят к металлической поверхности аппарата с помощью специальных шурупов, которые вставляют в предварительно рассверленные вместе с армированным винипластовым листом отверстия диаметром 2,5 мм. Отверстия располагают через каждые 400—500 мм друг от друга и на ‘расстоянии 8—10 мм от края листа. Шурупы ввинчивают заподлицо с винипластовым листом, который во избежание растрескивания в этих местах подогревают до 80—90 °С. Стыки листов подгоняют так, чтобы зазор между ними составлял не более 2—3 мм. Листы следующего пояса укладывают со смещением в отношении стыков предыдущего пояса на 300—400 мм. Отверстия для штуцера в винипластовой футеровке вырубают зубилом; предварительно место вырубки подогревают пламенем газовой горелки.
При облицовке днища аппарата листы также крепят к металлической поверхности шурупами на расстоянии 40—50 мм от стенки с шагом между шурупами 600— 700 мм.
При защите фланцев отбортовывают нагретую пламенем газовой горелки выступающую часть листов армированного винипласта и крепят ее к фланцу струбцинами. После остывания отбортовки эту операцию повторяют на следующем участке фланца. В аппаратах диаметром меньше 2,8 м фланцы защищают накладкой кольцевой заготовки армированного винипласта, которую сваривают встык с облицовкой стенок аппарата.
Стыковые швы облицовки стенок аппарата как горизонтальные, так и вертикальные перекрывают полосами шириной 40 мм из неармированного винипласта, которые приваривают к армированным листам винипласта с помощью электровоздушноц горелки. В процессе сварки одновременно горячим воздухом подогревают места стыка и полосы материала до размягчения. В этом случае сварка аналогична процессу сварки винипласта с применением прутка, который заменен полосой; с той лишь разницей, что диаметр сопла горелки должен быть 8 мм (вместо 4 мм).
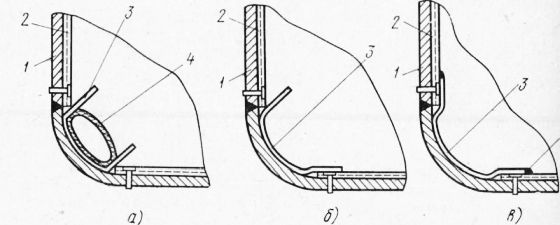
Рис. 1. Схема операций футеровки в местах перехода от днища к стенке аппарата:
а — формование винипластовой полосы по месту с помощью резинового шланга, б — прикатка накладки к металлической поверхности и футеровке, в — приварка накладки винипластовым прутком; 1 — металл, 2 — армированный винипласт, 3 — накладка из неармированного винипласта, 4 — резиновый шланг, S — сварной шов
Сварка получается качественной при температуре нагретого воздуха в горелке до 240—260 °С. При этом полоса материала разогревается так, что образуется небольшой размягченный валик по ее ширине, которым полоса ловится на шов при небольшом давлении (с усилием 1—1,2 кгс) и одновременно кругообразном движении сопла горелки.
Необходимый режим сварки устанавливают, регулируя напряжение тока автотрансформатором, а расход воздуха (170 л/мин) — воздушным редуктором.
Стыки и переходы в местах перехода от днища к стенкам аппарата заделывают аналогичным способом, т. е. наваркой предварительно подготовленных полос шириной 120 мм из неармированного винипласта. Каждую такую полосу прогревают с обеих сторон пламенем газовой горелки до 90—100 °С и, обернув ее вокруг куска резинового шланга диаметром 80 мм, отформовывают по месту.
При приварке заготовок- к облицовке аппарата их кромки прогревают на ширину 20—30 мм для придания им пластичности и легким прижимом инструмента накладывают на основную футеровку; после этого для лучшей герметизации производят дополнительную подварку сварочным прутком.
Для облицовки штуцеров применяют обрезки винипластовых труб соответствующих диаметров. Длину заготовки рассчитывают с учетом отбортовки ее краев на привалочную поверхность фланца, а также на внутреннюю поверхность аппарата.
Край заготовки отбортовывают на фланец аппарата с предварительным прогреванием выступающей части заготовки пламенем газовой горелки и последующим формованием с помощью специального пуансона соответствующего диаметра.
Допускается защита припадочной поверхности фланца штуцеров приваркой к штуцеру кольцевой заготовки из неармированного винипласта, вырезанной по форме фланца. Аналогично облицовывают фланцы люка и аппарата.
На рис. 3 показаны основные узлы аппаратов, футерованных армированным винипластом.
Герметичность стыков проверяют электроискровым дефектоскопом – при напряжении 20 кв. Обнаруженные дефекты заваривают винипластовым прутком. Готовый аппарат заливают горячей (60 °С) водой. При отсутствии течи воды через контрольное отверстие аппарат охлаждают вместе с водой до температуры окружающего воздуха. В случае течи горячую воду сливают, облицовку высушивают, исправляют дефекты и повторно испытывают аппарат горячей водой.
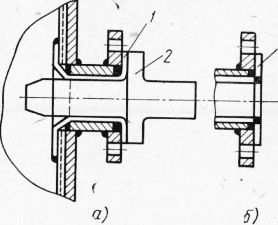
Рис. 2. Варианты крепления футеровки штуцеров:
а — разбортовка пуансоном, б — приварка кольца; 1 — заготовка из винипластовой трубы, 2 — пуансон, 3 — кольцевая заготовка из неармированного винипласта
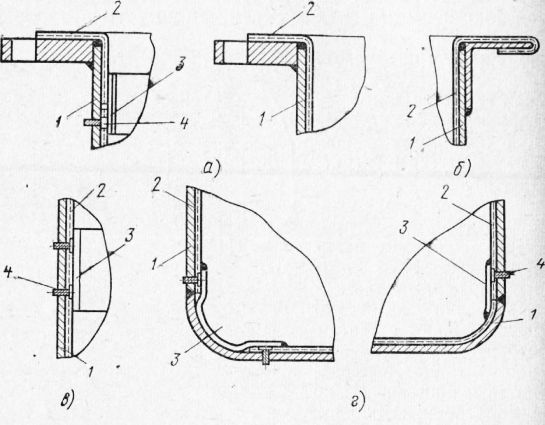
Рис. 3. Узлы аппарата, футерованные армированным винипластом:
а — фланцы аппарата с крышками, б — фланец открытых аппаратов, в — стыковка листов на стенах или днище аппарата, г — футеровка перехода от днища к стенке аппарата; 1 — металл, 2 — армированный лист винипласта, 3 — накладка неармированного винипласта, 4 — винт
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Облицовка аппаратов винипластом"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы